Integrated Supply Chain &
One-Stop Chemical Solutions
Operating on a dual-engine model of Proprietary Flow Chemistry Manufacturing and Audited Virtual Manufacturing. From R&D to ton-scale commercial supply, we are your reliable partner since 2007.
Scope of Business
Leveraging 20 years of industry integration and strict QA/QC auditing, we offer a comprehensive portfolio across 5 major categories, serving as your ultimate one-stop sourcing partner.

Intermediates
Providing high-purity pharmaceutical, agrochemical, and OLED electronic intermediates. We ensure a robust supply chain from our highly audited virtual manufacturing network.

Peptides & Building Blocks
Offering advanced synthetic building blocks and custom peptide synthesis to accelerate innovative drug development and biopharmaceutical research.

Cosmetic Active Ingredients
Developing highly purified cosmetic actives and functional ingredients for high-end skincare, anti-aging, and personal care formulations.

Nutraceutical Ingredients
Supplying premium amino acids and nutritional active ingredients tailored for the global health, wellness, and dietary supplement industries.

Speciality Chemicals
Customized specialty chemicals tailored to meet unique industrial, scientific, and advanced manufacturing requirements through strict quality control.

Contract Manufacturing
Custom Synthesis & Contract MFG combining our self-developed continuous flow equipment with large-scale shared manufacturing platforms.
Pioneering Green Chemistry & Pipeline Continuous Flow Reactions
Established in 2007, NINGBO INNO PHARMCHEM CO.,LTD. has evolved from a dedicated trading firm into a technology-driven manufacturing and supply chain powerhouse.
Driven by the industry's need for stricter environmental compliance and inherent safety, our new strategic direction focuses entirely on the research and production of Pipeline Continuous Flow Reactions. By combining our virtual R&D headquarters with massive physical manufacturing assets, we bridge the gap between innovative green chemistry and reliable commercial scale-up.
Discover Our Journey
Business Composition & Facilities
A resilient supply chain integrating wholly-owned continuous flow innovation centers with strategic heavy-asset manufacturing platforms.
Wholly-Owned R&D & Continuous Flow Platform
Governed by our Ningbo Jino Chemical headquarters, our core technological assets are concentrated in our wholly-owned subsidiaries: Anhui Shuangmai (Chizhou & Tongling).
Unlike traditional manufacturers, we independently design and manufacture our own Pipeline Continuous Flow Equipment. Equipped with complete multi-functional pilot testing lines ranging from 100L to 2000L, we ensure inherent safety and flawless process optimization before transferring technology to commercial scale.
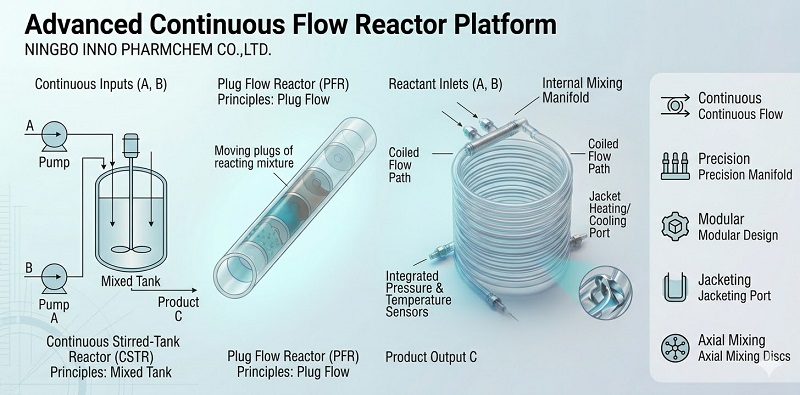
Self-Developed Flow Reactors
Engineered in-house for inherent safety, rapid heat transfer, and highly efficient continuous processing of complex, hazardous reactions.

Multi-Functional Pilot Plant
Equipped with specialized reactors to bridge the critical gap between lab-scale synthesis and ton-scale commercialization.
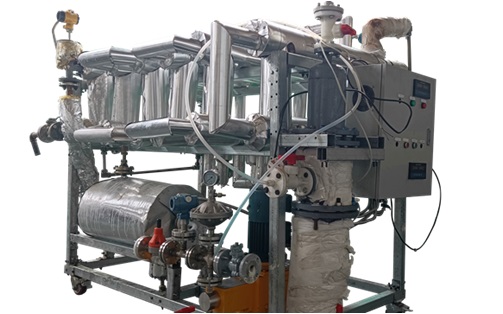
Automated Flow Systems
State-of-the-art, skid-mounted flow systems equipped with precise automated controls, ensuring absolute batch-to-batch consistency.
Strategic Large-Scale Manufacturing Platform
To seamlessly commercialize our validated green chemistry processes, we established a strategic partnership with Anhui Weixiang New Materials Co., Ltd. in Tongling.
Backed by a total investment of 300 million yuan and covering 31,750 square meters, this highly compliant modern facility serves as our shared pharmaceutical production platform. It empowers our "One-Stop Solution" by guaranteeing massive volume delivery, supported by our robust virtual manufacturing network across China.

300M RMB Commercial Platform
A massive 18,671 square meter modern building area designed from the ground up to meet the strictest global EHS and quality compliance standards.

Commercial Reactor Fleet
Dozens of large-scale reactors specifically configured to handle ton-scale output with absolute batch-to-batch consistency and high efficiency.

ISO Certified Manufacturing
Operating under strict international quality and environmental management systems, ensuring absolute traceability, exceptional purity, and consistent commercial supply.