Advanced Synthesis of E-2-(2-Tolyl)-2-Methoxyimino Methyl Acetate for Commercial Agrochemical Manufacturing
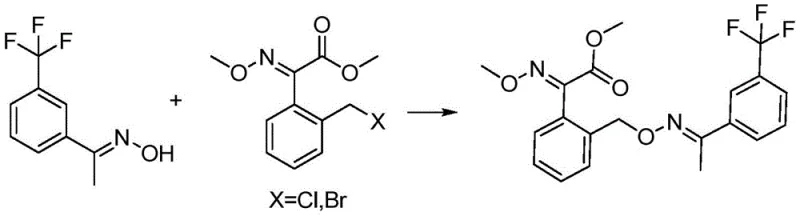
The global demand for high-efficiency fungicides continues to drive innovation in the synthesis of critical agrochemical intermediates. Patent CN110845358B introduces a transformative preparation method for (E)-2-(2-tolyl)-2-methoxyimino methyl acetate, a pivotal precursor in the manufacturing of Trifloxystrobin. This technical breakthrough addresses long-standing challenges in stereoselective synthesis, offering a pathway that significantly enhances yield while mitigating environmental hazards. For R&D directors and procurement strategists, understanding the nuances of this patent is essential for optimizing supply chains and reducing production costs in the competitive agrochemical sector. The method leverages a unique saponification-driven isomerization mechanism that converts less desirable Z-configurations into the commercially vital E-configuration, ensuring a robust supply of high-purity intermediates.
Traditionally, the synthesis of strobilurin fungicide intermediates has been plagued by inefficient isomer separation and harsh reaction conditions. Conventional methods often rely on the introduction of excessive hydrogen chloride gas or the use of sulfuric acid in methanol to force isomerization. These approaches impose severe limitations on industrial scalability due to the high corrosivity of the reagents, which necessitates expensive specialized equipment and rigorous maintenance protocols. Furthermore, the generation of hazardous acidic waste streams creates substantial environmental compliance burdens and disposal costs. The inability to effectively recycle mother liquors containing mixed isomers further exacerbates raw material inefficiencies, leading to inflated production costs and supply chain vulnerabilities for manufacturers relying on outdated synthetic routes.
In stark contrast, the novel approach detailed in the patent circumvents these pitfalls through a mild, aqueous-based saponification strategy. By subjecting the Z-isomer or E/Z mixtures to alkaline hydrolysis, the process induces a spontaneous configuration conversion to the E-acid form without the need for corrosive gaseous reagents. This shift not only simplifies the operational workflow but also drastically reduces the ecological footprint of the manufacturing process. The subsequent methylation step, conducted under controlled alkaline conditions, ensures high selectivity and yield. This methodology represents a paradigm shift for reliable agrochemical intermediate supplier networks, enabling the production of high-purity agrochemical intermediates with greater economic and environmental sustainability.
Mechanistic Insights into Saponification-Induced Isomerization
The core innovation of this technology lies in the mechanistic behavior of the oxime ester under alkaline saponification conditions. When the methyl ester containing the Z-configuration is exposed to a base such as sodium hydroxide in an aqueous medium, the ester bond cleaves to form the corresponding carboxylic acid salt. Crucially, thermodynamic stability favors the E-configuration of the resulting acid under these specific reaction parameters. This phenomenon allows for the effective 'correction' of stereochemistry during the hydrolysis step, turning what was previously considered waste (the Z-isomer) into a valuable feedstock. The reaction temperature, typically maintained between 40°C and 60°C, provides sufficient energy to overcome the activation barrier for isomerization while preventing the degradation of sensitive functional groups, ensuring the integrity of the molecular scaffold required for downstream biological activity.

Following the saponification and acidification steps, the resulting (E)-2-(2-tolyl)-2-methoxyiminoacetic acid exhibits exceptional purity profiles, as evidenced by HPLC analysis showing minimal impurity peaks. The subsequent methylation step utilizes reagents such as dimethyl sulfate or methyl halides in the presence of a base to regenerate the methyl ester functionality. This two-step sequence—hydrolysis followed by esterification—provides a robust purification effect, as many non-acidic impurities present in the original mother liquor are removed during the aqueous workup and extraction phases. For technical teams focused on cost reduction in agrochemical manufacturing, this inherent purification capability reduces the need for complex chromatographic separations, streamlining the path from crude reaction mixture to commercial-grade product.
How to Synthesize (E)-2-(2-Tolyl)-2-Methoxyimino Methyl Acetate Efficiently
The implementation of this synthesis route requires precise control over reaction parameters to maximize the efficiency of the Z-to-E conversion. The process begins with the preparation of an aqueous alkaline solution, into which the isomer mixture is introduced under controlled heating. Monitoring the reaction progress via HPLC is critical to determine the endpoint where the Z-isomer content drops below detectable limits. Following acidification and extraction, the isolated acid is subjected to methylation using optimized stoichiometry to prevent over-alkylation or side reactions. Detailed standardized synthesis steps see the guide below.
- Conduct saponification of the Z/E mixture or mother liquor using alkali in an aqueous solution at 40-60°C to convert Z-isomers to the E-acid.
- Extract the resulting (E)-2-(2-tolyl)-2-methoxyiminoacetic acid using organic solvents like toluene or dichloromethane.
- React the purified E-acid with a methylating agent under alkaline conditions to obtain the final high-purity methyl ester.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this patented methodology offers profound strategic advantages beyond mere technical feasibility. The elimination of corrosive hydrogen chloride gas and concentrated sulfuric acid from the process flow translates directly into reduced capital expenditure on corrosion-resistant reactor linings and piping systems. This reduction in equipment wear and tear extends the operational lifespan of manufacturing assets and lowers maintenance downtime, contributing to substantial cost savings over the lifecycle of the production facility. Furthermore, the ability to process mother liquors that were previously discarded enhances overall material utilization rates, effectively lowering the cost of goods sold by maximizing the yield from every kilogram of starting material purchased.
- Cost Reduction in Manufacturing: The shift to an aqueous saponification system eliminates the need for expensive dry solvents and hazardous gaseous reagents, significantly lowering raw material procurement costs. By converting low-value Z-isomers into high-value E-products, the process minimizes waste disposal fees and maximizes the economic return on investment for each batch. The simplified workup procedure reduces energy consumption associated with solvent recovery and distillation, further driving down operational expenses without compromising product quality.
- Enhanced Supply Chain Reliability: Utilizing readily available alkaline reagents such as sodium hydroxide instead of specialized corrosive gases mitigates supply chain risks associated with hazardous material transport and storage. The robustness of the reaction conditions allows for flexible manufacturing schedules, as the process is less sensitive to minor fluctuations in ambient conditions compared to gas-phase reactions. This stability ensures consistent output volumes, enabling supply chain planners to meet delivery commitments with greater confidence and reducing the lead time for high-purity agrochemical intermediates.
- Scalability and Environmental Compliance: The aqueous nature of the primary reaction step facilitates easier heat management and scaling from pilot to commercial production volumes. The reduction in hazardous waste generation aligns with increasingly stringent global environmental regulations, reducing the regulatory burden and potential liability for manufacturing sites. This environmental compatibility enhances the corporate sustainability profile, making the supply chain more resilient to future regulatory changes and appealing to eco-conscious downstream partners.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this synthesis route. These insights are derived directly from the experimental data and beneficial effects reported in the patent documentation, providing a clear understanding of the process capabilities. Understanding these details is crucial for technical teams evaluating the feasibility of integrating this method into existing production lines.
Q: How does this patent method improve upon traditional isomerization techniques?
A: Unlike traditional methods using corrosive hydrogen chloride gas or sulfuric acid which damage equipment and create hazardous waste, this patent utilizes a mild aqueous saponification process that naturally converts Z-isomers to the desired E-configuration with minimal environmental impact.
Q: Can this process utilize mother liquor from previous batches?
A: Yes, the method is specifically designed to recover value from mother liquors containing mixed E/Z isomers, converting the unwanted Z-configuration into the high-value E-product, thereby significantly reducing raw material waste.
Q: What are the purity specifications achievable with this route?
A: The process demonstrates the capability to achieve high purity levels, with HPLC analysis showing product content exceeding 98% after standard purification steps, meeting stringent requirements for agrochemical active ingredient synthesis.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable (E)-2-(2-Tolyl)-2-Methoxyimino Methyl Acetate Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical role that high-quality intermediates play in the global agrochemical supply chain. Our team of expert chemists possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of patent CN110845358B are fully realized in practical manufacturing environments. We maintain stringent purity specifications and operate rigorous QC labs to guarantee that every batch of (E)-2-(2-tolyl)-2-methoxyimino methyl acetate meets the exacting standards required for Trifloxystrobin synthesis. Our commitment to technical excellence ensures that our partners receive materials that facilitate smooth downstream processing and consistent final product quality.
We invite procurement leaders and R&D directors to collaborate with us to optimize their supply chains through advanced chemical manufacturing solutions. By leveraging our expertise in isomerization technologies, we can help your organization achieve significant efficiency gains and cost optimizations. Please contact our technical procurement team to request a Customized Cost-Saving Analysis tailored to your specific volume requirements. We are prepared to provide specific COA data and route feasibility assessments to support your decision-making process and secure a stable supply of critical intermediates.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →