Optimizing Coronalon Production: A Novel Seven-Step Synthetic Route for Commercial Scale-Up
Optimizing Coronalon Production: A Novel Seven-Step Synthetic Route for Commercial Scale-Up
The development of efficient synthetic pathways for bioactive molecules is critical for the advancement of modern agrochemicals. Patent CN102432494B introduces a groundbreaking chemical total synthesis preparation method for Coronalon, a potent jasmonate analog known for its ability to induce high-value active ingredients in plants. Unlike previous methodologies that relied on scarce natural sources or inefficient synthetic routes, this invention establishes a robust seven-step sequence starting from commercially abundant ethylbenzene and succinic anhydride. For R&D directors and procurement specialists, this patent represents a significant shift towards cost-effective and scalable manufacturing of complex plant growth regulators. The disclosed method not only improves the overall yield dramatically but also simplifies the operational complexity, making it an ideal candidate for reliable agrochemical intermediate supplier networks seeking to secure long-term supply chains for high-performance inducers.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Prior to this innovation, the synthesis of Coronalon was heavily dependent on tetrahydronaphthalene (tetralin) as a starting material, a pathway fraught with significant technical and economic bottlenecks. The conventional method required extremely harsh reaction conditions for the initial transformation step, necessitating heating to nearly 200°C combined with ultra-high vacuum distillation to isolate the crude product. Such severe parameters not only demand specialized and expensive equipment but also pose substantial safety risks in a large-scale manufacturing environment. Furthermore, the post-processing procedures were notoriously troublesome, and even under optimized laboratory conditions, the yield for this single bottleneck step hovered around a mere 30%. Consequently, the cumulative efficiency of the entire synthetic route was critically low, resulting in a total yield of less than 9%, which rendered the final product prohibitively expensive for widespread agricultural application.
The Novel Approach
In stark contrast, the novel approach detailed in the patent utilizes a strategic retrosynthetic analysis that begins with ethylbenzene, a commodity chemical with excellent availability and price stability. This new route circumvents the high-temperature vacuum distillation entirely, replacing it with a series of mild, solution-phase reactions that are far more amenable to industrial scale-up. By employing classic organic transformations such as Friedel-Crafts acylation and Wolff-Kishner reduction, the process achieves high conversion rates with minimal by-product formation. The overall yield of this new method exceeds 25%, representing a nearly threefold improvement over the prior art. This dramatic increase in efficiency, coupled with the use of inexpensive reagents, fundamentally alters the cost structure of Coronalon manufacturing, positioning it as a viable option for cost reduction in agrochemical intermediate manufacturing.
Mechanistic Insights into the Seven-Step Synthetic Sequence
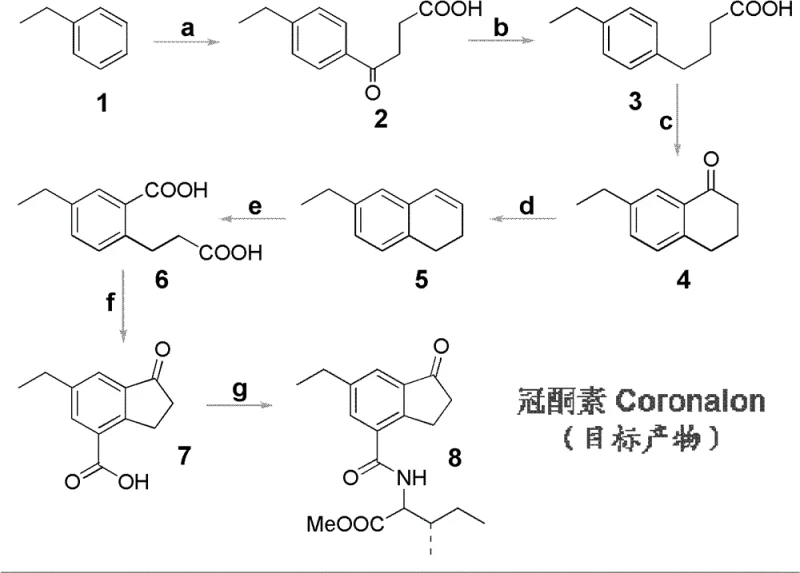
The core of this synthetic strategy lies in the precise control of functional group interconversions to build the indanone core structure essential for biological activity. The sequence initiates with a Friedel-Crafts acylation where ethylbenzene reacts with succinic anhydride in the presence of anhydrous aluminum chloride (AlCl3) in dichloromethane. This step installs the four-carbon chain with a terminal carboxylic acid and a ketone, yielding 4-(4-ethylphenyl)-4-oxobutanoic acid with an impressive yield of 82%. Subsequently, the ketone moiety is reduced to a methylene group via a modified Huang-Minlon modification of the Wolff-Kishner reduction, utilizing hydrazine hydrate and potassium hydroxide in triethylene glycol. This reduction is crucial as it prepares the linear chain for the subsequent cyclization without affecting the aromatic ring or the carboxylic acid functionality, achieving a yield of 87.5%.
Following the reduction, the linear acid undergoes an intramolecular cyclization driven by concentrated sulfuric acid at 80°C to form the bicyclic ketone, 7-ethyl-3,4-dihydronaphthalen-1(2H)-one. This step effectively constructs the naphthalene skeleton with an 84% yield. The mechanism then proceeds through a selective reduction of the ketone using sodium borohydride, followed by acid-catalyzed dehydration to introduce a double bond, generating 7-ethyl-1,2-dihydronaphthalene. The introduction of this alkene is a strategic move to enable oxidative cleavage in the next step. Using dilute alkaline potassium permanganate under ice-cold conditions, the double bond is cleaved to regenerate a dicarboxylic acid structure, specifically 2-(2-carboxyethyl)-5-ethylbenzoic acid. Finally, a second cyclization and amide coupling with L-isoleucine methyl ester hydrochloride using HATU completes the synthesis, ensuring the stereochemical integrity required for the molecule's function as a signaling mimic.
How to Synthesize Coronalon Efficiently
Implementing this synthesis requires strict adherence to the reaction parameters outlined in the patent to maximize yield and purity. The process is divided into distinct stages, beginning with the acylation and ending with the final peptide coupling. Each intermediate has been characterized by NMR and MS data to ensure identity before proceeding. For process chemists, the key to success lies in the workup procedures, particularly the extraction and neutralization steps which are designed to remove inorganic salts and acidic residues without the need for extensive chromatographic purification. Detailed standardized synthesis steps are provided below to guide the technical implementation.
- Friedel-Crafts acylation of ethylbenzene with succinic anhydride using AlCl3 to form 4-(4-ethylphenyl)-4-oxobutanoic acid.
- Wolff-Kishner reduction using hydrazine hydrate and KOH to yield 4-(4-ethylphenyl)butanoic acid.
- Cyclization via dehydration with concentrated sulfuric acid to form 7-ethyl-3,4-dihydronaphthalen-1(2H)-one.
- Reduction with NaBH4 followed by acid-catalyzed dehydration to generate 7-ethyl-1,2-dihydronaphthalene.
- Oxidative cleavage of the double bond using alkaline KMnO4 to produce 2-(2-carboxyethyl)-5-ethylbenzoic acid.
- Intramolecular cyclization with concentrated sulfuric acid to yield 6-ethyl-4-oxo-1,2,3,4-tetrahydroindene-4-carboxylic acid.
- Final amide coupling with L-isoleucine methyl ester hydrochloride using HATU to produce Coronalon.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the transition to this novel synthetic route offers profound strategic benefits beyond simple chemistry. The reliance on ethylbenzene and succinic anhydride as starting materials decouples production from the volatile supply chains associated with specialized cyclic hydrocarbons like tetralin. These bulk chemicals are produced globally in massive quantities, ensuring a stable and continuous supply that mitigates the risk of production stoppages due to raw material shortages. Furthermore, the mild reaction conditions reduce the energy consumption and equipment wear-and-tear associated with high-temperature and high-vacuum operations, leading to substantial cost savings in utility and maintenance overheads.
- Cost Reduction in Manufacturing: The elimination of expensive and complex unit operations, such as ultra-high vacuum distillation, directly translates to lower capital expenditure (CAPEX) and operational expenditure (OPEX). By avoiding the need for specialized high-temperature reactors and vacuum pumps capable of sustaining extreme conditions, manufacturers can utilize standard glass-lined or stainless steel reactors commonly found in fine chemical facilities. Additionally, the high yields in the early steps mean less raw material is wasted per kilogram of final product, significantly optimizing the material cost basis without compromising on quality standards.
- Enhanced Supply Chain Reliability: The robustness of this seven-step sequence enhances the predictability of production schedules. Since the intermediates are stable and the reactions proceed with high conversion rates, the likelihood of batch failures is minimized. This reliability is critical for maintaining consistent inventory levels for downstream formulation of plant growth regulators. The ability to produce intermediates that can be used directly in subsequent steps without rigorous purification further accelerates the throughput, reducing lead time for high-purity agrochemical intermediates and ensuring timely delivery to customers.
- Scalability and Environmental Compliance: From an environmental and safety perspective, this route is superior as it avoids the generation of complex tarry by-products often associated with high-temperature pyrolysis or harsh cracking reactions. The use of aqueous workups and standard organic solvents facilitates easier waste treatment and solvent recovery. The process is inherently safer, operating at atmospheric pressure for most steps and moderate temperatures, which simplifies the regulatory compliance burden and allows for easier scaling from pilot plant to commercial production capacities ranging from 100 kgs to 100 MT annually.
Frequently Asked Questions (FAQ)
Understanding the technical nuances of this synthesis is vital for stakeholders evaluating its potential. The following questions address common concerns regarding the practical application and quality attributes of Coronalon produced via this method. These insights are derived directly from the experimental data and comparative analysis presented in the patent documentation, providing a clear picture of the technology's maturity and readiness for commercial adoption.
Q: What are the primary advantages of the ethylbenzene route over the tetralin route for Coronalon?
A: The ethylbenzene route described in CN102432494B avoids the harsh conditions of the traditional tetralin method, which requires heating to nearly 200°C under ultra-high vacuum. The new method utilizes mild reaction conditions, readily available raw materials like ethylbenzene and succinic anhydride, and achieves a significantly higher overall yield of over 25% compared to less than 9% for previous methods.
Q: How does this synthesis method impact the purity profile of the final agrochemical intermediate?
A: The process is designed to minimize by-product formation, particularly in the first four steps where conversion rates are exceptionally high. The patent indicates that intermediates can often be used directly in subsequent steps without fine column chromatography, suggesting a clean reaction profile that simplifies purification and ensures high-purity specifications suitable for sensitive biological applications.
Q: Is this synthetic route scalable for industrial manufacturing of plant growth regulators?
A: Yes, the route is highly scalable due to the use of common industrial reagents such as aluminum chloride, sulfuric acid, and potassium permanganate. The avoidance of extreme vacuum distillation and the use of standard solvent systems like dichloromethane and DMF facilitate easier technology transfer from laboratory to commercial production scales ranging from 100 kgs to multi-ton quantities.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Coronalon Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of this patented synthesis route for the global agrochemical market. As a leading CDMO partner, we possess the technical expertise to translate this laboratory-scale innovation into a robust commercial manufacturing process. Our facilities are equipped to handle diverse synthetic pathways, and we have extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production. We are committed to delivering Coronalon with stringent purity specifications, utilizing our rigorous QC labs to ensure every batch meets the highest standards required for biological efficacy and regulatory compliance.
We invite pharmaceutical and agrochemical companies to collaborate with us to leverage this cost-effective technology. By partnering with our technical procurement team, you can obtain a Customized Cost-Saving Analysis tailored to your specific volume requirements. We encourage you to contact us to request specific COA data and route feasibility assessments, ensuring that your supply chain for this critical plant growth regulator is both economically optimized and technically secure for the future.