Advanced Manufacturing of Key Anthranilic Diamide Intermediates for Global Agrochemical Supply Chains
Introduction to Next-Generation Agrochemical Intermediate Manufacturing
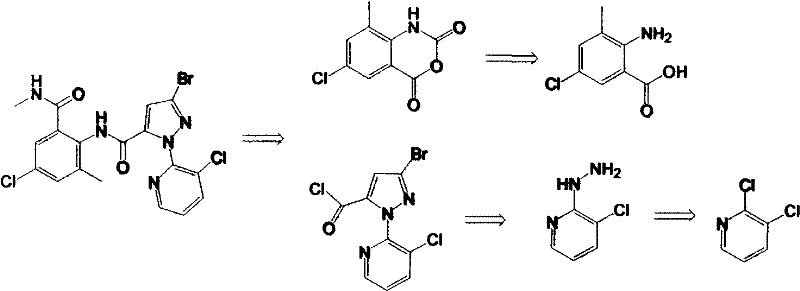
The global demand for high-efficiency, low-toxicity insecticides has driven significant innovation in the synthesis of anthranilic diamide compounds, particularly Chlorantraniliprole. As detailed in patent CN102584694A, recent advancements have focused on optimizing the production of critical heterocyclic intermediates that define the biological activity of these molecules. Specifically, the transformation of the carboxylic acid moiety into a pyridyl-pyrazole structure has been identified as a key strategy to enhance pesticidal potency while maintaining environmental safety profiles. This technical report analyzes a breakthrough preparation method for two pivotal intermediates: 2-hydrazino-3-chloropyridine and ethyl 1-(3-chloro-2-pyridyl)-3-pyrazolidinone-5-carboxylate. By leveraging a streamlined two-step synthetic route starting from commercially abundant 2,3-dichloropyridine, this technology addresses long-standing challenges in yield optimization and purification efficiency. For R&D directors and procurement specialists, understanding the mechanistic nuances and operational advantages of this patented process is essential for securing a competitive edge in the agrochemical intermediate market.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of 2-hydrazino-3-chloropyridine and its subsequent cyclization products has been plagued by inefficiencies that hinder large-scale commercial viability. Traditional literature methods often rely on prolonged reaction times in solvents like ethanol or 1,4-dioxane, where the hydrazinolysis of 2,3-dichloropyridine proceeds sluggishly, leading to incomplete conversion and difficult work-up procedures. Furthermore, prior art techniques for the second step—the formation of the pyrazolidinone ring—typically involve complex post-reaction processing. For instance, older protocols require extensive solvent extraction to isolate the product after cooling, as the target molecule often fails to precipitate cleanly from the reaction mixture at room temperature. This reliance on liquid-liquid extraction not only increases the consumption of organic solvents, thereby escalating operational costs, but also introduces additional variables that can compromise product purity and overall throughput. These bottlenecks render many conventional routes unsuitable for the rigorous demands of modern insecticide manufacturing, where cost-effectiveness and speed are paramount.
The Novel Approach
In stark contrast, the methodology disclosed in CN102584694A introduces a robust and highly efficient pathway that eliminates the need for cumbersome extraction steps. The core innovation lies in the precise control of reaction conditions during the cyclization phase. By reacting 2-hydrazino-3-chloropyridine with diethyl maleate in the presence of a base, followed by a critical quenching step with glacial acetic acid at reflux temperature, the process forces the immediate precipitation of the target ester upon cooling. This "react-and-crash" strategy ensures that the product, ethyl 1-(3-chloro-2-pyridyl)-3-pyrazolidinone-5-carboxylate, crystallizes directly from the reaction matrix with exceptional purity. The elimination of solvent extraction not only simplifies the workflow but also drastically reduces waste generation. Moreover, the first step of the synthesis has been optimized to achieve yields exceeding 95% by utilizing a substantial excess of hydrazine hydrate (12 equivalents) and selecting optimal solvent systems, thereby establishing a reliable foundation for the subsequent cyclization. This holistic approach represents a significant leap forward in cost reduction in agrochemical intermediate manufacturing.
Mechanistic Insights into Nucleophilic Substitution and Cyclization
The chemical transformation begins with a nucleophilic aromatic substitution (SnAr) where the electron-rich hydrazine attacks the electron-deficient pyridine ring of 2,3-dichloropyridine. The presence of the chlorine atom at the 2-position activates the ring towards nucleophilic attack, particularly when facilitated by the polar environment of the organic solvent and the thermal energy provided by reflux conditions. The use of 12 equivalents of 80% hydrazine hydrate serves a dual purpose: it acts as both the nucleophile and a base to scavenge the hydrochloric acid byproduct, driving the equilibrium towards the formation of 2-hydrazino-3-chloropyridine. The choice of solvent plays a subtle yet critical role here; solvents like 1,4-dioxane and n-butanol appear to stabilize the transition state more effectively than ethanol, resulting in superior yields. Following isolation, the hydrazine intermediate undergoes a condensation reaction with diethyl maleate. This step involves the nucleophilic attack of the hydrazine nitrogen on the ester carbonyl, followed by intramolecular cyclization to form the pyrazolidinone ring system. The addition of glacial acetic acid is the mechanistic linchpin of this process; it neutralizes the basic reaction medium and protonates species in solution, reducing the solubility of the final product and triggering rapid crystallization.

Impurity control is inherently built into this synthetic design. In traditional methods, side reactions or unreacted starting materials often remain dissolved in the mother liquor, requiring chromatographic or extractive purification to remove. However, in this novel process, the specific solubility profile of the target ester in the acidic alcoholic medium ensures that impurities remain in solution while the product precipitates as a white solid. The patent data confirms that this crystallization-driven purification achieves purity levels greater than 98% without the need for recrystallization or column chromatography. For quality assurance teams, this implies a much cleaner impurity profile, reducing the risk of carryover contaminants that could affect the efficacy or regulatory approval of the final insecticide. The robustness of the reaction against minor variations in temperature or stoichiometry further enhances its suitability for commercial scale-up of complex agrochemical intermediates, ensuring batch-to-batch consistency.
How to Synthesize Ethyl 1-(3-chloro-2-pyridyl)-3-pyrazolidinone-5-carboxylate Efficiently
The synthesis protocol outlined in the patent provides a clear roadmap for laboratory and pilot-scale production, emphasizing simplicity and high recovery rates. The process is divided into two distinct stages: the preparation of the hydrazine precursor and the subsequent cyclization to the pyrazolidinone ester. Operators must pay close attention to the stoichiometry of the reagents, particularly the 1.9 equivalents of glacial acetic acid added during the reflux stage, as this is critical for inducing the desired crystallization behavior. The detailed standardized synthesis steps, including specific solvent volumes, temperatures, and monitoring techniques like TLC, are provided below to ensure reproducibility and safety during implementation.
- React 2,3-dichloropyridine with 12 equivalents of 80% hydrazine hydrate in an organic solvent under reflux for 6-12 hours to obtain 2-hydrazino-3-chloropyridine.
- Dissolve the resulting hydrazine intermediate in solvent, add base, and react with 1.1 equivalents of diethyl maleate under reflux until consumption.
- Add 1.9 equivalents of glacial acetic acid at reflux temperature, continue heating for 30 minutes, then cool to room temperature to induce crystallization.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this synthesis route offers tangible strategic benefits that extend beyond mere chemical yield. The primary advantage lies in the drastic simplification of the downstream processing workflow. By removing the requirement for large-scale solvent extraction, manufacturers can significantly reduce their consumption of organic solvents, which are often subject to volatile pricing and strict environmental regulations. This reduction in solvent usage translates directly into lower raw material costs and decreased expenditure on waste disposal and solvent recovery systems. Furthermore, the high yield of the initial hydrazinolysis step (>95%) ensures that the expensive starting material, 2,3-dichloropyridine, is utilized with maximum efficiency, minimizing material loss and improving the overall atom economy of the process. These factors collectively contribute to a more resilient and cost-effective supply chain.
- Cost Reduction in Manufacturing: The elimination of solvent extraction steps fundamentally alters the cost structure of production. Traditional methods require significant volumes of extraction solvents and the energy-intensive equipment needed to separate phases and recover solvents. By switching to a direct crystallization method, facilities can operate with smaller reactor footprints and reduced utility consumption. Additionally, the high purity of the crude product (>98%) reduces or eliminates the need for further purification steps such as recrystallization, saving both time and resources. This streamlined approach allows for a substantial decrease in the cost of goods sold (COGS), providing a competitive pricing advantage in the global agrochemical intermediate market.
- Enhanced Supply Chain Reliability: Supply continuity is often threatened by complex processes that are prone to failure or variability. The robustness of this patented method, characterized by mild reaction conditions and tolerance to various solvent choices (ethanol, isopropanol, n-butanol), mitigates the risk of production delays. The ability to source raw materials like hydrazine hydrate and diethyl maleate from multiple suppliers further de-risks the supply chain. Moreover, the short reaction times relative to older methods (6-12 hours for step 1, followed by a rapid cyclization) increase the throughput capacity of existing manufacturing assets. This efficiency enables suppliers to respond more agilely to fluctuations in market demand, ensuring reducing lead time for high-purity agrochemical intermediates and maintaining steady inventory levels for downstream formulators.
- Scalability and Environmental Compliance: As regulatory pressure mounts on the chemical industry to reduce its environmental footprint, processes that minimize waste generation are increasingly valuable. This synthesis route generates significantly less hazardous waste due to the absence of extraction slurries and the high conversion rates which limit byproduct formation. The direct crystallization technique produces a solid product that is easy to filter and dry, reducing the volume of liquid effluent that requires treatment. This alignment with green chemistry principles facilitates easier regulatory compliance and permits faster approval for plant expansions. Consequently, this technology supports the sustainable commercial scale-up of production capacities from pilot kilograms to multi-ton annual outputs without proportionally increasing environmental liabilities.
Frequently Asked Questions (FAQ)
The following questions address common technical and operational inquiries regarding the implementation of this synthesis technology. These answers are derived directly from the experimental data and process descriptions found in the patent literature, providing a factual basis for decision-making. Understanding these details is crucial for technical teams evaluating the feasibility of integrating this route into their existing manufacturing portfolios.
Q: How does this novel process improve purification compared to traditional methods?
A: Unlike conventional methods requiring complex solvent extraction, this process utilizes a specific glacial acetic acid quench at reflux temperature followed by cooling, which induces direct crystallization of the product with purity exceeding 98%, significantly simplifying downstream processing.
Q: What are the yield advantages of using 1,4-dioxane versus ethanol in the first step?
A: While multiple solvents are viable, the patent data indicates that using 1,4-dioxane or n-butanol in the hydrazinolysis step can achieve yields upwards of 95-96%, whereas ethanol may result in slightly lower yields around 70%, offering flexibility based on solvent availability and cost.
Q: Is this synthesis route scalable for industrial production of insecticide intermediates?
A: Yes, the process is explicitly designed for industrial suitability, featuring mild reaction conditions, readily available raw materials like 2,3-dichloropyridine, and a robust crystallization protocol that avoids labor-intensive extraction steps, ensuring consistent supply chain reliability.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 2-Hydrazino-3-chloropyridine Supplier
The technological advancements described in CN102584694A represent a significant opportunity for optimizing the production of anthranilic diamide insecticides. At NINGBO INNO PHARMCHEM, we possess the technical expertise and infrastructure to translate these laboratory-scale innovations into reliable commercial reality. Our team has extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the high yields and purity specifications demonstrated in the patent are maintained at an industrial level. We operate rigorous QC labs equipped with advanced analytical instrumentation to verify the identity and purity of every batch, guaranteeing that our high-purity agrochemical intermediates meet the stringent requirements of global regulatory bodies.
We invite potential partners to engage with our technical procurement team to discuss how this optimized synthesis route can benefit your specific supply chain needs. By collaborating with us, you can access a Customized Cost-Saving Analysis tailored to your volume requirements, demonstrating exactly how the elimination of extraction steps and improved yields will impact your bottom line. Please contact us today to request specific COA data and comprehensive route feasibility assessments, and let us help you secure a stable, cost-efficient supply of these critical insecticide intermediates.