Advanced Aqueous Synthesis of Valinamide Derivatives for Scalable Agrochemical Production
Advanced Aqueous Synthesis of Valinamide Derivatives for Scalable Agrochemical Production
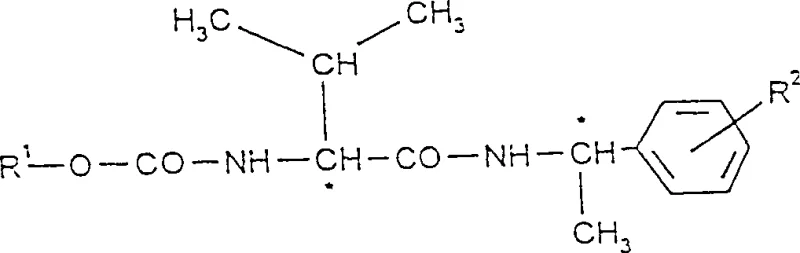
The global demand for high-efficiency fungicides continues to drive innovation in the synthesis of key agrochemical intermediates, specifically valinamide derivatives. Patent CN1098250C introduces a groundbreaking methodology that fundamentally shifts the paradigm from traditional organic solvent-heavy processes to a predominantly aqueous-based system. This technical breakthrough addresses critical pain points in modern chemical manufacturing, including environmental compliance, operational safety, and cost efficiency. By leveraging water as the primary reaction medium for the activation of L-valine, this process offers a robust pathway for producing substituted valinamide derivatives with exceptional purity and yield. For R&D directors and procurement strategists, understanding the nuances of this technology is essential for securing a reliable agrochemical intermediate supplier capable of delivering sustainable value.
The core innovation lies in the strategic application of mixed anhydride chemistry within an aqueous environment, a feat previously considered challenging due to the hydrolytic instability of activated intermediates. The patent details a multi-step sequence where L-valine is first activated using isopropyl chloroformate in an alkaline aqueous solution, followed by a precise neutralization and a second activation step catalyzed by tertiary amines. This meticulous control over reaction conditions allows for the successful coupling with substituted phenethylamines, resulting in the target fungicidal scaffolds. The implications for industrial scale-up are profound, as the reduction in organic solvent usage directly correlates to lower waste treatment costs and improved process safety profiles.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Traditional synthetic routes for valinamide derivatives have historically relied heavily on anhydrous organic solvents such as dichloromethane, tetrahydrofuran, or toluene to manage the reactivity of acid chlorides and mixed anhydrides. These conventional methods present significant drawbacks, primarily centered around the handling of viscous reaction mixtures and the difficulty in heat dissipation during exothermic acylation steps. As noted in comparative data within the patent landscape, attempting these reactions without optimized solvent systems often leads to the formation of thick, unmanageable suspensions that hinder effective stirring and mass transfer. Furthermore, the extensive use of volatile organic compounds necessitates complex recovery systems and rigorous environmental controls, driving up the operational expenditure for manufacturers. The purification of the final product often requires multiple recrystallization steps to remove solvent residues and side products, which inevitably erodes the overall yield and increases the production lead time.
The Novel Approach
In stark contrast, the novel approach detailed in CN1098250C utilizes water as the total solvent or diluent for the critical activation steps, fundamentally altering the physical dynamics of the reaction. By conducting the initial acylation of L-valine in an alkaline aqueous medium, the process benefits from water's superior heat capacity, which naturally moderates the exothermic nature of the chloroformate addition. The introduction of a catalytic amount of tertiary amine, such as dimethylbenzylamine, in the second activation step ensures high conversion rates without the need for stoichiometric amounts of expensive bases. This method facilitates a smooth transition to the final amidation step, where the addition of a water-immiscible solvent like tert-amyl methyl ether (TAME) induces a clean phase separation. This biphasic system allows the product to precipitate or partition efficiently, simplifying isolation and dramatically reducing the energy consumption associated with solvent evaporation and drying.
Mechanistic Insights into Aqueous Mixed Anhydride Formation
The success of this synthesis hinges on the precise generation and stabilization of the mixed anhydride intermediate in the presence of water. Mechanistically, the process begins with the deprotonation of L-valine by a strong inorganic base like sodium hydroxide, forming a water-soluble valinate salt. Upon the addition of isopropyl chloroformate, the carboxylate anion attacks the carbonyl carbon of the chloroformate, displacing the chloride ion and forming the mixed anhydride. While mixed anhydrides are typically susceptible to hydrolysis, the kinetic control exerted by low-temperature addition (-20°C to 50°C) and the immediate subsequent reaction steps minimize water interference. The patent highlights the critical role of the tertiary amine catalyst in the second activation phase, which likely acts as a nucleophilic catalyst to regenerate the active anhydride species or facilitate the acylation of the amine nucleophile, ensuring that the reaction proceeds to completion with high atom economy.
Impurity control is another cornerstone of this mechanistic design, particularly regarding the stereochemical integrity of the L-valine moiety and the prevention of urea byproducts. The protocol specifies a neutralization step to pH 7 using mineral acids like hydrochloric acid before the second activation, which prevents the base-catalyzed racemization of the amino acid center. Furthermore, the specific choice of reacting the phenethylamine in a pre-dissolved organic phase prevents local concentration spikes that could lead to oligomerization or urea formation via the reaction of the amine with excess chloroformate. The final heating step to 40°C - 70°C promotes optimal phase separation, allowing the organic phase containing the product to be washed free of inorganic salts and water-soluble impurities, resulting in a crude product of such high quality that further purification is often unnecessary for agricultural applications.
How to Synthesize Substituted Valinamide Derivatives Efficiently
Implementing this synthesis route requires strict adherence to the sequential addition of reagents and temperature controls to maximize the formation of the desired valinamide scaffold. The process is designed as a telescoped one-pot operation where intermediate isolation is avoided, thereby reducing material handling and exposure risks. Operators must ensure that the alkaline dissolution of L-valine is complete before introducing the chloroformate to prevent the formation of N-acylated byproducts. The subsequent neutralization and catalytic activation are critical checkpoints that determine the overall yield potential of the batch. For a detailed breakdown of the specific molar ratios, addition rates, and work-up procedures validated by experimental data, please refer to the standardized synthesis guide below.
- React L-valine alkaline aqueous solution with isopropyl chloroformate at controlled temperatures (-20°C to 80°C) to form the initial activated species.
- Neutralize the mixture to pH 7, then add a catalytic amount of tertiary amine and additional isopropyl chloroformate to generate the mixed anhydride intermediate.
- React the resulting product with substituted phenethylamine dissolved in a minimal amount of organic solvent (e.g., TAME) to precipitate the final valinamide derivative.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the transition to this aqueous-based technology represents a strategic opportunity to optimize the cost structure of fungicide manufacturing while enhancing supply resilience. The elimination of large volumes of hazardous organic solvents in the early stages of synthesis directly translates to significant reductions in raw material procurement costs and waste disposal fees. Moreover, the use of water as a primary medium mitigates the fire and explosion hazards associated with flammable solvents, potentially lowering insurance premiums and relaxing facility safety requirements. The robustness of the reaction conditions, which tolerate a range of temperatures and utilize common industrial reagents, ensures that production can be maintained consistently even amidst fluctuations in the availability of specialty chemicals.
- Cost Reduction in Manufacturing: The economic benefits of this process are driven by the drastic simplification of the downstream processing workflow. By avoiding the need for extensive solvent exchange or complex distillation trains to recover high-boiling organic solvents, manufacturers can achieve substantial energy savings. The high space-time yield reported in the patent examples indicates that reactor occupancy time is minimized, allowing for increased throughput without capital investment in new equipment. Additionally, the high purity of the crude product reduces the dependency on costly chromatographic purification or multiple recrystallization cycles, further streamlining the cost of goods sold (COGS) for the final agrochemical active ingredient.
- Enhanced Supply Chain Reliability: Sourcing reliability is bolstered by the use of commodity chemicals such as L-valine, sodium hydroxide, and isopropyl chloroformate, which are produced globally at massive scales. Unlike specialized catalysts or exotic solvents that may be subject to geopolitical supply constraints, these foundational reagents offer a stable supply base. The process flexibility, which allows for the optional use of organic solvents only in the final extraction step, provides manufacturers with the agility to adapt to regional solvent availability or pricing volatility. This adaptability ensures continuous production schedules and reduces the risk of stockouts for critical crop protection intermediates.
- Scalability and Environmental Compliance: From an environmental, health, and safety (EHS) perspective, this methodology aligns perfectly with increasingly stringent global regulations regarding VOC emissions and wastewater discharge. The aqueous waste streams generated are easier to treat biologically compared to toxic organic solvent mixtures, simplifying compliance with environmental permits. The scalability of the process is evidenced by its one-pot nature, which minimizes transfer losses and exposure risks during scale-up from pilot to commercial tonnage. This green chemistry approach not only future-proofs the manufacturing asset against regulatory tightening but also enhances the brand reputation of the end-product as sustainably produced.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this valinamide synthesis technology. These insights are derived directly from the experimental data and process descriptions found in the patent literature, providing a factual basis for decision-making. Understanding these details is crucial for evaluating the feasibility of adopting this route for your specific supply chain needs.
Q: What are the primary advantages of using water as a solvent in valinamide synthesis?
A: Using water significantly reduces the reliance on volatile organic compounds (VOCs), lowers solvent disposal costs, and improves process safety by mitigating exothermic risks through water's high heat capacity. Additionally, it simplifies the work-up procedure by allowing easy phase separation when a water-immiscible solvent like TAME is introduced in the final step.
Q: How does this process improve product purity compared to conventional methods?
A: The process achieves high purity (up to 99.7% in examples) by utilizing a one-pot mixed anhydride strategy that minimizes side reactions. The specific use of catalytic tertiary amines and controlled pH neutralization prevents the formation of difficult-to-remove impurities, often eliminating the need for complex recrystallization steps.
Q: Is this synthesis method suitable for large-scale commercial manufacturing?
A: Yes, the method is highly scalable due to its robust thermal profile and the use of inexpensive, readily available reagents like L-valine and isopropyl chloroformate. The ability to perform key steps in aqueous media reduces the reactor volume requirements for organic solvents, making it economically viable for multi-ton production campaigns.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Valinamide Derivatives Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of the aqueous mixed anhydride technology described in CN1098250C for the production of high-value agrochemical intermediates. As a leading CDMO partner, we possess the technical expertise and infrastructure to translate this laboratory-scale innovation into robust commercial reality. Our facilities are equipped to handle complex multi-step syntheses with extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production. We maintain stringent purity specifications through our rigorous QC labs, ensuring that every batch of valinamide derivative meets the exacting standards required for modern fungicide formulations.
We invite you to collaborate with us to leverage this cost-effective and environmentally friendly synthesis route for your product portfolio. Our team is prepared to provide a Customized Cost-Saving Analysis tailored to your specific volume requirements, demonstrating how this technology can improve your margins. Please contact our technical procurement team today to request specific COA data and discuss route feasibility assessments for your next project, ensuring a secure and efficient supply of high-purity agrochemical intermediates.