Optimizing Dapoxetine Hydrochloride Production Through Advanced Mother Liquor Recovery Technology
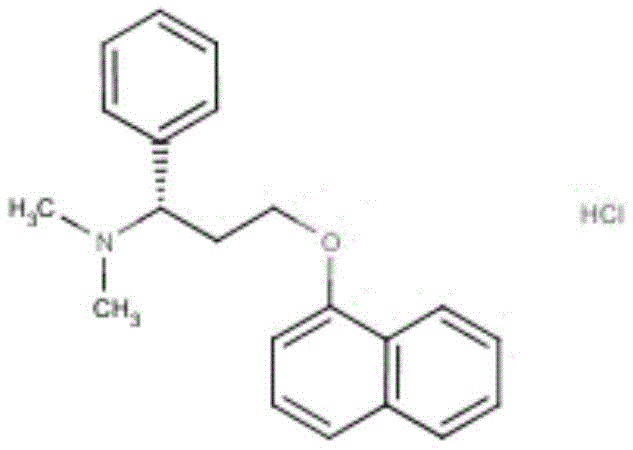
The pharmaceutical industry constantly seeks methods to enhance sustainability and cost-efficiency, particularly in the production of high-value active pharmaceutical ingredients (APIs) like Dapoxetine Hydrochloride. A significant breakthrough in this domain is documented in patent CN115385807A, which details a sophisticated recovery method for Dapoxetine Hydrochloride acetonitrile and isopropanol mother liquors. This technology addresses a critical gap in existing manufacturing processes where valuable product is often lost in waste streams or recovered with insufficient purity. By implementing a multi-stage extraction and pH-controlled crystallization protocol, manufacturers can transform what was once considered waste into a high-purity resource. This approach not only aligns with green chemistry principles by minimizing waste but also significantly boosts the overall economic viability of Dapoxetine production lines. The structural integrity of the recovered molecule is paramount, as shown in the chemical architecture below, which must be preserved throughout the rigorous purification steps.
The implementation of this recovery protocol represents a paradigm shift from traditional disposal or low-efficiency recycling methods. It leverages the differential solubility properties of the hydrochloride salt versus the free base in various solvent systems to achieve exceptional separation factors. For R&D directors and process engineers, understanding the nuances of this patent provides a roadmap for optimizing yield without compromising the stringent quality standards required for pharmaceutical intermediates. The ability to recover product with purity levels exceeding 99.9% directly from mother liquor challenges the notion that recycled materials are inherently inferior. Furthermore, the process operates under mild thermal conditions, specifically utilizing vacuum distillation temperatures between 40°C and 60°C, which mitigates the risk of thermal degradation or unwanted side reactions such as demethylation. This technical advancement underscores the importance of integrating recovery loops directly into the main synthesis workflow to maximize resource utilization.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Traditional methods for refining Dapoxetine Hydrochloride, such as those described in prior art like CN109369424A, often rely heavily on simple recrystallization techniques using mixed solvent systems like methanol and ethyl acetate. While these methods are effective for purifying already high-grade crude products, they struggle significantly when applied to complex mother liquors generated during industrial synthesis. These waste streams typically contain a chaotic mixture of water-soluble inorganic salts, unreacted starting materials, and various organic by-products that co-crystallize with the target API, leading to suboptimal purity. Moreover, conventional approaches frequently fail to address the specific impurity profile of acetonitrile and isopropanol mother liquors, resulting in recovered material that requires extensive re-processing or is deemed unfit for use. The reliance on harsh conditions or non-selective precipitation often leads to substantial product loss, driving up the effective cost of goods sold. Additionally, the use of strong bases in some legacy purification attempts can induce degradation of the sensitive amine functionality, creating difficult-to-remove impurities that compromise the safety profile of the final drug substance.
The Novel Approach
In stark contrast, the novel approach outlined in patent CN115385807A introduces a strategic sequence of liquid-liquid extractions coupled with precise pH modulation to isolate Dapoxetine Hydrochloride with unprecedented efficiency. Instead of attempting to force crystallization from a dirty mixture, this method first dissolves the distilled solid residue in purified water, allowing for the selective removal of organic impurities via extraction with solvents like ethyl acetate or toluene. The core innovation lies in the subsequent basification step, where the pH is carefully adjusted to the 8-9 range using mild alkaline agents, converting the hydrochloride salt into its free base form which partitions into the organic phase, leaving water-soluble contaminants behind. This free base is then re-salted by adding hydrochloric acid to reach a pH of 2-3, ensuring the formation of the desired hydrochloride salt in a much cleaner environment. Finally, recrystallization from isopropanol yields a product that rivals the quality of virgin material. This methodology effectively decouples the removal of different impurity classes, ensuring that neither organic nor inorganic contaminants persist in the final batch.
Mechanistic Insights into pH-Controlled Acid-Base Extraction
The success of this recovery process hinges on the fundamental principles of acid-base chemistry and partition coefficients, executed with precise operational control. Initially, the vacuum distillation at 40-60°C serves to concentrate the mother liquor while avoiding thermal stress that could cleave the ether linkage or demethylate the amine group, a common failure mode in high-temperature processing. Once the solid residue is obtained, dissolving it in water creates an aqueous matrix where inorganic salts remain soluble, while the first organic extraction targets non-polar organic impurities that might otherwise occlude within the crystal lattice later. The critical mechanistic step occurs when a weak base, such as ammonia water or sodium carbonate, is introduced to raise the pH to 8-9. At this specific pH range, the protonated amine of Dapoxetine loses its proton to become a neutral, lipophilic free base. This transformation drastically alters its solubility profile, driving it out of the aqueous phase and into the organic extraction solvent. Crucially, the use of weak bases prevents the localized high pH spikes associated with strong bases like sodium hydroxide, which can catalyze hydrolysis or elimination reactions. By maintaining a gentle alkaline environment, the chemical integrity of the chiral center and the naphthyl ether moiety is preserved.
Following the extraction of the free base, the organic phase is treated with concentrated hydrochloric acid to lower the pH to 2-3, reprotonating the amine and regenerating the hydrochloride salt. This acidification step is vital because the salt form is significantly less soluble in the organic solvent and more prone to crystallization upon solvent removal and subsequent treatment with isopropanol. The final crystallization from isopropanol is mechanistically driven by the temperature-dependent solubility of the salt; it is highly soluble at 70-75°C but precipitates efficiently upon cooling to 0-5°C. This thermal swing crystallization allows for the exclusion of remaining trace impurities which stay dissolved in the mother liquor. The choice of isopropanol is also mechanistically significant, as its hydroxyl group can interact with polar impurities, keeping them in solution while the Dapoxetine Hydrochloride forms a pure crystalline network. This multi-step purification cascade ensures that the final product meets rigorous pharmacopeial standards for impurity content, specifically keeping single impurities below 0.05%.
How to Synthesize Dapoxetine Hydrochloride Efficiently
The synthesis and recovery of Dapoxetine Hydrochloride require a disciplined approach to unit operations to ensure consistent quality and yield. The patented process offers a robust framework for handling the complex mixtures found in production mother liquors, transforming a waste management challenge into a value-generation opportunity. By adhering to the specific temperature ranges and pH controls detailed in the patent, manufacturers can replicate the high success rates observed in the experimental examples. The following guide outlines the critical operational phases necessary to execute this recovery protocol effectively in a pilot or production setting. It is essential to monitor each phase closely, particularly the pH adjustments and phase separations, as these are the control points that determine the final purity profile. Detailed standard operating procedures should be developed based on these principles to ensure reproducibility across different batches and scales of operation.
- Mix the acetonitrile and isopropanol mother liquors and perform vacuum distillation at 40-60°C to obtain a yellow solid residue.
- Dissolve the solid in purified water and extract with an organic solvent like ethyl acetate to remove initial organic impurities.
- Adjust the aqueous phase pH to 8-9 using a weak base to free the base, extract with organic solvent, then re-acidify to pH 2-3 to form the hydrochloride salt before final crystallization.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain leaders, the adoption of this advanced recovery technology offers substantial strategic benefits that extend beyond simple waste reduction. The ability to reclaim high-purity Dapoxetine Hydrochloride from mother liquors directly impacts the cost structure of the manufacturing process by effectively increasing the overall yield of the synthesis campaign without requiring additional raw material inputs. This internal recycling loop reduces the dependency on external sourcing of bulk active ingredients for downstream formulation or further processing, thereby insulating the supply chain from market volatility and price fluctuations. Furthermore, the process utilizes commodity solvents such as isopropanol, ethyl acetate, and toluene, which are readily available globally and do not present the supply risks associated with exotic or highly regulated reagents. The simplicity of the equipment requirements—standard reactors, distillation units, and filtration systems—means that implementation does not necessitate massive capital expenditure on specialized machinery, facilitating rapid deployment across existing facilities.
- Cost Reduction in Manufacturing: The economic impact of this recovery method is profound, primarily driven by the conversion of waste streams into saleable or usable product. By recovering Dapoxetine Hydrochloride that would otherwise be discarded or sent for expensive destruction, the effective cost per kilogram of the final API is significantly lowered. The process eliminates the need for complex chromatographic purification steps often required to clean up dirty mother liquors, replacing them with scalable liquid-liquid extraction and crystallization unit operations that are inherently cheaper to run. Additionally, the high yield achieved means that less fresh starting material is needed to meet production targets, directly reducing the bill of materials. The avoidance of thermal degradation also minimizes the generation of secondary waste, further lowering disposal costs and environmental compliance fees associated with hazardous waste management.
- Enhanced Supply Chain Reliability: Integrating this recovery process enhances supply chain resilience by creating an internal buffer of material. In scenarios where upstream synthesis faces temporary bottlenecks or raw material shortages, the inventory of recoverable mother liquor can be processed to maintain continuity of supply for downstream customers. The use of stable, non-hazardous reagents like ammonia water and dilute hydrochloric acid ensures that the process is not vulnerable to regulatory restrictions on toxic catalysts or reagents, guaranteeing uninterrupted operation. Moreover, the robustness of the method against variations in mother liquor composition means that supply consistency is maintained even if the upstream reaction conditions fluctuate slightly. This reliability is crucial for long-term contracts with pharmaceutical partners who demand strict adherence to delivery schedules and quality specifications.
- Scalability and Environmental Compliance: From an environmental and scaling perspective, this technology is exceptionally well-suited for industrial expansion. The process avoids the use of heavy metal catalysts or chlorinated solvents in the final steps, aligning with modern green chemistry mandates and simplifying the permitting process for new production lines. The solvent recovery aspect, particularly the distillation of acetonitrile and isopropanol, allows for the recycling of these valuable liquids, further reducing the environmental footprint and operational costs. Scaling from laboratory to commercial production is straightforward because the unit operations involved—extraction, distillation, and crystallization—are well-understood and easily modeled. This ease of scale-up ensures that the benefits observed in the patent examples can be realized in multi-ton production campaigns, supporting the growing global demand for Dapoxetine-based treatments.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this Dapoxetine Hydrochloride recovery technology. These insights are derived directly from the experimental data and process descriptions provided in the patent literature, offering clarity on the practical application of the method. Understanding these details is essential for technical teams evaluating the feasibility of integrating this process into their current manufacturing workflows. The answers highlight the specific advantages of the pH-control strategy and the solvent selection criteria that define the success of this recovery route.
Q: Why is weak base adjustment preferred over strong bases in this recovery process?
A: Using weak bases such as ammonia water or carbonates prevents the formation of degradation impurities that often occur with strong bases like sodium hydroxide, thereby ensuring higher final product purity.
Q: What is the primary advantage of this recovery method regarding impurity profiles?
A: This method effectively removes both water-soluble and organic impurities through a dual-extraction strategy, achieving purity levels exceeding 99.9% while maintaining high recovery yields.
Q: Can this process be scaled for industrial manufacturing?
A: Yes, the process utilizes common industrial solvents like isopropanol and ethyl acetate and operates at mild temperatures, making it highly suitable for large-scale commercial production without specialized equipment.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Dapoxetine Hydrochloride Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of efficient, high-yield manufacturing processes in the competitive pharmaceutical landscape. Our expertise extends beyond simple supply; we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that technologies like the one described in CN115385807A are implemented with precision and rigor. Our state-of-the-art facilities are equipped with rigorous QC labs capable of verifying stringent purity specifications, ensuring that every batch of Dapoxetine Hydrochloride meets the highest international standards. We understand that consistency is key in API manufacturing, and our commitment to quality assurance means that our recovery processes are validated to deliver product that is indistinguishable in quality from virgin synthesis material. By partnering with us, you gain access to a supply chain that is not only robust but also optimized for cost and sustainability.
We invite you to engage with our technical procurement team to discuss how our advanced recovery capabilities can benefit your specific project requirements. Whether you need a Customized Cost-Saving Analysis for your existing production line or require specific COA data to validate our purity claims, we are ready to provide the support you need. Our team can also offer route feasibility assessments to determine the best integration strategy for this recovery technology within your current operations. Contact us today to secure a reliable supply of high-purity Dapoxetine Hydrochloride and leverage our technical expertise to drive your project forward.