Advanced Melt Crystallization Technology for Polymer Grade 2 5-FDCA Manufacturing and Commercial Scale-Up
The global transition towards sustainable bio-based materials has positioned 2 5-Furandicarboxylic Acid (2 5-FDCA) as a critical platform chemical serving as a renewable substitute for terephthalic acid in the production of polyethylene furanoate (PEF). As detailed in patent CN113121480B published in September 2022 a breakthrough methodology has been established to address the persistent challenge of purifying 2 5-FDCA derived from 5-hydroxymethylfurfural (5-HMF) oxidation. This technical insight report analyzes the proprietary fractional melt crystallization process which effectively eliminates acyl impurities and aldehydes that traditionally compromise the color and molecular weight of downstream polyesters. For R&D directors and procurement specialists seeking a reliable 2 5-FDCA supplier this technology represents a pivotal advancement in achieving polymer-grade monomer specifications without the environmental burden of extensive solvent use. The ability to consistently produce monomers with purity exceeding 99.5 percent and aldehyde content below 100ppm directly correlates to the commercial viability of next-generation biodegradable packaging and fibers.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Traditional purification strategies for 2 5-FDCA predominantly rely on salt formation followed by acidification and recrystallization using aqueous or organic solvents. While these methods are conceptually simple they suffer from significant inefficiencies when targeting the stringent quality requirements of high-performance polymers. The primary deficiency lies in the inability of solvent-based recrystallization to completely remove acyl-containing impurities such as 2 5-Diformylfuran (DFF) and 5-formyl-2-furancarboxylic acid (FFCA). These residual aldehydes act as chromophores during the subsequent melting-esterification polymerization process leading to unacceptable yellowing of the final PEF resin. Furthermore solvent recrystallization often results in solvent inclusion within the crystal lattice requiring energy-intensive drying steps and generating substantial wastewater streams laden with organic acids. The yield losses associated with multiple recrystallization cycles to approach acceptable purity levels further exacerbate the cost structure making cost reduction in polymer intermediate manufacturing difficult to achieve with legacy technologies.
The Novel Approach
The innovative approach disclosed in the patent data utilizes a solvent-free fractional melt crystallization technique that leverages the differences in melting points and solid-liquid equilibrium distributions between 2 5-FDCA and its impurities. By heating the crude material to a molten state between 320°C and 350°C the process bypasses the need for solvent recovery and eliminates the risk of solvent contamination entirely. The core of this novelty lies in the segmented temperature control program which involves a slow initial cooling phase to induce nucleation followed by a faster cooling rate to grow the crystal layer and a final constant temperature growth period. This precise thermal management allows for the selective exclusion of impurities from the growing crystal lattice. Subsequently a controlled sweating process gradually heats the crystallized mass melting away the impurity-rich liquid phase trapped between crystals while preserving the high-purity solid core. This mechanism ensures that the final discharged product meets the rigorous demands of commercial scale-up of complex polymer additives and monomers.
Mechanistic Insights into Fractional Melt Crystallization Purification
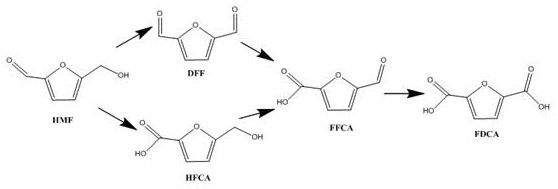
The chemical pathway from 5-HMF to 2 5-FDCA involves a complex series of oxidation steps where the aldehyde and hydroxymethyl groups are sequentially oxidized to carboxylic acids. As illustrated in the reaction scheme below the process generates several intermediate by-products including DFF HFCA and FFCA which possess structural similarities to the target molecule making separation challenging. The melt crystallization process exploits the subtle thermodynamic differences between these species. During the crystallization phase the distribution coefficient of impurities favors the liquid phase meaning that as the pure 2 5-FDCA solidifies the impurities remain in the molten feed liquid which is subsequently drained. This physical separation is far more efficient than chemical precipitation which relies on solubility differences that are often marginal for structurally related furan derivatives.
Impurity control is further enhanced during the sweating phase where the temperature is raised in a programmed manner. The initial rapid heating brings the system close to the eutectic point without melting the pure crystals while the subsequent slow heating allows the impurity-rich layers on the crystal surface to melt and drain away as sweat. This step is critical for reducing the aldehyde content to less than 100ppm a specification that is essential for preventing discoloration in the final polyester product. The patent data indicates that this single-pass process can achieve a yield of over 90 percent demonstrating that high purity does not necessitate sacrificing material efficiency. For R&D teams evaluating route feasibility assessments this mechanism offers a robust solution for handling crude feeds from both chemical catalytic oxidation and biological fermentation routes ensuring consistent quality regardless of the upstream synthesis method.
How to Synthesize 2 5-Furandicarboxylic Acid Efficiently
The synthesis and purification workflow begins with the preparation of a 2 5-furan dicarboxylate solution from 5-HMF via oxidation followed by critical pretreatment steps to remove bulk impurities. Activated carbon decolorization is employed for chemically derived feeds while flocculation is used for biologically derived feeds to remove proteins and cell debris before acidification to pH 3.0. The resulting crude solid is then subjected to the melt crystallization protocol involving precise cooling rates of 0.05-1.0°C/min and sweating temperatures up to 320°C.
- Pretreat the crude 2 5-FDCA solution via activated carbon decolorization or flocculation to remove colored substances and biological residues followed by acidification to pH 3.0.
- Heat the dried crude product to 320-350°C to form a molten feed liquid and introduce it into a melt crystallizer for controlled cooling.
- Execute a segmented cooling program to precipitate crystals followed by a programmed heating sweating process to remove occluded impurities and discharge the purified melt.
Commercial Advantages for Procurement and Supply Chain Teams
From a procurement and supply chain perspective the adoption of this melt crystallization technology offers substantial strategic benefits beyond mere technical specifications. The elimination of organic solvents from the purification stage drastically simplifies the regulatory compliance landscape reducing the costs associated with solvent storage handling and VOC emissions treatment. This solvent-free approach also enhances supply chain reliability by removing dependencies on volatile solvent markets and mitigating the risks of supply disruptions related to hazardous chemical logistics. For supply chain heads focused on reducing lead time for high-purity polymer intermediates the simplified downstream processing means faster batch turnover and reduced cycle times compared to multi-step recrystallization processes. The robustness of the process against variations in crude feed quality ensures a steady stream of compliant material supporting continuous manufacturing operations without frequent shutdowns for equipment cleaning or maintenance.
- Cost Reduction in Manufacturing: The process achieves significant cost optimization by eliminating the capital and operational expenditures associated with solvent recovery systems and wastewater treatment facilities. By avoiding the use of expensive organic solvents and the energy required to distill and recycle them the overall utility consumption per kilogram of product is markedly lower. Furthermore the high single-pass yield of over 90 percent minimizes raw material waste ensuring that the valuable 5-HMF derived carbon is efficiently converted into saleable product rather than being lost in mother liquors. These factors combine to create a leaner cost structure that allows for competitive pricing in the bio-based monomer market without compromising on margin.
- Enhanced Supply Chain Reliability: The versatility of the purification method to handle crude 2 5-FDCA from diverse oxidation routes including chemical catalytic and microbial metabolic methods provides a buffer against upstream supply fluctuations. This flexibility ensures that the supply of high-purity 2 5-FDCA remains uninterrupted even if specific upstream catalysts or enzymes face availability issues. The simplified equipment requirements for melt crystallization compared to complex filtration and drying trains for solvent processes also reduce the likelihood of mechanical failures and maintenance downtime. Consequently procurement managers can secure a more stable supply of critical raw materials for PEF production safeguarding their own manufacturing schedules against external volatility.
- Scalability and Environmental Compliance: The inherent simplicity of the melt crystallization process facilitates straightforward commercial scale-up from pilot units to multi-ton annual production capacities without the need for specialized solid-liquid separation equipment. The absence of solvent discharge aligns perfectly with increasingly stringent global environmental regulations regarding industrial effluent and hazardous waste generation. This eco-friendly profile not only reduces the environmental footprint of the manufacturing site but also enhances the sustainability credentials of the final PEF polymer appealing to end-consumer brands committed to green chemistry principles. The ability to scale efficiently ensures that supply can grow in tandem with the expanding demand for bio-based plastics in the packaging and textile sectors.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the purification of 2 5-FDCA and its application in polymer synthesis. These insights are derived directly from the experimental data and beneficial effects reported in the underlying patent documentation to provide clarity on process capabilities.
Q: Why is melt crystallization superior to solvent recrystallization for 2 5-FDCA purification?
A: Melt crystallization operates without solvents eliminating solvent residue risks and environmental waste. It specifically targets acyl impurities like aldehydes that cause yellowing in polyesters achieving purity levels over 99.5 percent which solvent methods often fail to reach consistently.
Q: What is the impact of aldehyde content on PEF polyester performance?
A: High aldehyde content in 2 5-FDCA monomers leads to significant yellowing during the melting-esterification process and restricts the molecular weight growth of the resulting PEF polymer. Reducing aldehyde content below 100ppm is critical for producing clear high-performance biodegradable packaging materials.
Q: Can this purification method handle 2 5-FDCA from biological oxidation routes?
A: Yes the process includes specific pretreatment steps such as flocculation to remove lipase proteins and thallus residues common in microbial metabolism routes before the melt crystallization stage ensuring the final monomer is free from biological contaminants.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 2 5-Furandicarboxylic Acid Supplier
NINGBO INNO PHARMCHEM stands at the forefront of fine chemical manufacturing leveraging advanced purification technologies like fractional melt crystallization to deliver exceptional value to our global partners. Our facility boasts extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production ensuring that we can meet the volumetric demands of major polymer producers. We maintain stringent purity specifications through our rigorous QC labs which utilize state-of-the-art analytical instrumentation to verify aldehyde content and monomer purity for every batch released. Our commitment to quality assurance means that every kilogram of 2 5-FDCA shipped meets the exacting standards required for high-performance PEF synthesis.
We invite procurement leaders and technical directors to engage with our team for a Customized Cost-Saving Analysis tailored to your specific volume requirements and quality targets. By partnering with us you gain access to a stable supply of bio-based monomers that enable the production of superior sustainable plastics. Please contact our technical procurement team to request specific COA data and route feasibility assessments for your upcoming projects. Let us collaborate to drive the adoption of renewable materials in your supply chain while optimizing your production economics.