Advanced Chiral Catalysis for Single Isomer Nitrendipine Production and Commercial Scale-Up
Advanced Chiral Catalysis for Single Isomer Nitrendipine Production and Commercial Scale-Up
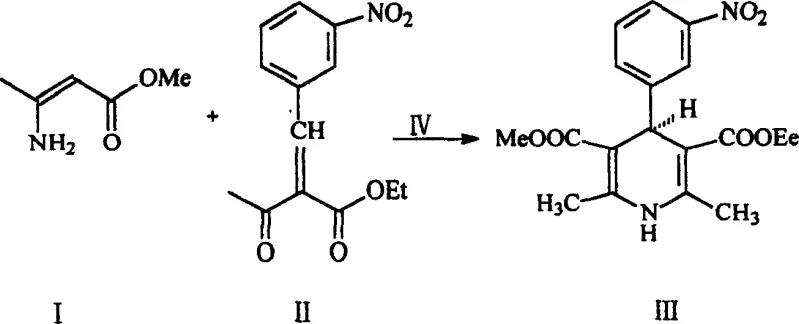
The pharmaceutical industry is constantly evolving towards higher purity standards, particularly for chiral drugs where enantiomeric excess dictates therapeutic efficacy and safety. Patent CN1281587C introduces a groundbreaking synthetic method for producing single optical isomer nitrendipine, a critical calcium channel blocker used in treating hypertension and cardiovascular diseases. Unlike traditional methods that yield racemic mixtures requiring complex resolution, this innovation utilizes a chiral phase transfer catalyst, specifically quinine benzyl ammonium bromide, to drive stereoselective condensation directly. By employing anhydrous ethanol as a solvent and leveraging the dual functionality of the catalyst, the process achieves a highly efficient transformation of ethyl 2-(3-nitrobenzylidene)acetoacetate and methyl β-aminocrotonate into the desired R-type isomer. This technological leap not only aligns with stringent regulatory requirements for chiral purity but also offers a robust pathway for manufacturers seeking to optimize their API intermediate supply chains with superior quality materials.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of nitrendipine has relied heavily on non-stereoselective pathways, such as the two-step method involving acid catalysts or one-step microwave radiation techniques described in prior art. These conventional approaches invariably produce racemic nitrendipine, a 50:50 mixture of enantiomers, which necessitates subsequent resolution steps to isolate the pharmacologically active isomer. Such resolution processes are inherently inefficient, often capping the maximum theoretical yield at 50% and generating substantial chemical waste in the form of the unwanted enantiomer and associated salts. Furthermore, traditional acid-catalyzed condensations can lead to broader impurity profiles, including symmetric diester byproducts that are difficult to separate and may compromise the safety profile of the final drug substance. The reliance on these outdated methods imposes significant economic and environmental burdens on production facilities, limiting their ability to compete in a market that increasingly demands enantiomerically pure active pharmaceutical ingredients.
The Novel Approach
The novel approach detailed in the patent fundamentally shifts the paradigm by introducing chirality at the synthesis stage rather than attempting to separate it post-reaction. By utilizing quinine benzyl ammonium bromide as a chiral phase transfer catalyst, the reaction environment itself becomes asymmetric, guiding the condensation of the precursors to favor the formation of the levorotatory R-isomer. This method operates under relatively mild reflux conditions in ethanol, avoiding the harsh thermal stresses of microwave synthesis or the corrosive nature of strong acid catalysts. The result is a streamlined process that delivers the target molecule with exceptional stereochemical control, evidenced by a specific rotation of -34.25° and a melting point range of 163-164°C, which is distinctively higher than that of the racemate. This direct asymmetric synthesis not only maximizes atom economy but also simplifies the downstream processing workflow, making it an ideal candidate for modern, sustainable pharmaceutical manufacturing.
Mechanistic Insights into Chiral Phase Transfer Catalysis
The core of this technological advancement lies in the sophisticated mechanism of the chiral phase transfer catalyst, quinine benzyl ammonium bromide. This catalyst functions by creating a chiral microenvironment at the interface of the reaction phases, effectively shielding one face of the reacting species while exposing the other to nucleophilic attack. In the condensation reaction between ethyl 2-(3-nitrobenzylidene)acetoacetate and methyl β-aminocrotonate, the catalyst facilitates the approach of reactants in a specific spatial orientation that favors the formation of the R-configuration at the newly generated chiral center. The quinine moiety provides the necessary steric bulk and chiral information, while the ammonium salt structure ensures effective phase transfer capabilities, allowing the reaction to proceed efficiently in the organic solvent medium. This dual functionality ensures that the reaction kinetics are accelerated while maintaining high stereoselectivity, a balance that is often difficult to achieve with traditional homogeneous chiral catalysts.
Furthermore, the mechanistic pathway inherently suppresses the formation of common impurities that plague conventional nitrendipine synthesis. The presence of the bulky chiral catalyst appears to sterically hinder the formation of symmetric byproducts, such as the dimethyl and diethyl ester analogues, which typically arise from non-selective transesterification or self-condensation side reactions. By minimizing these side pathways, the process yields a crude product with significantly higher purity, reducing the load on purification units. The catalyst itself is designed to be chemically compatible with the recrystallization solvents; specifically, it is easily removed during the methanol recrystallization step, ensuring that the final product is free from heavy metal or organic catalyst residues. This clean reaction profile is critical for meeting the rigorous impurity specifications required by global pharmacopoeias for cardiovascular medications.
How to Synthesize Single Isomer Nitrendipine Efficiently
The synthesis protocol outlined in the patent provides a clear and reproducible roadmap for manufacturing high-purity nitrendipine intermediates. The process begins with the in-situ or ex-situ preparation of the chiral catalyst, followed by the precise combination of the key precursors under controlled thermal conditions. The reaction is conducted in anhydrous ethanol, a green and cost-effective solvent, at a reflux temperature of approximately 78°C for a duration of four hours. This operational window is broad enough to accommodate standard industrial reactor capabilities while being specific enough to ensure consistent stereochemical outcomes. Following the reaction, the workup involves simple distillation to remove excess solvent, followed by cooling and filtration to isolate the crude crystals. A final recrystallization from methanol polishes the product to achieve purity levels exceeding 99%, demonstrating the robustness of the method for commercial application.
- Preparation of Chiral Catalyst: React quinine with benzyl bromide in a benzene and ethanol mixture under heating to form quinine benzyl ammonium bromide.
- Precursor Synthesis: Condense m-nitrobenzaldehyde with ethyl acetoacetate to form ethyl 2-(3-nitrobenzylidene)acetoacetate, and react methyl acetoacetate with ammonia to form methyl β-aminocrotonate.
- Stereoselective Condensation: React the precursors in anhydrous ethanol with the chiral catalyst at reflux temperature (78°C) to yield the single isomer product.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this chiral synthesis method offers tangible strategic benefits beyond mere technical superiority. The elimination of the resolution step, which is mandatory in racemic synthesis, translates directly into significant cost reductions in API manufacturing by removing the need for resolving agents, additional solvents, and the disposal of the unwanted enantiomer. This efficiency gain effectively doubles the theoretical yield of the active isomer from the same amount of starting materials, drastically improving the overall material throughput and reducing the cost of goods sold. Moreover, the simplified process flow reduces the number of unit operations required, thereby lowering energy consumption and labor costs associated with extended processing times. These factors combine to create a more economically viable production model that can withstand market fluctuations in raw material pricing.
- Cost Reduction in Manufacturing: The primary economic driver of this technology is the drastic simplification of the production workflow. By achieving high stereoselectivity directly, the process bypasses the expensive and yield-limiting resolution stages typical of racemic synthesis. This means that for every kilogram of raw material purchased, the output of usable, high-value API intermediate is maximized. Additionally, the use of ethanol as the primary solvent reduces hazardous waste disposal costs compared to processes requiring chlorinated solvents or strong mineral acids. The catalyst, while specialized, is used in small quantities and does not require complex removal technologies like chromatography, further driving down operational expenditures.
- Enhanced Supply Chain Reliability: The raw materials required for this synthesis, including m-nitrobenzaldehyde, ethyl acetoacetate, and quinine derivatives, are commercially available commodities with stable supply chains. Unlike proprietary catalysts that may be sourced from a single vendor, the components for the chiral phase transfer catalyst can be synthesized from widely accessible precursors like benzyl bromide and quinine. This diversification of the supply base mitigates the risk of bottlenecks and ensures continuity of supply even during global disruptions. The robustness of the reaction conditions also means that the process is less sensitive to minor variations in utility supplies, such as steam or cooling water, enhancing overall plant reliability.
- Scalability and Environmental Compliance: From a scale-up perspective, the process is highly favorable as it avoids extreme conditions such as high pressure or cryogenic temperatures. The reflux operation at atmospheric pressure is easily scalable from pilot plants to multi-ton commercial reactors without significant engineering hurdles. Furthermore, the reduction in waste generation, particularly the avoidance of the unwanted enantiomer and symmetric impurities, aligns perfectly with modern green chemistry principles and environmental regulations. This compliance reduces the regulatory burden on the manufacturing site and minimizes the carbon footprint of the production process, a key metric for sustainability-focused pharmaceutical partners.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this chiral synthesis technology. These insights are derived directly from the experimental data and claims presented in the patent documentation, providing a factual basis for decision-making. Understanding these details is crucial for R&D teams evaluating process feasibility and procurement teams assessing vendor capabilities. The answers reflect the specific advantages of the quinine-based catalytic system over traditional methods.
Q: What is the primary advantage of using chiral phase transfer catalysis for nitrendipine synthesis?
A: The primary advantage is the direct formation of a single optical isomer (R-type) rather than a racemate, eliminating the need for costly and yield-reducing resolution steps while significantly improving product purity to over 99%.
Q: How does this method improve impurity profiles compared to traditional microwave or acid-catalyzed methods?
A: The chiral catalyst suppresses the formation of symmetric byproducts such as dimethyl and diethyl ester analogues, resulting in a cleaner reaction profile that simplifies downstream purification and crystallization processes.
Q: Is the chiral catalyst recoverable or easily removed from the final API intermediate?
A: Yes, the quinine benzyl ammonium bromide catalyst is easily removed during the methanol recrystallization step, ensuring no residual catalyst remains in the final high-purity nitrendipine product.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Nitrendipine Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of high-purity chiral intermediates in the development of next-generation cardiovascular therapies. Our technical team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory innovation to industrial reality is seamless. We are equipped with rigorous QC labs capable of verifying stringent purity specifications, including chiral HPLC analysis to confirm enantiomeric excess and X-ray diffraction capabilities to validate crystal structure. Our commitment to quality assurance means that every batch of nitrendipine intermediate we supply meets the highest international standards, providing our partners with the confidence they need to advance their drug development pipelines.
We invite you to collaborate with us to leverage this advanced chiral synthesis technology for your specific project needs. Our experts are ready to provide a Customized Cost-Saving Analysis tailored to your volume requirements, demonstrating how this efficient route can optimize your budget. Please contact our technical procurement team today to request specific COA data, route feasibility assessments, and samples for your evaluation. Let us be your partner in delivering superior pharmaceutical intermediates that drive innovation and patient health.