Advanced Synthesis of 3-p-Methoxyphenyl-1,2,3,4-tetrahydronaphthalen-1-one for Rodenticide Production
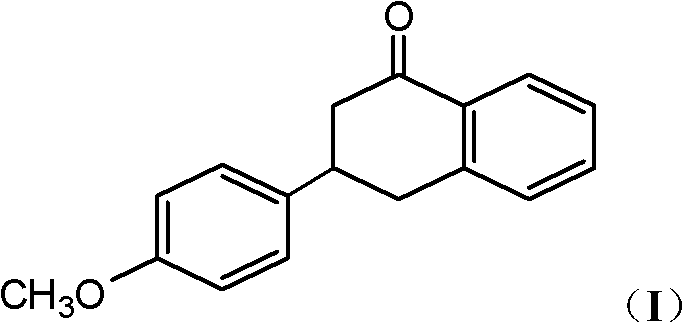
The development of efficient synthetic routes for second-generation anticoagulant rodenticides is a critical area of focus for the global agrochemical industry, particularly for manufacturers seeking to optimize the production of Flocoumafen. Patent CN102070426B introduces a significant technological advancement in the synthesis of the key intermediate, 3-p-methoxyphenyl-1,2,3,4-tetrahydronaphthalen-1-one (Compound I), which serves as the structural backbone for the final active ingredient. This intermediate is subsequently converted into Flocoumafen (Compound II), a potent s-generation anticoagulation rodenticide capable of controlling resistance mice effectively. The structural relationship between the intermediate and the final API highlights the importance of precise chemical construction at this stage.
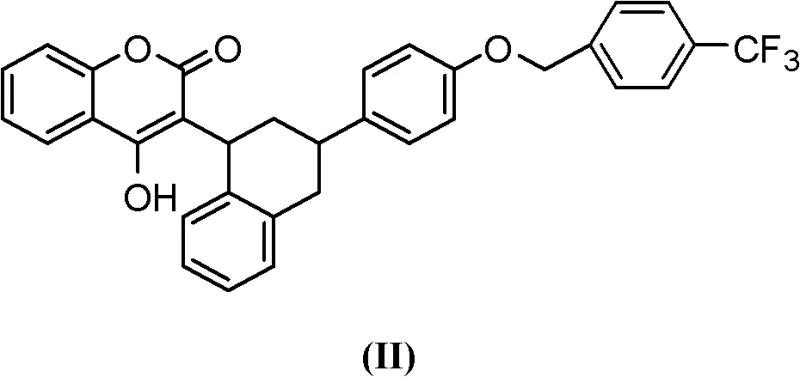
As illustrated in the molecular architecture, the integrity of the tetrahydronaphthalenone core is paramount for the biological activity of the final rodenticide. The patent addresses the longstanding challenges associated with constructing this bicyclic ketone system, moving away from archaic, waste-intensive protocols toward a more streamlined, solution-phase methodology. By focusing on the optimization of the cyclization step, the inventors have created a pathway that not only improves yield but also aligns with modern environmental compliance standards required by top-tier agrochemical buyers.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of 3-p-methoxyphenyl-1,2,3,4-tetrahydronaphthalen-1-one has relied heavily on the use of Polyphosphoric Acid (PPA) as a cyclization reagent, a method documented in various academic and industrial literature. While chemically effective, the use of PPA presents severe operational bottlenecks for large-scale manufacturing due to its extremely high viscosity and semi-solid nature at room temperature. Handling PPA requires specialized heating and pumping equipment, and the quenching of the reaction generates massive volumes of phosphorus-containing wastewater, creating a significant burden on effluent treatment plants and increasing the overall environmental footprint of the facility.

Furthermore, alternative methods utilizing Lewis acids such as Titanium Tetrachloride (TiCl4) or Thionyl Chloride (SOCl2) introduce their own set of hazards, including the generation of corrosive hydrogen chloride gas and the requirement for strictly anhydrous conditions which are difficult to maintain in bulk reactors. These conventional approaches often suffer from poor atom economy and difficult downstream processing, where the separation of the product from the tarry acid residues requires extensive washing and extraction steps. Consequently, these factors contribute to higher production costs, lower overall throughput, and increased safety risks for operators, making them less attractive for modern, high-volume supply chains.
The Novel Approach
The innovative method disclosed in CN102070426B overcomes these deficiencies by employing soluble organic acids, such as phenylsulfonic acid, p-toluenesulfonic acid, or trifluoroacetic acid, within a standard organic solvent system like toluene or ethylene dichloride. This shift from a heterogeneous, viscous medium to a homogeneous solution phase fundamentally changes the reaction dynamics, allowing for efficient mixing, uniform heat distribution, and precise temperature control throughout the reflux period of 3 to 20 hours. The use of these soluble acid catalysts eliminates the need for the cumbersome handling of PPA, thereby simplifying the reactor charging and discharging processes significantly.
Post-reaction workup is drastically simplified; the organic solvent can be distilled off to recover the residue, which is then easily dissolved in ethyl acetate for washing with aqueous sodium carbonate. This liquid-liquid extraction effectively removes the acid catalyst and any remaining impurities without the formation of intractable emulsions or solid sludges common with PPA quenches. The final purification via methanol recrystallization yields the target ketone with high purity and a melting point consistent with literature values (101-105°C), demonstrating that the novel approach does not compromise on quality while delivering substantial process improvements.
Mechanistic Insights into Acid-Catalyzed Intramolecular Cyclization
The core transformation in this synthesis is an intramolecular Friedel-Crafts acylation, where the carboxylic acid group of the 3-benzyl-3-p-methoxyphenyl propionic acid precursor attacks the electron-rich aromatic ring to close the six-membered ketone ring. In the presence of strong organic acids, the carbonyl oxygen of the carboxylic acid is protonated, increasing its electrophilicity and facilitating the loss of a water molecule to generate a reactive acylium ion intermediate. This electrophile then undergoes an intramolecular attack on the ortho-position of the pendant benzyl phenyl ring, driven by the proximity of the reacting centers and the stability of the resulting tetralone system.
The choice of acid strength and solvent polarity plays a crucial role in stabilizing the transition state and ensuring the reaction proceeds to completion without excessive degradation of the sensitive methoxy substituent. Stronger acids like trifluoromethane sulfonic acid can accelerate the rate of cyclization, potentially reducing reaction times, while milder acids like phenylsulfonic acid offer a balance between reactivity and selectivity. The mechanism avoids the harsh conditions associated with Lewis acids, which can sometimes lead to demethylation or polymerization side reactions, thereby preserving the integrity of the methoxy group essential for the subsequent steps in Flocoumafen synthesis.
Impurity control is inherently managed by the homogeneous nature of the reaction; unlike PPA slurries where localized hot spots can cause charring and tar formation, the solution-phase environment ensures that all molecules experience similar thermal and chemical conditions. This uniformity minimizes the formation of high-molecular-weight byproducts and regioisomers, resulting in a cleaner crude profile that requires less aggressive purification. The subsequent recrystallization step further leverages the solubility differences between the desired ketone and any minor impurities, ensuring that the final material meets the stringent specifications required for pharmaceutical and agrochemical intermediates.
How to Synthesize 3-p-Methoxyphenyl-1,2,3,4-tetrahydronaphthalen-1-one Efficiently
The practical implementation of this synthesis involves dissolving the propionic acid precursor in a chosen solvent, adding the acid catalyst in a molar ratio of 1:1 to 1:3, and maintaining reflux until conversion is complete. The simplicity of the protocol allows for flexible adjustment of reaction parameters, such as extending the reflux time to 20 hours for weaker acids or shortening it to 3 hours for stronger variants, providing process engineers with the flexibility to optimize for energy consumption or throughput. Detailed standardized operating procedures for scaling this reaction are provided below.
- Dissolve 3-benzyl-3-p-methoxyphenyl propionic acid in an organic solvent such as toluene or ethylene dichloride to form a homogeneous mixed solution.
- Add an acidic medium like phenylsulfonic acid or trifluoroacetic acid (molar ratio 1: 1 to 1:3) and maintain a reflux reaction for 3 to 20 hours.
- Remove the solvent, dissolve the residue in ethyl acetate, wash with water and sodium carbonate solution, and recrystallize from methanol to obtain the pure ketone.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this novel synthetic route offers tangible benefits that extend beyond simple yield improvements, directly impacting the total cost of ownership and supply reliability. By eliminating the need for Polyphosphoric Acid, manufacturers can avoid the logistical complexities and safety hazards associated with transporting and storing large quantities of corrosive, viscous acids. This substitution with standard liquid organic acids simplifies the raw material inventory, reduces the risk of supply disruption, and lowers the barrier to entry for contract manufacturing organizations (CMOs) who may lack specialized PPA handling infrastructure.
- Cost Reduction in Manufacturing: The shift to a solution-phase process significantly reduces operational expenditures by streamlining the workup and purification stages. The elimination of phosphorus-containing wastewater treatment lowers environmental compliance costs, while the recovery of organic solvents like toluene or ethylene dichloride allows for recycling, further driving down raw material expenses. Additionally, the reduced reaction time and milder conditions decrease energy consumption for heating and agitation, contributing to a leaner and more cost-effective manufacturing profile.
- Enhanced Supply Chain Reliability: The reagents required for this method, including toluene, ethyl acetate, and common sulfonic acids, are commodity chemicals with robust global supply chains, ensuring consistent availability and price stability. Unlike specialized Lewis acids or PPA which may have limited suppliers or long lead times, these materials can be sourced from multiple vendors, mitigating the risk of production stoppages due to raw material shortages. This reliability is crucial for maintaining continuous production schedules for high-demand agrochemical intermediates.
- Scalability and Environmental Compliance: The process is inherently scalable, as the homogeneous reaction mixture behaves predictably when transitioning from laboratory glassware to industrial stainless steel reactors. The absence of solid residues and the ease of liquid-liquid extraction facilitate automated processing and reduce manual labor requirements. Furthermore, the reduced generation of hazardous waste aligns with increasingly strict environmental regulations, future-proofing the supply chain against potential regulatory crackdowns on phosphorus discharge and heavy metal contamination.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the production of this critical intermediate, based on the data and embodiments provided in the patent documentation. Understanding these details helps stakeholders evaluate the feasibility and advantages of integrating this technology into their existing supply networks.
Q: Why is the new cyclization method superior to traditional Polyphosphoric Acid (PPA) routes?
A: Traditional methods rely on PPA, which is highly viscous and difficult to stir, leading to poor heat transfer and challenging workup procedures that generate significant phosphorus-containing wastewater. The new method utilizes soluble organic acids in standard solvents, creating a homogeneous reaction mixture that is easier to handle, filter, and purify, significantly reducing three-waste treatment burdens.
Q: What represents the critical quality attribute for this intermediate in rodenticide synthesis?
A: High purity is essential because impurities in the 3-p-methoxyphenyl-1,2,3,4-tetrahydronaphthalen-1-one intermediate can carry through to the final Flocoumafen product, affecting its potency as a second-generation anticoagulant. The patented recrystallization step using methanol ensures the removal of side products and unreacted starting materials.
Q: Is this process suitable for large-scale industrial manufacturing?
A: Yes, the process is specifically designed for industrial scalability. By replacing the semi-solid PPA with liquid organic acids and volatile solvents, the reaction allows for standard stainless steel reactor usage without the need for specialized high-torque mixing equipment required for PPA slurries, facilitating easier scale-up from pilot to commercial tonnage.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 3-p-Methoxyphenyl-1,2,3,4-tetrahydronaphthalen-1-one Supplier
At NINGBO INNO PHARMCHEM, we recognize the strategic importance of high-quality intermediates in the production of advanced rodenticides like Flocoumafen. Our technical team has extensively analyzed the pathway described in CN102070426B and possesses the expertise to implement this improved cyclization technology at scale. We boast extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that our clients receive a consistent supply of material that meets rigorous purity specifications. Our state-of-the-art facilities are equipped with rigorous QC labs capable of verifying the identity and purity of every batch, guaranteeing that the intermediate performs flawlessly in your downstream synthesis.
We invite global partners to collaborate with us to leverage these process efficiencies for their own supply chains. By engaging with our technical procurement team, you can request a Customized Cost-Saving Analysis tailored to your specific volume requirements. We encourage you to contact us today to discuss route feasibility assessments and to obtain specific COA data for our pilot batches, ensuring that your project moves forward with the most reliable and cost-effective chemical partner available.