Advanced One-Pot Synthesis of Levocarnitine Related Impurity Standards for Global Pharma
Advanced One-Pot Synthesis of Levocarnitine Related Impurity Standards for Global Pharma
The pharmaceutical industry relies heavily on the rigorous characterization of Active Pharmaceutical Ingredients (APIs) to ensure patient safety and regulatory compliance. In the context of Levocarnitine production, a vital metabolic supplement used for cardiovascular and liver conditions, the identification and quantification of trace impurities are paramount. Patent CN116023285A introduces a groundbreaking methodology for the preparation of 3-ethoxy-4-trimethylammonio-2-butenoic acid salt, a previously unreported impurity associated with Levocarnitine synthesis. This technical breakthrough addresses a critical gap in quality control by providing a robust, scalable route to generate authentic reference standards. For R&D directors and quality assurance teams, access to such well-characterized impurities is essential for validating analytical methods and establishing scientifically sound acceptance criteria for the final drug substance.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Prior to this innovation, the synthesis of structurally related vinyl ether intermediates or specific quaternary ammonium impurities was fraught with significant technical hurdles. Existing literature, such as U.S. Patent No. 2016024110, describes convoluted pathways to access similar ethoxy-substituted structures. These traditional routes typically involve the reaction of ethyl 4-chloroacetoacetate with triethyl orthoformate over extended periods, often requiring up to three days to reach completion. Furthermore, these methods necessitate the use of hazardous reagents like phosphorus pentoxide for dehydration steps and rely heavily on labor-intensive purification techniques such as column chromatography. The cumulative effect of these complex operations is a substantially low overall yield, reported to be approximately 46%, coupled with high production costs and significant solvent waste generation, making the routine procurement of such standards economically unviable for many quality control laboratories.
The Novel Approach
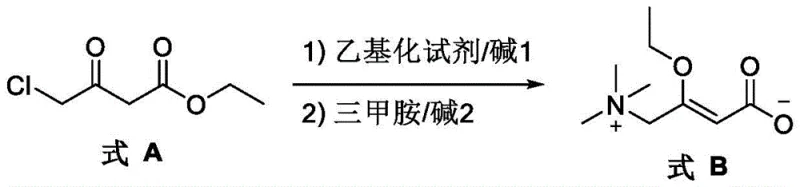
The methodology disclosed in CN116023285A represents a paradigm shift towards process intensification and operational simplicity. By utilizing ethyl 4-chloroacetoacetate as a readily available starting material, the inventors have developed a streamlined one-pot protocol that eliminates the need for intermediate isolation and protection group chemistry. The process cleverly integrates an ethylation step followed immediately by a substitution and hydrolysis sequence within the same reaction vessel. This telescoped approach not only drastically reduces the total processing time but also minimizes the exposure of reactive intermediates to potential degradation pathways. The ability to tune reaction conditions, specifically maintaining a pH between 7.0 and 9.0 during the initial phase, allows for precise control over the formation of the desired ethoxy-vinyl moiety while suppressing the formation of unwanted by-products, thereby delivering a reference standard with purity levels exceeding 97% in optimized examples.
Mechanistic Insights into Ethylation and Quaternization Cascade
The core chemical transformation involves a sequential cascade beginning with the alpha-ethylation of the beta-keto ester functionality. In the presence of a mild organic base such as pyridine or DBU, the enolate of ethyl 4-chloroacetoacetate attacks the ethylating reagent, which can be diethyl sulfite or diethyl carbonate. This step is critical as it installs the ethoxy group at the 3-position, setting the stage for the subsequent elimination and substitution events. The reaction environment must be carefully buffered to prevent premature hydrolysis of the ester or polymerization of the enol ether. Following the ethylation, the introduction of trimethylamine triggers a nucleophilic substitution at the 4-position chloride, concurrent with ester hydrolysis under basic conditions. This dual action converts the neutral ester precursor into the final zwitterionic carboxylate salt, stabilizing the molecule through internal electrostatic interactions between the quaternary ammonium cation and the carboxylate anion.
Understanding the mechanistic pathway is vital for impurity control, particularly regarding the origin of the vinyl ether linkage. The patent elucidates that this impurity likely arises in industrial Levocarnitine synthesis from trace amounts of ethyl 4-chloro-3-ethoxybutenoate present in the starting materials. By replicating this formation deliberately under controlled conditions, chemists can generate a 'fingerprint' standard. The mechanism suggests that the stability of the final product is highly dependent on the pH of the final solution; hence, the workup procedure involves careful pH adjustment and the use of cation exchange resins. This purification step is designed to remove excess inorganic salts and unreacted amines without degrading the sensitive enol ether bond, ensuring that the isolated reference material remains stable during long-term storage and repeated analytical use.
How to Synthesize 3-ethoxy-4-trimethylammonio-2-butenoic acid salt Efficiently
The synthesis protocol outlined in the patent offers a reproducible framework for generating this critical reference standard. The process begins by dissolving ethyl 4-chloroacetoacetate in a polar aprotic solvent such as acetonitrile, followed by the addition of the ethylating agent. Temperature control is maintained between 25°C and 100°C, with 50°C being the preferred setpoint to balance reaction rate and selectivity. Once the ethylation is complete, the mixture is cooled, and an aqueous solution containing trimethylamine and sodium hydroxide is introduced. The detailed standardized synthetic steps for this procedure are provided in the guide below.
- React ethyl 4-chloroacetoacetate with an ethylating reagent and base at controlled pH 7.0-9.0 and temperature 25-100°C.
- Introduce trimethylamine and a second base to effect substitution and hydrolysis at 0-25°C.
- Purify the crude product via cation exchange resin chromatography and crystallization to obtain the high-purity salt.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this novel synthesis route translates into tangible strategic benefits regarding the sourcing of quality control materials. The primary advantage lies in the drastic simplification of the manufacturing process for the reference standard itself. By eliminating the need for complex multi-step sequences and hazardous reagents like phosphorus pentoxide, the production cost of the impurity standard is significantly reduced. This cost efficiency allows suppliers to offer high-purity reference materials at more competitive price points, enabling pharmaceutical manufacturers to maintain rigorous quality assurance programs without inflating their overhead expenses. Furthermore, the use of common, commercially available starting materials ensures a stable and resilient supply chain, mitigating the risks associated with sourcing exotic or regulated precursors.
- Cost Reduction in Manufacturing: The transition from a multi-day, low-yield process to a streamlined one-pot reaction fundamentally alters the cost structure of producing this impurity standard. The removal of column chromatography purification steps, which are notoriously solvent-intensive and time-consuming, leads to substantial savings in both material and labor costs. Additionally, the higher yields achieved through this optimized pathway mean that less raw material is required to produce the same quantity of final product, further enhancing the economic viability of large-scale production runs for reference standard libraries.
- Enhanced Supply Chain Reliability: Reliance on complex synthetic routes often introduces bottlenecks that can disrupt the availability of critical QC materials. The robust nature of the new method, which tolerates a range of solvents and bases, ensures consistent batch-to-batch production. This reliability is crucial for pharmaceutical companies that require a steady supply of impurity standards to support ongoing stability studies and regulatory filings. By securing a source that utilizes a scalable and forgiving process, procurement teams can reduce lead times and avoid the delays often associated with custom synthesis of difficult-to-make compounds.
- Scalability and Environmental Compliance: From an environmental and safety perspective, the new process offers a cleaner alternative to traditional methods. The avoidance of harsh dehydrating agents and the reduction in solvent usage align with modern green chemistry principles. This not only simplifies waste disposal protocols but also reduces the regulatory burden associated with handling hazardous chemicals. The scalability of the one-pot method means that production can be easily ramped up from gram-scale laboratory batches to kilogram-scale commercial production without the need for significant re-engineering of the process equipment, facilitating rapid response to market demand.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the production and application of this Levocarnitine impurity standard. These insights are derived directly from the experimental data and technical specifications detailed in the patent documentation, providing a clear understanding of the process capabilities and limitations for potential partners.
Q: Why is synthesizing 3-ethoxy-4-trimethylammonio-2-butenoic acid salt critical for Levocarnitine manufacturers?
A: This compound is a newly identified impurity in Levocarnitine bulk drugs. Regulatory bodies require validated reference standards for all known impurities to ensure patient safety and batch consistency. Having a reliable synthetic route allows manufacturers to accurately quantify this impurity during quality control.
Q: How does the one-pot method in CN116023285A improve upon previous synthesis techniques?
A: Prior methods, such as those disclosed in US 2016024110, required multi-step processes involving ketal protection, phosphorus pentoxide treatment, and extensive column chromatography, resulting in low yields around 46%. The new method combines ethylation and ammoniation in a simplified workflow, significantly reducing operational complexity and improving overall yield.
Q: What are the key reaction parameters for controlling impurity formation during this synthesis?
A: Precise control of pH between 7.0 and 9.0 during the initial ethylation step is crucial to prevent side reactions. Additionally, maintaining the temperature between 25°C and 100°C in the first stage, followed by careful cooling to 0-10°C before adding trimethylamine, ensures high selectivity and purity of the final zwitterionic salt.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 3-ethoxy-4-trimethylammonio-2-butenoic acid salt Supplier
At NINGBO INNO PHARMCHEM, we understand that the integrity of your pharmaceutical products depends on the quality of your analytical controls. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that we can meet your demand for high-purity reference standards with precision and speed. We leverage advanced synthetic methodologies, such as the one described in CN116023285A, to deliver materials that meet stringent purity specifications. Our rigorous QC labs are equipped to verify the structural identity and purity of every batch, providing you with the confidence needed for regulatory submissions and quality assurance.
We invite you to collaborate with us to optimize your supply chain for Levocarnitine impurity standards. Contact our technical procurement team today to request a Customized Cost-Saving Analysis tailored to your specific volume requirements. We are ready to provide specific COA data and route feasibility assessments to demonstrate how our efficient synthesis platform can support your R&D and quality control objectives effectively.