Scalable Manufacturing of Atazanavir Intermediates via Novel Asymmetric Hydrogenation Technology
Scalable Manufacturing of Atazanavir Intermediates via Novel Asymmetric Hydrogenation Technology
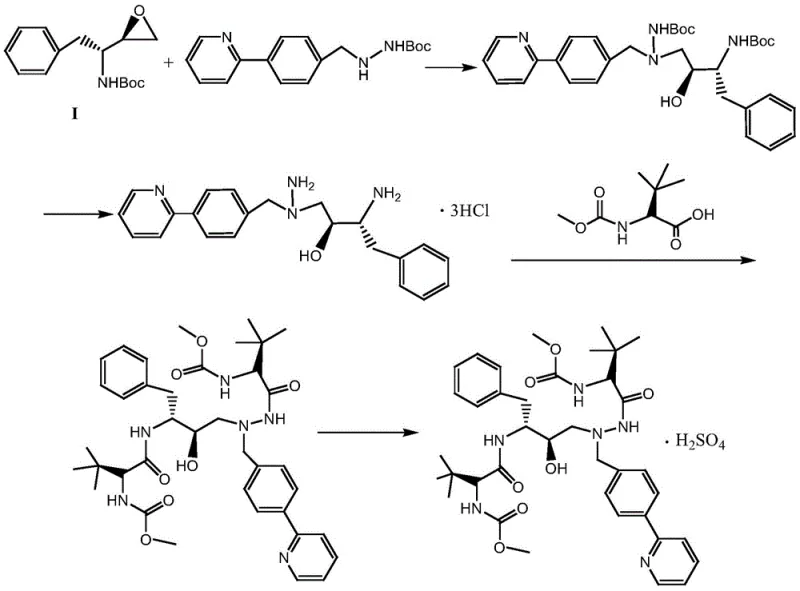
The global demand for effective antiretroviral therapies continues to drive innovation in the synthesis of key pharmaceutical intermediates, particularly for HIV protease inhibitors like Atazanavir Sulfate. Patent CN109942514B introduces a groundbreaking methodology for preparing the critical chiral intermediate (2R,3S)-1,2-epoxy-3-tert-butoxycarbonylamino-4-phenylbutane, which serves as the foundational building block for this life-saving medication. This technical disclosure represents a significant paradigm shift from traditional, cost-prohibitive routes to a streamlined, economically viable process that leverages abundant natural amino acids. By utilizing L-phenylalanine as the primary feedstock, the invention addresses long-standing challenges regarding raw material scarcity and exorbitant pricing that have historically plagued the supply chain for this specific API intermediate. The strategic implementation of asymmetric hydrogenation coupled with a novel iridium-based catalytic system ensures not only high stereochemical control but also operational simplicity that is essential for modern GMP manufacturing environments.
For procurement specialists and supply chain directors, the implications of this technological advancement are profound, as it decouples production from volatile markets for specialized chiral reagents. The patent outlines a robust five-step sequence that transforms a commodity chemical into a high-value chiral epoxide with exceptional efficiency. This approach eliminates the dependency on biocatalytic processes that often suffer from scalability issues and enzyme stability concerns. Furthermore, the total yield exceeding 55 percent and optical purity surpassing 97 percent ee demonstrate that cost reduction does not come at the expense of quality. As the pharmaceutical industry seeks reliable partners capable of delivering complex intermediates at scale, this synthesis route offers a compelling value proposition for reducing lead times and securing long-term supply continuity for essential HIV treatments.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
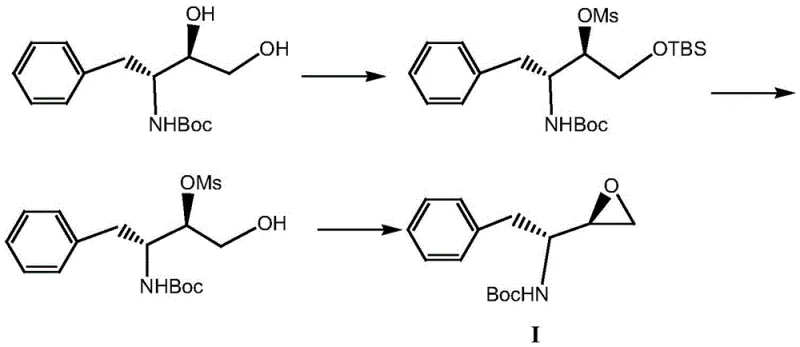
Historically, the synthesis of the target epoxy intermediate has been hindered by reliance on starting materials that are both chemically complex and commercially inaccessible. Traditional pathways often commence with chiral vicinal dihydric alcohols protected with amino groups, which are notoriously expensive and difficult to source in bulk quantities required for industrial tonnage production. As illustrated in prior art, these routes necessitate multiple protection and deprotection steps, including esterification and partial hydrolysis, which inherently lower the overall atom economy and increase waste generation. Another prevalent method involves the asymmetric reduction of aminochloroketones using biological enzymes or coenzymes; while environmentally benign in theory, these biocatalytic systems introduce significant logistical burdens regarding enzyme storage, activity retention, and cofactor regeneration. The starting materials for these enzymatic routes, specifically chiral aminochloroketones, are themselves derived from costly precursors, creating a compounding effect on the final cost of goods sold. Consequently, these conventional strategies fail to meet the rigorous economic and scalability demands of the generic pharmaceutical market, where margin compression is a constant pressure.
The Novel Approach
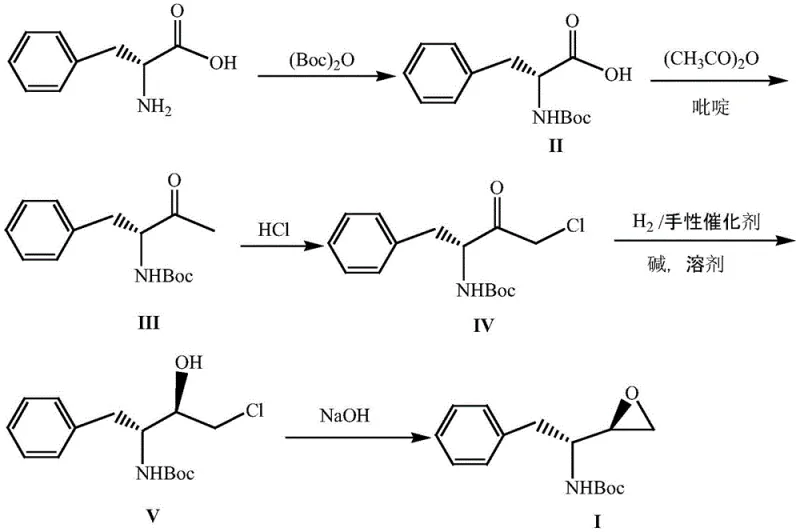
In stark contrast to these legacy methods, the disclosed invention pioneers a synthetic strategy that begins with L-phenylalanine, a naturally occurring amino acid that is produced globally on a massive scale and is therefore inexpensive and readily available. The new route elegantly bypasses the need for pre-existing chiral centers in the starting material by installing chirality through a highly efficient catalytic asymmetric hydrogenation step. This transformation converts a prochiral ketone intermediate directly into the desired chiral alcohol with remarkable precision, effectively consolidating multiple synthetic operations into a single, high-yielding transformation. The process flow is linear and logical, moving from Boc-protection to condensation, followed by chlorination, asymmetric reduction, and finally cyclization under basic conditions. This streamlined architecture minimizes unit operations, reduces solvent consumption, and simplifies purification protocols, thereby enhancing the overall throughput of the manufacturing facility. By shifting the source of chirality from the starting material to the catalyst, the process achieves a level of flexibility and cost-efficiency that was previously unattainable with diol-based or enzymatic routes.
Mechanistic Insights into Iridium-Catalyzed Asymmetric Hydrogenation
The cornerstone of this innovative synthesis is the utilization of a sophisticated iridium ferrocenyl phosphine-oxazoline complex, which acts as the chiral driver for the critical reduction step. This catalyst features a unique ligand architecture where a ferrocenyl backbone provides a rigid, planar-chiral environment that dictates the facial selectivity of the hydrogen addition to the ketone substrate. When coordinated with the iridium metal center, the phosphine-oxazoline ligand forms a ship-type nine-membered ring chiral pocket that sterically shields one face of the substrate while exposing the other to the incoming hydrogen molecule. This precise spatial arrangement is responsible for the observed enantiomeric excess values exceeding 97 percent, ensuring that the resulting alcohol intermediate possesses the correct (1S,2S) configuration required for the subsequent cyclization. The catalyst loading is remarkably low, typically ranging from 0.5 to 1 mole percent relative to the substrate, which underscores the high turnover number and economic viability of the system. Furthermore, the robustness of this organometallic complex allows it to function effectively under mild hydrogen pressures and ambient temperatures, reducing the energy footprint of the reaction.
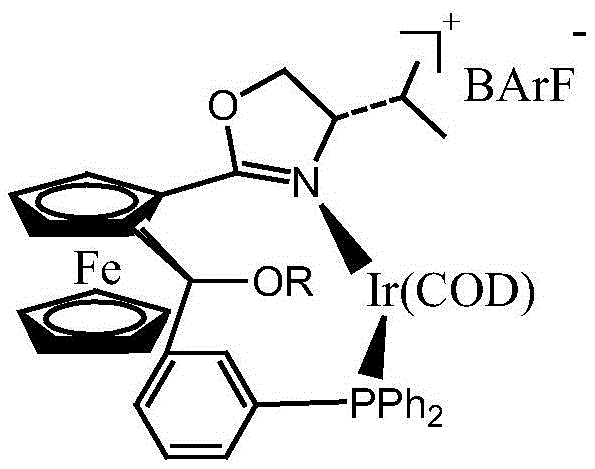
From an impurity control perspective, the mechanism of this catalytic cycle inherently suppresses the formation of diastereomeric byproducts that often plague non-selective reductions. The high specificity of the iridium complex ensures that side reactions such as over-reduction or dehalogenation are minimized, leading to a cleaner reaction profile that simplifies downstream processing. The use of sodium carbonate as a base additive further stabilizes the catalytic species and facilitates the activation of the hydrogen gas, promoting a smooth conversion without generating acidic byproducts that could degrade the sensitive Boc-protecting group. This mechanistic elegance translates directly into operational reliability, as the reaction demonstrates consistent performance across different batches and scales. For R&D teams focused on process validation, understanding this catalytic cycle is crucial for establishing critical process parameters (CPPs) that guarantee the consistent quality of the intermediate. The ability to achieve such high stereocontrol with a homogeneous catalyst system represents a significant technical achievement in the field of chiral synthesis.
How to Synthesize (2R,3S)-1,2-epoxy-3-tert-butoxycarbonylamino-4-phenylbutane Efficiently
The execution of this synthesis requires careful attention to reaction conditions, particularly during the asymmetric hydrogenation and cyclization stages, to maximize yield and optical purity. The process begins with the straightforward protection of L-phenylalanine, followed by condensation with acetic anhydride to install the methyl ketone functionality. Subsequent chlorination introduces the leaving group necessary for the final ring closure, setting the stage for the pivotal catalytic reduction.
- Protect L-phenylalanine with di-tert-butyl dicarbonate to form N-Boc-L-phenylalanine.
- Condense with acetic anhydride in pyridine to generate the ketone intermediate.
- Perform chlorination with hydrochloric acid followed by asymmetric hydrogenation using an iridium ferrocenyl catalyst.
- Complete the synthesis via alkaline cyclization to obtain the target epoxy compound.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain executives, the adoption of this L-phenylalanine-based route offers transformative benefits that extend far beyond simple chemistry improvements. The primary advantage lies in the radical simplification of the raw material portfolio, replacing scarce, high-cost chiral building blocks with a commodity amino acid that enjoys a stable and diverse global supply base. This shift significantly mitigates the risk of supply disruptions caused by the limited production capacity of specialized chiral reagents, ensuring a more resilient supply chain for the final API. Moreover, the elimination of expensive biological enzymes removes the complexity associated with cold-chain logistics and short shelf-life reagents, further streamlining inventory management and reducing warehousing costs. The overall process efficiency, characterized by high yields and minimal purification steps, directly correlates to a substantial reduction in the cost of goods sold, allowing for more competitive pricing in the generic drug market. These factors combined create a robust economic model that supports long-term contracts and reliable delivery schedules for pharmaceutical customers.
- Cost Reduction in Manufacturing: The transition to L-phenylalanine as the starting material fundamentally alters the cost structure of the intermediate by removing the premium associated with chiral pool chemicals. Since L-phenylalanine is produced via fermentation on a multi-ton scale for the food and feed industries, its price point is significantly lower and more stable than that of synthetic chiral diols or enzymatic substrates. Additionally, the high catalytic efficiency of the iridium complex means that precious metal usage is minimized, and the low catalyst loading reduces the burden on metal scavenging and removal processes. The streamlined synthesis reduces the number of isolation and purification steps, which in turn lowers solvent consumption, energy usage, and labor hours per kilogram of product. These cumulative efficiencies result in a drastically simplified cost profile that enhances margins without compromising product quality.
- Enhanced Supply Chain Reliability: Relying on a starting material with a broad supplier base insulates the manufacturing process from single-source vulnerabilities that often affect niche fine chemicals. L-phenylalanine is available from numerous global manufacturers, ensuring that procurement teams can negotiate favorable terms and maintain safety stock levels without fear of allocation. The chemical stability of the intermediates generated in this route also facilitates easier storage and transportation compared to sensitive enzymatic preparations or unstable chiral alcohols. This robustness allows for greater flexibility in production scheduling and inventory planning, enabling suppliers to respond more agilely to fluctuations in market demand. Ultimately, the reliability of the raw material supply translates into dependable lead times for the finished intermediate, a critical metric for pharmaceutical clients managing their own production timelines.
- Scalability and Environmental Compliance: The synthetic pathway is designed with industrial scalability in mind, utilizing common organic solvents like ethyl acetate, methanol, and toluene that are easily recovered and recycled in standard plant equipment. The avoidance of biological catalysts eliminates the need for specialized fermentation infrastructure and the disposal of biological waste streams, simplifying environmental compliance and wastewater treatment protocols. The reaction conditions are mild, operating at near-ambient temperatures and moderate pressures, which reduces the engineering requirements for reactor design and enhances operational safety. High atom economy and reduced waste generation align with green chemistry principles, supporting sustainability goals and reducing the environmental footprint of the manufacturing process. These attributes make the technology highly attractive for scale-up from pilot plant to commercial multi-ton production facilities.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this novel synthesis route for Atazanavir intermediates. These insights are derived directly from the experimental data and process descriptions detailed in the patent literature, providing a factual basis for evaluating the technology's potential. Understanding these aspects is vital for stakeholders assessing the feasibility of integrating this method into their existing supply chains.
Q: What are the primary advantages of using L-phenylalanine as a starting material?
A: L-phenylalanine is significantly cheaper and more readily available than chiral vicinal diols or specialized aminochloroketones used in conventional methods, drastically reducing raw material costs and supply chain risks.
Q: How does the new catalytic system improve optical purity?
A: The use of an iridium ferrocenyl phosphine-oxazoline complex creates a specific chiral environment that achieves enantiomeric excess (ee) values exceeding 97%, ensuring high-quality intermediates for API synthesis.
Q: Is this process suitable for large-scale industrial production?
A: Yes, the process utilizes mild reaction conditions, common solvents like methanol and ethyl acetate, and avoids expensive biological enzymes, making it highly robust and scalable for commercial manufacturing.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable (2R,3S)-1,2-epoxy-3-tert-butoxycarbonylamino-4-phenylbutane Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical role that high-quality intermediates play in the uninterrupted production of life-saving antiretroviral medications. Our technical team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory innovation to industrial reality is seamless and efficient. We are committed to maintaining stringent purity specifications and operating rigorous QC labs to guarantee that every batch of (2R,3S)-1,2-epoxy-3-tert-butoxycarbonylamino-4-phenylbutane meets the exacting standards required for API synthesis. Our state-of-the-art facilities are equipped to handle the specific requirements of asymmetric hydrogenation and chiral resolution, providing a secure and compliant manufacturing environment for our global partners.
We invite pharmaceutical companies and contract manufacturers to engage with our technical procurement team to discuss how this advanced synthesis route can optimize your supply chain and reduce costs. By requesting a Customized Cost-Saving Analysis, you can gain a clear understanding of the economic benefits specific to your volume requirements. We encourage you to contact us today to obtain specific COA data and route feasibility assessments tailored to your project needs, ensuring a successful and sustainable partnership in the production of essential HIV therapeutics.