Scalable Green Synthesis of Beta-Dimethylphenylsilicon Substituted Organic Nitriles via Chitosan-Copper Catalysis
Scalable Green Synthesis of Beta-Dimethylphenylsilicon Substituted Organic Nitriles via Chitosan-Copper Catalysis
The landscape of organic synthesis for high-value intermediates is undergoing a significant paradigm shift towards greener, more sustainable catalytic systems, a trend vividly exemplified by the technological breakthroughs detailed in patent CN112321628A. This pivotal intellectual property discloses a novel preparation method for beta-dimethylphenyl silicon substituted organic nitrile compounds, utilizing a chitosan-loaded copper film material (CP@Cu NPs) as a heterogeneous catalyst. For R&D directors and process chemists in the pharmaceutical and advanced materials sectors, this represents a critical advancement over legacy methodologies that rely on expensive noble metals or harsh reaction conditions. The core innovation lies in the utilization of a bio-polymer supported nano-copper composite that operates efficiently in pure water at room temperature, effectively bypassing the need for toxic ligands, strong bases, or anhydrous environments. This report analyzes the technical merits and commercial implications of this technology, positioning it as a cornerstone for reliable pharmaceutical intermediate supplier strategies aiming for cost-effective and environmentally compliant manufacturing processes.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the construction of carbon-silicon bonds in beta-silyl nitrile compounds has been fraught with significant technical and economic hurdles that impede efficient commercial scale-up. Traditional approaches, such as the Rosenmund-von Braun reaction, necessitate the use of highly toxic copper cyanide (CuCN), posing severe environmental and safety risks that are increasingly unacceptable in modern regulatory frameworks. Furthermore, while transition metal catalysis using noble metals like Rhodium (Rh) or Palladium (Pd) offers a pathway, these methods are economically prohibitive for large-volume production due to the exorbitant cost of the catalysts and the complex ligands required, such as chiral bipyridine or binaphthyl derivatives. Even when cheaper copper salts are employed, the literature often dictates severe operational constraints, including the absolute necessity for strong bases like sodium tert-butoxide, strictly anhydrous conditions, and cryogenic temperatures as low as -78°C. These factors collectively result in high energy consumption, complex post-treatment procedures for removing residual metals and ligands, and substantial generation of hazardous waste, rendering many conventional routes unsuitable for the commercial scale-up of complex polymer additives or drug precursors.
The Novel Approach
In stark contrast to these cumbersome legacy protocols, the methodology described in CN112321628A introduces a transformative heterogeneous catalytic system that fundamentally simplifies the synthetic workflow. By employing a chitosan/polyvinyl alcohol supported nano-copper composite membrane (CP@Cu NPs), the invention achieves high catalytic activity without the addition of any external ligands or strong bases. The reaction proceeds in pure water, a benign and inexpensive solvent, at ambient room temperature, thereby eliminating the energy costs associated with heating or cooling and the safety hazards of organic solvents. A distinct advantage of this membrane material is its physical form, which allows for simple filtration to separate the catalyst from the reaction mixture, facilitating immediate reuse. This heterogeneity not only streamlines the purification process but also ensures that the final product meets stringent purity specifications with minimal residual metal contamination, a critical parameter for high-purity OLED material or API intermediate manufacturing where metal limits are rigorously enforced.
Mechanistic Insights into Chitosan-Supported Copper Catalysis
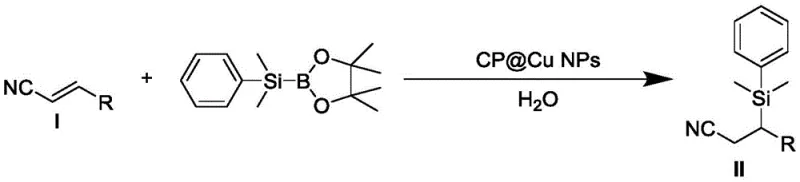
The mechanistic elegance of this transformation lies in the synergistic interaction between the nano-copper species embedded within the chitosan matrix and the silyl boronate reagent. The chitosan support serves not merely as an inert carrier but actively stabilizes the copper nanoparticles, preventing aggregation and leaching while providing a unique microenvironment that enhances catalytic turnover. In this system, the copper centers activate the silicon-boron bond of the (dimethylphenylsilyl)boronic acid pinacol ester, generating a reactive copper-silyl species in situ. This activated silyl group then undergoes conjugate addition to the beta-position of the alpha,beta-unsaturated nitrile substrate. Crucially, water acts as the proton source to quench the resulting enolate intermediate, regenerating the active catalyst and completing the cycle. This mechanism avoids the formation of stable copper-enolate complexes that often require harsh acidic workups in homogeneous systems. The absence of ligands simplifies the coordination sphere around the copper, allowing for rapid substrate exchange and high turnover frequencies, which is evidenced by the high conversion rates achieved with relatively low catalyst loadings of 25-80 mg per mmol of substrate.
From an impurity control perspective, this heterogeneous mechanism offers superior advantages for maintaining a clean impurity profile. In homogeneous catalysis, residual ligands and metal salts often co-elute with the product or form difficult-to-remove complexes, necessitating extensive chromatography or scavenging treatments. Here, the solid nature of the CP@Cu NPs ensures that the vast majority of the copper remains immobilized on the membrane throughout the reaction. Post-reaction filtration effectively removes the catalyst, significantly reducing the burden on downstream purification. Experimental data from the patent indicates that the catalyst can be recovered, washed, and reused for at least five consecutive cycles with yields remaining consistently high (ranging from 89% to 94% in model reactions), demonstrating remarkable stability. This robustness minimizes batch-to-batch variability and ensures a consistent supply of high-purity pharmaceutical intermediates, addressing a primary concern for quality assurance teams in regulated industries.
How to Synthesize Beta-Dimethylphenylsilicon Substituted Organic Nitriles Efficiently
The practical implementation of this synthesis route is designed for operational simplicity, making it accessible for both laboratory optimization and industrial production. The process begins with the preparation of the aqueous catalyst suspension, followed by the sequential addition of the unsaturated nitrile substrate and the silylating agent. The reaction is allowed to proceed under vigorous stirring at room temperature for a duration typically ranging from 5 to 10 hours, depending on the electronic nature of the substrate substituents. Upon completion, the solid catalyst is removed via simple filtration, and the filtrate is concentrated. The crude product is then purified using standard flash column chromatography with ethyl acetate and petroleum ether mixtures. This straightforward protocol eliminates the need for specialized equipment like gloveboxes or cryostats, significantly lowering the barrier to entry for manufacturers seeking cost reduction in pharmaceutical intermediates manufacturing. The detailed standardized synthesis steps, including specific reagent quantities and workup procedures for various substrates, are outlined below.
- Prepare the catalyst mixture by adding chitosan loaded copper film material (CP@Cu NPs) into water and stirring uniformly at room temperature to obtain a mixed solution.
- Add the alpha,beta-unsaturated nitrile substrate and (dimethylphenylsilyl)boronic acid pinacol ester to the mixture, maintaining a mass ratio of 1: 1.2-2.0, and stir at room temperature for 5-10 hours.
- Filter the reaction system to recover the solid catalyst, wash the precipitate with tetrahydrofuran and acetone, and concentrate the filtrate.
- Purify the residue using flash column chromatography with ethyl acetate/petroleum ether mixed solvents to isolate the target organic nitrile compound.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this chitosan-copper catalytic technology translates directly into tangible strategic advantages regarding cost structure and supply reliability. The elimination of noble metals such as Rhodium and Palladium removes a major volatile cost component from the bill of materials, as the prices of these precious metals are subject to significant market fluctuations. Furthermore, the replacement of expensive, air-sensitive ligands and anhydrous organic solvents with water and a reusable solid catalyst drastically simplifies the raw material sourcing strategy. The ability to recycle the catalyst multiple times without significant loss of activity means that the effective cost per kilogram of product decreases substantially with scale, offering a clear path to margin improvement. This efficiency is compounded by the reduction in waste disposal costs, as the process generates significantly less hazardous chemical waste compared to traditional methods involving toxic cyanides or heavy metal salts.
- Cost Reduction in Manufacturing: The economic benefits of this process are driven by the substitution of high-cost inputs with low-cost alternatives. By utilizing a non-precious metal catalyst (copper) supported on a bio-derived polymer (chitosan), the direct material costs are minimized. Additionally, the reaction operates at room temperature, eliminating the energy expenditures associated with heating or cooling reactors, which is a significant factor in large-scale batch processing. The simplified workup procedure, which relies on filtration rather than complex extraction or distillation sequences, reduces labor hours and solvent consumption. Consequently, the overall cost of goods sold (COGS) for beta-silyl nitriles produced via this route is significantly lower than those synthesized via noble metal catalysis, providing a competitive pricing advantage in the global market.
- Enhanced Supply Chain Reliability: Supply chain resilience is bolstered by the robustness and simplicity of the catalytic system. Since the catalyst is heterogeneous and stable in air and water, it does not require the specialized storage and handling conditions necessary for air-sensitive reagents like sodium tert-butoxide or organolithium compounds. This reduces the risk of supply disruptions caused by shipping delays or storage failures. Moreover, the high turnover and reusability of the CP@Cu NPs mean that less catalyst inventory needs to be maintained to achieve the same production output. The use of water as a solvent also mitigates risks associated with the transportation and storage of large volumes of flammable organic solvents, enhancing overall site safety and operational continuity for reliable agrochemical intermediate supplier networks.
- Scalability and Environmental Compliance: Scaling this process from gram to tonnage levels is inherently safer and more compliant with increasingly strict environmental regulations. The use of water as the primary reaction medium aligns perfectly with Green Chemistry principles, reducing the facility's volatile organic compound (VOC) emissions. The heterogeneous nature of the catalyst facilitates easy containment and disposal or regeneration, minimizing the environmental footprint of the manufacturing process. This 'green' profile is increasingly becoming a prerequisite for inclusion in the supply chains of major multinational corporations who have committed to sustainability goals. Therefore, adopting this technology not only future-proofs the manufacturing process against tightening regulations but also enhances the brand value of the end products by associating them with sustainable production practices.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this chitosan-copper catalytic method. These insights are derived directly from the experimental data and technical specifications provided in the patent documentation, ensuring that potential partners have a clear understanding of the process capabilities and limitations. Understanding these details is crucial for evaluating the feasibility of integrating this technology into existing production lines for fine chemicals and pharmaceutical intermediates.
Q: How does the chitosan-copper catalyst improve process sustainability compared to traditional methods?
A: Unlike traditional homogeneous systems requiring toxic ligands or noble metals like Rhodium, this method uses a heterogeneous chitosan-supported copper catalyst that can be simply filtered and reused multiple times without significant activity loss, drastically reducing heavy metal waste and separation costs.
Q: What are the reaction conditions required for this beta-silylation transformation?
A: The reaction proceeds under exceptionally mild conditions, utilizing pure water as the solvent at room temperature. It eliminates the need for harsh reagents such as strong bases (e.g., sodium tert-butoxide) or cryogenic temperatures (-78°C) often required by conventional copper salt catalysts.
Q: Is this synthesis method suitable for large-scale commercial production?
A: Yes, the protocol is highly scalable due to its operational simplicity, use of inexpensive non-toxic solvents, and the ease of catalyst recovery. The absence of sensitive ligands and the robustness of the membrane material make it ideal for industrial manufacturing of pharmaceutical intermediates.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Beta-Dimethylphenylsilicon Nitrile Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of the chitosan-supported copper catalytic technology described in CN112321628A for the production of high-value beta-silyl nitriles. As a leading CDMO partner, we possess the technical expertise and infrastructure to translate this innovative laboratory protocol into robust, commercial-scale manufacturing processes. Our facilities are equipped to handle diverse synthetic pathways, and we have extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production. We understand that consistency is key in the pharmaceutical and electronics sectors; therefore, our stringent purity specifications and rigorous QC labs ensure that every batch of beta-dimethylphenylsilicon substituted organic nitriles meets the highest international standards for impurity profiles and metal residuals.
We invite procurement leaders and R&D directors to collaborate with us to leverage this green chemistry advantage for your specific projects. By partnering with NINGBO INNO PHARMCHEM, you gain access to a Customized Cost-Saving Analysis that quantifies the economic benefits of switching to this water-based catalytic system for your specific molecule. We encourage you to contact our technical procurement team today to request specific COA data for our reference standards and to discuss route feasibility assessments tailored to your target compounds. Let us help you optimize your supply chain with sustainable, cost-effective, and high-quality chemical solutions.