Scalable Synthesis of High-Purity O-3-Chloro-2-Propenyl Hydroxylamine for Global Herbicide Markets
Introduction to Advanced Agrochemical Intermediate Synthesis
The global demand for high-efficiency herbicides like clethodim necessitates robust supply chains for critical intermediates such as O-3-chloro-2-propenyl hydroxylamine. Patent CN112500311A introduces a transformative preparation process that addresses longstanding stability and purity challenges associated with traditional hydrochloride salt forms. This innovation utilizes a benzophenone-mediated protection strategy to synthesize the free alkali form, achieving gas phase purities exceeding 98% and total yields greater than 74%. By shifting away from unstable salt forms that degrade above 15°C, this technology ensures superior shelf-life and reactivity for downstream cyclohexenone oxime herbicide production. The methodology not only enhances product quality but also integrates green chemistry principles through the cyclic utilization of key reagents, positioning it as a vital advancement for reliable agrochemical intermediate suppliers aiming to meet stringent international quality standards.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of O-3-chloro-2-propenyl hydroxylamine has been plagued by significant operational hazards and economic inefficiencies. Traditional routes, such as the acetone-based method described in US patents, require continuous rectification to remove generated acetone, creating complex engineering demands and severe explosion risks at elevated temperatures. Similarly, acetonitrile-based pathways involve corrosive hydrogen chloride gas and expensive phase transfer catalysts like tetrabutyl ammonium bromide, rendering them environmentally unfriendly and cost-prohibitive for large-scale manufacturing. Other approaches utilizing esters result in solvent mixtures that are difficult to recover, while phthalimide-based routes generate non-recyclable phthalic acid waste or require hazardous thionyl chloride conversions. These legacy processes collectively suffer from poor atom economy, high safety risks, and difficult purification steps that compromise the final purity required for high-performance herbicides.

The Novel Approach
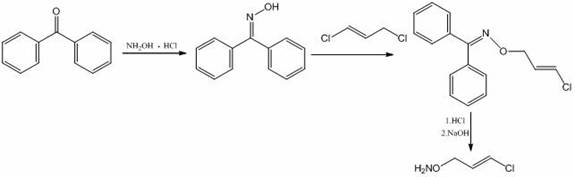
In stark contrast, the novel benzophenone-based route disclosed in the patent offers a streamlined, safe, and economically viable alternative. This method employs benzophenone as a recyclable protecting group, reacting it with hydroxylamine hydrochloride to form an oxime intermediate which is subsequently alkylated with 1,3-dichloropropene. The critical advantage lies in the hydrolysis step, where benzophenone precipitates as a solid and can be filtered off for direct reuse, drastically reducing raw material consumption. The process operates under mild thermal conditions, typically between 35°C and 55°C, eliminating the thermal runaway risks associated with older technologies. Furthermore, the final liberation of the free alkali via alkaline hydrolysis and extraction ensures a product free from the stabilizing acids that plague salt forms, delivering a highly reactive and pure intermediate suitable for immediate downstream coupling.
Mechanistic Insights into Benzophenone-Mediated Oxime Etherification
The core of this technological breakthrough lies in the strategic use of benzophenone to mask the hydroxylamine functionality during the alkylation phase. Initially, benzophenone reacts with hydroxylamine hydrochloride in the presence of sodium acetate to form benzophenone oxime, a stable intermediate that prevents premature decomposition. This oxime is then subjected to nucleophilic substitution with 1,3-dichloropropene under basic conditions (pH 7-9.5), forming the protected (E)-benzophenone O-(3-chloroallyloxy) oxime. The stereochemistry is carefully controlled to favor the E-isomer, which is crucial for the biological activity of the final herbicide. The subsequent acid hydrolysis step is meticulously designed to cleave the benzophenone moiety while keeping the allylic chloride intact, a delicate balance achieved by controlling the pH between 1 and 3 at moderate temperatures. This specificity prevents the formation of chlorinated by-products that often contaminate batches produced via harsher acidic conditions.
Impurity control is further enhanced by the physical separation of benzophenone. Upon acid hydrolysis, the regenerated benzophenone crystallizes out of the aqueous acidic phase, allowing for mechanical filtration that removes the bulk of organic impurities before the final basification. This physical purification step is far more efficient than distillation or chromatography, significantly lowering the burden on downstream processing. The final alkaline treatment converts the hydroxylamine hydrochloride salt into the free base, which is then extracted into dichloromethane. This liquid-liquid extraction effectively separates the product from inorganic salts and water-soluble impurities, resulting in a final organic phase that, upon solvent removal, yields the target molecule with exceptional purity. The entire mechanism is designed to minimize side reactions, ensuring that the reactive chloroallyl group remains intact for subsequent coupling with cyclohexanedione derivatives.
How to Synthesize O-3-Chloro-2-Propenyl Hydroxylamine Efficiently
The synthesis protocol outlined in the patent provides a clear roadmap for industrial implementation, emphasizing reproducibility and safety at every stage. The process begins with the formation of the oxime in methanol, followed by a vacuum transfer to minimize exposure to air and moisture during the alkylation step. Critical control points include maintaining the pH between 7.5 and 9.5 during alkylation to prevent hydrolysis of the dichloropropene, and strictly controlling the temperature during acid hydrolysis to ensure complete deprotection without degrading the product. The detailed standardized synthesis steps below outline the precise molar ratios, temperature profiles, and workup procedures required to achieve the reported >74% yield and >98% purity consistently.
- Prepare benzophenone oxime by refluxing benzophenone with hydroxylamine hydrochloride and sodium acetate in methanol.
- React the benzophenone oxime solution with 1,3-dichloropropene and sodium hydroxide to form (E)-benzophenone O-(3-chloroallyloxy) oxime.
- Hydrolyze the intermediate with hydrochloric acid to recover benzophenone via filtration and obtain the hydroxylamine hydrochloride salt.
- Adjust pH with sodium hydroxide and extract with dichloromethane to isolate the final free alkali product with >98% purity.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, this patented process represents a significant opportunity to optimize cost structures and mitigate supply risks in herbicide manufacturing. The ability to recover and reuse benzophenone fundamentally alters the cost equation, transforming a stoichiometric reagent into a catalytic-like cycle that reduces raw material expenditure per kilogram of output. Furthermore, the elimination of hazardous reagents like thionyl chloride and the avoidance of high-pressure rectification columns simplify the equipment requirements, allowing for production in standard glass-lined or stainless steel reactors without specialized explosion-proof infrastructure. This simplification translates directly into lower capital expenditure (CAPEX) for new production lines and reduced maintenance costs for existing facilities, making it an attractive option for cost reduction in agrochemical intermediate manufacturing.
- Cost Reduction in Manufacturing: The economic model of this process is driven by the closed-loop recycling of benzophenone, which is recovered as a solid filter cake and reused without extensive purification. This eliminates the need for purchasing fresh benzophenone for every batch, substantially lowering the variable cost of goods sold. Additionally, the use of common solvents like methanol and dichloromethane, which are easily recovered via distillation, further enhances the economic efficiency compared to processes requiring exotic or difficult-to-recycle solvent systems. The mild reaction conditions also result in lower energy consumption for heating and cooling, contributing to overall operational expenditure savings without compromising throughput.
- Enhanced Supply Chain Reliability: From a logistics perspective, the stability of the intermediates and the final free alkali product reduces the risk of spoilage during storage and transport. Unlike the hydrochloride salt which requires cold storage below 15°C to prevent degradation, the free alkali produced via this method offers greater thermal stability, simplifying warehousing requirements and reducing the need for refrigerated shipping containers. The reliance on widely available commodity chemicals such as benzophenone, hydroxylamine hydrochloride, and 1,3-dichloropropene ensures that raw material sourcing is not bottlenecked by niche suppliers, thereby securing the continuity of supply even during market fluctuations.
- Scalability and Environmental Compliance: The process is inherently scalable due to its reliance on unit operations that are well-understood in the chemical industry, such as filtration, liquid-liquid extraction, and vacuum distillation. The absence of heavy metal catalysts or persistent organic pollutants simplifies wastewater treatment and waste disposal, aligning with increasingly stringent environmental regulations globally. The solid benzophenone waste stream is virtually non-existent due to recycling, and the aqueous waste streams are primarily saline, which are easier to treat than the complex organic waste generated by phthalimide or acetonitrile routes. This environmental profile facilitates faster regulatory approvals and reduces the liability associated with hazardous waste management.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this synthesis route. They are derived from the specific advantages highlighted in the patent documentation, focusing on purity, stability, and operational safety. Understanding these nuances is critical for R&D teams evaluating technology transfer and for quality assurance teams establishing specification limits for incoming raw materials.
Q: Why is the free alkali form preferred over the hydrochloride salt for herbicide synthesis?
A: The hydrochloride salt often contains residual hydroxylamine hydrochloride, which increases reactivity with aldehydes or ketones leading to by-products. Additionally, the aqueous solution of the salt is unstable above 15°C, whereas the free alkali offers better stability and purity for downstream reactions.
Q: How does this process improve cost efficiency compared to acetone-based routes?
A: Unlike acetone-based methods that require complex rectification to remove generated acetone and pose explosion risks, this benzophenone route allows for the solid-state recovery and reuse of benzophenone via simple filtration, significantly reducing raw material costs and safety hazards.
Q: What is the expected purity and yield of the final product using this method?
A: The patented process consistently achieves a total yield of over 74% with gas chromatography (GC) purity exceeding 98%, and in optimized examples, purity reaches up to 99.2%, ensuring high quality for sensitive agrochemical applications.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable O-3-Chloro-2-Propenyl Hydroxylamine Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical role that high-purity intermediates play in the efficacy of final agrochemical products. Our technical team has extensively analyzed the benzophenone-mediated pathway and possesses the expertise to scale this diverse synthesis route from pilot quantities of 100 kgs to full commercial production capacities of 100 MT annually. We are committed to delivering material that meets stringent purity specifications, leveraging our rigorous QC labs to ensure every batch exceeds the 98% GC purity benchmark. Our facility is equipped to handle the specific solvent recovery and filtration requirements of this process, ensuring a consistent and reliable supply chain for our global partners.
We invite you to collaborate with us to optimize your herbicide production costs and secure a stable supply of this essential intermediate. Contact our technical procurement team today to request a Customized Cost-Saving Analysis tailored to your volume requirements. We are ready to provide specific COA data from our recent batches and conduct comprehensive route feasibility assessments to demonstrate how our manufacturing capabilities can support your long-term strategic goals in the agrochemical sector.