Advanced Enzymatic Synthesis of Chiral Tert-Leucine for Commercial Scale-Up
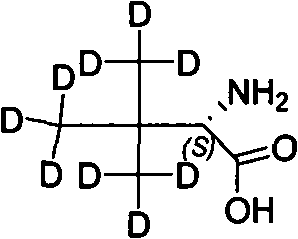
The pharmaceutical and fine chemical industries are constantly seeking more efficient pathways to access high-value chiral building blocks, and the technology disclosed in patent CN102250976A represents a significant leap forward in the synthesis of chiral tert-leucine. This specific patent details a robust, one-step enzymatic method that not only simplifies the production workflow but also ensures exceptional stereochemical control, yielding products with optical purity exceeding industry standards. By leveraging a sophisticated dual-enzyme system, this approach transforms simple keto acid precursors into valuable chiral amino acids, including deuterated variants, which are increasingly critical for metabolic stability studies in drug development. The ability to produce such complex molecules in a single reaction step using water as the primary solvent marks a departure from resource-intensive traditional methods, positioning this technology as a cornerstone for modern, sustainable pharmaceutical intermediates manufacturing. For R&D leaders and procurement strategists, understanding the nuances of this biocatalytic route is essential for securing a competitive edge in the supply of high-purity active ingredients.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the production of chiral amino acids like tert-leucine has relied heavily on classical resolution techniques or complex multi-step chemical syntheses, both of which suffer from inherent inefficiencies that impact overall project economics and environmental footprint. Traditional resolution of DL-body mixtures often requires expensive chiral resolving agents and involves tedious separation processes that inherently limit the maximum theoretical yield to 50% unless dynamic kinetic resolution is employed, which adds further complexity. Furthermore, chemical catalytic asymmetric synthesis frequently necessitates the use of precious transition metal catalysts, specialized substrates, and harsh organic solvents, creating significant challenges in removing trace metal impurities to meet stringent pharmaceutical regulations. These conventional routes often generate substantial amounts of hazardous waste and require energy-intensive purification steps, leading to higher operational costs and longer lead times for reliable agrochemical intermediate supplier networks and pharma partners alike. The instability of some chemical catalysts upon scale-up also poses a risk to supply chain continuity, making these older methods less attractive for long-term commercial partnerships.
The Novel Approach
In stark contrast, the novel enzymatic approach described in the patent data utilizes a highly specific biocatalytic system that operates under mild aqueous conditions, effectively bypassing the need for toxic heavy metals and volatile organic compounds. This method employs a coupled enzyme system where leucine dehydrogenase drives the asymmetric amination of the keto acid substrate while formate dehydrogenase continuously regenerates the necessary cofactor, ensuring the reaction proceeds to completion with high efficiency. The use of ammonium formate as both the nitrogen source and the reducing equivalent donor simplifies the reagent profile significantly, allowing for a streamlined downstream processing workflow that reduces both time and material costs. Because the reaction is performed in water at temperatures ranging from 10°C to 40°C, the energy consumption is drastically lower compared to high-temperature chemical processes, aligning perfectly with global sustainability goals. This technological shift enables the commercial scale-up of complex polymer additives and pharmaceutical intermediates with a level of consistency and safety that chemical methods struggle to match, providing a clear pathway for cost reduction in electronic chemical manufacturing and related sectors.
Mechanistic Insights into Leucine Dehydrogenase-Catalyzed Reductive Amination
The core of this innovative synthesis lies in the precise orchestration of a dual-enzyme catalytic cycle that ensures both high conversion rates and exceptional enantioselectivity. The primary catalyst, chiral leucine dehydrogenase, facilitates the reductive amination of the trimethylpyruvic acid derivative by transferring a hydride ion from the reduced cofactor NADH to the carbonyl carbon, while simultaneously incorporating an ammonium ion to form the amine group. To make this process economically viable, the oxidized cofactor NAD+ produced during the reaction is immediately recycled back to NADH by the secondary enzyme, formate dehydrogenase, which oxidizes formate to carbon dioxide. This cofactor regeneration loop is critical because it eliminates the need for stoichiometric amounts of expensive cofactors, allowing them to be used in catalytic quantities and significantly driving down the raw material costs associated with the synthesis. The enzyme's active site is structurally tuned to recognize only one specific enantiomeric transition state, thereby enforcing the formation of either the S or R configuration with extremely high fidelity, as evidenced by the reported ee values greater than 99%. Understanding this mechanistic interplay is vital for R&D directors aiming to optimize reaction parameters for high-purity OLED material precursors or similar sensitive compounds.
Furthermore, the impurity profile of the final product is inherently cleaner due to the high specificity of the biocatalysts, which do not promote side reactions such as over-reduction or racemization that are common in chemical catalysis. The aqueous environment stabilizes the enzyme structure and prevents the formation of organic by-products that would otherwise require complex chromatographic separation. The patent specifies that the reaction pH is maintained between 6.0 and 10.0, a range that optimizes enzyme activity while minimizing the degradation of the substrate or product. This control over the reaction environment ensures that the final crystalline product meets rigorous quality standards without the need for extensive recrystallization steps. For supply chain managers, this translates to a more predictable manufacturing timeline and reduced risk of batch failure, which is crucial when reducing lead time for high-purity pharmaceutical intermediates is a key performance indicator.
How to Synthesize Chiral Tert-Leucine Efficiently
Implementing this synthesis route requires careful attention to the sequential addition of reagents and the maintenance of specific physicochemical parameters to maximize yield and purity. The process begins with the dissolution of the keto acid substrate and ammonium formate in water, followed by precise pH adjustment to create the optimal environment for enzyme stability. Once the buffer system is established, the catalytic components including the oxidized coenzyme and the two distinct enzyme solutions are introduced to initiate the biotransformation. The detailed standardized synthesis steps see the guide below, which outlines the exact ratios and temperature controls necessary to replicate the high success rates reported in the patent literature. Adhering to these protocols ensures that the beneficial effects of the enzymatic cascade are fully realized, providing a reliable framework for production teams.
- Dissolve the keto acid substrate and ammonium formate in water, adjusting the pH to a neutral range between 6.5 and 8.5 using a buffer solution.
- Introduce the dual-enzyme system comprising oxidized coenzyme, formate dehydrogenase, and chiral leucine dehydrogenase to initiate the asymmetric reduction.
- Maintain the reaction temperature between 10°C and 40°C until completion, followed by concentration and centrifugation to isolate the high-purity product.
Commercial Advantages for Procurement and Supply Chain Teams
From a strategic procurement perspective, the adoption of this enzymatic technology offers substantial advantages that directly impact the bottom line and supply chain resilience. The elimination of expensive chiral resolving agents and precious metal catalysts removes significant cost drivers from the bill of materials, allowing for more competitive pricing structures without sacrificing quality. Additionally, the use of water as the primary solvent reduces the regulatory burden associated with solvent residue limits and lowers the costs related to solvent recovery and disposal systems. This simplification of the chemical inventory also mitigates supply risks, as the raw materials required are commercially available commodities rather than specialized reagents with long lead times. For organizations focused on cost reduction in pharmaceutical intermediate manufacturing, this process represents a tangible opportunity to optimize expenditure while enhancing the sustainability profile of their product portfolio.
- Cost Reduction in Manufacturing: The economic benefits of this process are driven primarily by the high atom economy and the catalytic nature of the reagents used, which minimize waste generation and raw material consumption. By avoiding the use of stoichiometric chiral auxiliaries and heavy metal catalysts, the process eliminates the costly downstream purification steps typically required to remove these contaminants to ppm levels. The high yield reported in the patent data implies that less starting material is needed to produce the same amount of final product, further driving down the unit cost of goods sold. Moreover, the mild reaction conditions reduce energy consumption for heating and cooling, contributing to lower utility costs over the lifecycle of the manufacturing campaign. These factors combine to create a highly cost-effective production model that supports long-term margin improvement.
- Enhanced Supply Chain Reliability: The reliance on commercially available and stable raw materials ensures that production schedules are not vulnerable to the supply disruptions often associated with exotic reagents or custom-synthesized catalysts. The robustness of the enzymatic system allows for consistent batch-to-batch performance, reducing the likelihood of production delays caused by failed reactions or out-of-specification results. This reliability is critical for maintaining continuous supply to downstream customers who depend on just-in-time delivery models for their own manufacturing operations. Furthermore, the scalability of the aqueous process means that production volumes can be increased rapidly to meet surges in demand without the need for major capital investment in specialized containment or ventilation infrastructure.
- Scalability and Environmental Compliance: The green chemistry principles embedded in this synthesis route align perfectly with increasingly stringent environmental regulations, reducing the risk of compliance issues and associated fines. The minimal generation of hazardous waste simplifies the disposal process and lowers the environmental levy costs that manufacturers must bear. The use of water as a solvent also eliminates the fire and explosion hazards associated with large volumes of flammable organic solvents, improving overall plant safety and potentially lowering insurance premiums. As global markets move towards stricter carbon footprint reporting, adopting such low-energy, low-waste technologies provides a competitive advantage in tenders where sustainability metrics are weighted heavily alongside price and quality.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation and benefits of this enzymatic synthesis technology. These answers are derived directly from the technical specifications and advantageous effects outlined in the patent documentation to ensure accuracy and relevance for decision-makers. Understanding these details helps clarify the operational feasibility and strategic value of integrating this method into existing supply chains.
Q: What are the purity specifications for the enzymatically synthesized tert-leucine?
A: According to patent CN102250976A, the method achieves chemical purity and chiral purity (ee value) both greater than 99%, ensuring suitability for sensitive pharmaceutical applications.
Q: How does this enzymatic route compare to traditional chemical resolution in terms of waste?
A: Unlike traditional resolution which generates significant waste from resolving agents and unwanted enantiomers, this one-step enzymatic process uses water as a solvent and produces minimal three wastes, offering a greener profile.
Q: Is this synthesis method suitable for large-scale industrial production?
A: Yes, the process utilizes commercially available raw materials and mild reaction conditions (10-40°C), making it highly stable and feasible for scaling from laboratory to multi-ton commercial manufacturing.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Chiral Tert-Leucine Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of translating innovative patent technologies into reliable commercial realities for our global partners. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the promising yields and purities demonstrated in the laboratory are faithfully reproduced at an industrial scale. We maintain stringent purity specifications and operate rigorous QC labs equipped with advanced analytical instrumentation to verify every batch against the highest international standards. Our commitment to quality assurance means that you can trust our chiral tert-leucine and related intermediates to perform consistently in your downstream synthetic processes, minimizing the risk of costly delays or reformulations.
We invite you to engage with our technical procurement team to discuss how this advanced enzymatic route can be tailored to your specific volume and quality requirements. By requesting a Customized Cost-Saving Analysis, you can gain deeper insights into the potential economic benefits of switching to this greener, more efficient synthesis method. We encourage you to contact us today to obtain specific COA data and route feasibility assessments that will empower you to make informed sourcing decisions. Let us partner with you to secure a sustainable and cost-effective supply chain for your most critical pharmaceutical intermediates.