Scalable Synthesis of Optically Pure Alpha-Ketoacyl Harringtonine Intermediates for Commercial API Production
Scalable Synthesis of Optically Pure Alpha-Ketoacyl Harringtonine Intermediates for Commercial API Production
The development of robust synthetic routes for complex alkaloid intermediates remains a cornerstone of modern pharmaceutical manufacturing, particularly for oncology therapeutics. Patent CN101585840A introduces a groundbreaking methodology for the preparation and purification of optically pure alpha-ketoacyl harringtonine derivatives, which serve as pivotal building blocks in the semi-synthesis of potent antitumor agents such as Homoharringtonine (HHT) and Harringtonine (HT). These compounds are clinically validated for treating acute non-lymphoid leukemia and other malignancies, yet their supply has historically been constrained by the limitations of natural extraction from endangered Cephalotaxus species. The disclosed technology overcomes these bottlenecks by establishing a reliable chemical synthesis pathway that ensures high optical purity and structural integrity, essential for meeting the rigorous regulatory standards of global health authorities.

The strategic value of this patent lies in its ability to decouple the production of these life-saving medicines from the ecological volatility of plant harvesting. By utilizing Cephalotaxine, a more abundant biosynthetic precursor found in the renewable parts of the plant, manufacturers can construct the complex ester side chains chemically. This shift not only protects biodiversity but also stabilizes the supply chain against seasonal and geographical fluctuations. For R&D directors and procurement specialists, understanding the nuances of this synthesis is critical, as it offers a viable alternative to the traditional Reformatsky reaction, which often suffers from poor yields and difficult purification profiles. The ability to produce these intermediates at scale with consistent quality is a significant competitive advantage in the generic and specialty pharmaceutical sectors.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the semi-synthesis of harringtonine alkaloids has relied heavily on the Reformatsky reaction between methyl bromoacetate and alpha-keto acyl harringtonine precursors. While chemically feasible, this classical approach presents substantial challenges for industrial scale-up. The reaction conditions are often harsh, requiring strict anhydrous environments and generating significant amounts of zinc waste, which complicates downstream processing and environmental compliance. Furthermore, the crude products obtained from Reformatsky reactions typically contain a complex mixture of stereoisomers and by-products that are notoriously difficult to separate. Traditional purification methods described in earlier literature often necessitate alumina column chromatography, a technique that is labor-intensive, solvent-heavy, and prone to significant product loss, resulting in overall yields that are economically unsustainable for large-scale commercial manufacturing.
The Novel Approach
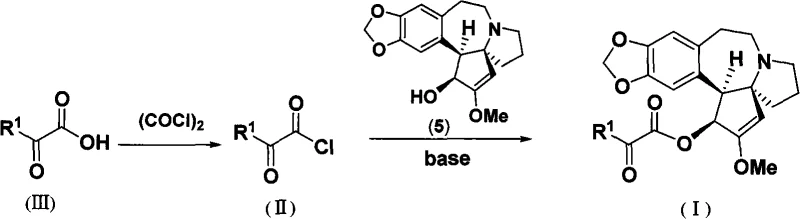
The methodology outlined in CN101585840A represents a paradigm shift by employing an acyl chloride activation strategy followed by a sophisticated liquid-liquid extraction purification protocol. Instead of relying on organometallic reagents, the process activates the alpha-keto acid using oxalyl chloride to generate a highly reactive acyl chloride intermediate. This intermediate is then coupled with Cephalotaxine under mild basic conditions. The true innovation, however, lies in the purification sequence. Rather than using solid-phase chromatography, the patent describes a series of aqueous washes using saturated sodium bisulfite (NaHSO3) and buffered solutions to selectively remove impurities. This approach drastically simplifies the workflow, reduces solvent consumption, and significantly enhances the recovery of the desired optically pure product, making it far more suitable for multi-kilogram production runs.
Mechanistic Insights into Acyl Chloride Activation and Esterification
The core chemical transformation involves the conversion of an alpha-keto acid (Structure III) into an alpha-keto acyl chloride (Structure II) using oxalyl chloride ((COCl)2). This activation step is critical because the alpha-keto functionality is sensitive to racemization and decomposition. The reaction is conducted in an inert organic solvent, preferably dichloromethane, with a catalytic amount of DMF to facilitate the formation of the Vilsmeier-Haack intermediate, which accelerates the chlorination. The temperature control is paramount, with the patent specifying a range of -80°C to 50°C, though operationally, maintaining the reaction between -20°C and 30°C provides the optimal balance between reaction rate and stability. Once the acyl chloride is formed, it is reacted immediately with Cephalotaxine (Structure 5) in the presence of an organic base such as pyridine. The base serves a dual purpose: it acts as a nucleophilic catalyst to enhance the acylation rate and as an acid scavenger to neutralize the HCl by-product, preventing the protonation of the sensitive amine nitrogen in the Cephalotaxine core.
Purity control is achieved through a mechanistic understanding of the impurities' solubility and chemical reactivity. The crude reaction mixture, often an oil, contains unreacted acids, hydrolyzed by-products, and excess reagents. The addition of saturated NaHSO3 solution is a clever chemical trick; bisulfite ions can form adducts with residual carbonyl impurities or reduce oxidized species, rendering them water-soluble. Subsequent washing with saturated Na2CO3 adjusts the pH to 7-8, ensuring that any acidic impurities are ionized and partitioned into the aqueous phase, while the neutral ester product remains in the organic layer. Finally, washing with a pH 6.8 buffer removes trace salts and stabilizes the product before recrystallization. This multi-stage extraction effectively replaces the need for silica or alumina chromatography, preserving the optical integrity of the chiral centers.
How to Synthesize Optically Pure Alpha-Ketoacyl Harringtonine Efficiently
The synthesis of these high-value intermediates requires precise adherence to the patented protocol to ensure reproducibility and high optical purity. The process begins with the careful selection of the alpha-keto acid side chain, which dictates the final biological activity of the derivative. Operators must maintain strict temperature control during the activation phase to prevent thermal degradation. Following the coupling reaction, the workup procedure is just as critical as the reaction itself; the sequential washing steps must be performed thoroughly to remove all traces of acidic and basic impurities that could catalyze decomposition during storage. The final recrystallization step, typically using ether or ethyl acetate, is essential for achieving the high melting points and sharp NMR signals indicative of pharmaceutical-grade material. Detailed standardized operating procedures for these steps are essential for technology transfer.
- Activate the alpha-keto acid precursor by reacting it with oxalyl chloride in dichloromethane at low temperatures (-80°C to 50°C) to form the reactive acyl chloride intermediate.
- React the resulting acyl chloride with Cephalotaxine in an inert organic solvent using an organic base like pyridine as an acid-binding agent to form the crude ester.
- Purify the oily crude product through a specialized workup involving saturated NaHSO3 washing, pH adjustment to 7-8 with Na2CO3, and final recrystallization to obtain high-purity crystals.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this synthetic route offers profound strategic benefits beyond mere technical feasibility. The primary advantage is the decoupling of raw material supply from the volatile agricultural sector. Natural Cephalotaxus plants are slow-growing and endangered, making direct extraction an unsustainable long-term strategy that poses significant reputational and regulatory risks. By shifting to a semi-synthetic model based on renewable Cephalotaxine and chemically synthesized side chains, manufacturers can secure a stable, year-round supply of intermediates that is immune to weather patterns, harvest failures, or geopolitical restrictions on plant exports. This reliability is crucial for maintaining continuous API production lines and meeting the Just-In-Time delivery expectations of major pharmaceutical clients.
- Cost Reduction in Manufacturing: The elimination of column chromatography from the purification process results in substantial cost savings. Chromatographic separations are expensive due to the high cost of stationary phases, the large volumes of solvents required, and the significant labor hours involved in packing and running columns. By replacing this with liquid-liquid extractions, the process dramatically reduces solvent waste disposal costs and increases throughput capacity. Furthermore, the reported yields for specific derivatives, such as compound 7 (86%) and compound 10 (87%), indicate a highly efficient conversion of raw materials into finished goods, minimizing the cost of goods sold (COGS) per kilogram of active intermediate.
- Enhanced Supply Chain Reliability: The starting materials for this synthesis, including various alpha-keto acids and oxalyl chloride, are commodity chemicals available from multiple global suppliers. This diversification of the supply base reduces the risk of single-source dependency. Additionally, the synthetic route is robust and tolerant of minor variations in reaction conditions, which enhances the consistency of batch-to-batch production. For supply chain planners, this means predictable lead times and the ability to scale production volumes rapidly in response to market demand without the long lead times associated with cultivating and harvesting plant biomass.
- Scalability and Environmental Compliance: From an environmental, health, and safety (EHS) perspective, this process is significantly greener than traditional methods. The avoidance of heavy metal reagents (like zinc in Reformatsky reactions) and the reduction in solvent usage align with modern green chemistry principles. This facilitates easier regulatory approval and reduces the burden on waste treatment facilities. The process is inherently scalable; the exothermic nature of the acyl chloride formation can be managed effectively in large reactors with proper cooling, and the extraction steps are easily adapted to continuous flow or large-scale batch separators, supporting commercial scale-up from pilot plants to multi-ton annual production capacities.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this synthesis technology. They are derived from the specific experimental data and claims within the patent documentation, providing clarity on the operational parameters and quality outcomes expected from this manufacturing route. Understanding these details is vital for process engineers and quality assurance teams evaluating the feasibility of adopting this method for their own production facilities.
Q: Why is the purification method in CN101585840A superior to traditional alumina column chromatography?
A: The patented method utilizes a liquid-liquid extraction protocol with saturated NaHSO3 and buffered solutions, eliminating the need for complex and low-yield alumina column separation, thereby significantly improving operational efficiency and overall recovery rates.
Q: What represents the critical temperature control range for the acyl chloride formation step?
A: The reaction between the alpha-keto acid and oxalyl chloride must be strictly maintained between -80°C and 50°C, with a preferred range of -20°C to 30°C, to ensure optimal conversion while minimizing side reactions and decomposition of the sensitive keto-functionality.
Q: How does this synthetic route address the supply chain risks associated with natural plant extraction?
A: By enabling the semi-synthesis of these alkaloids from renewable Cephalotaxine precursors rather than relying on the direct extraction of rare Cephalotaxus plants, this method ensures a sustainable, scalable, and environmentally compliant supply of critical anticancer intermediates.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Alpha-Ketoacyl Harringtonine Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical role that high-quality intermediates play in the global fight against cancer. Our technical team has extensively analyzed the pathways described in CN101585840A and possesses the expertise to execute this complex chemistry with precision. We offer comprehensive CDMO services tailored to the unique challenges of alkaloid synthesis. Our facilities are equipped to handle the stringent temperature controls and specialized workup procedures required for these sensitive molecules. We have extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that your supply needs are met with consistency and reliability. Our commitment to quality is underscored by our stringent purity specifications and rigorous QC labs, which utilize advanced analytical techniques to verify the optical purity and structural integrity of every batch.
We invite potential partners to engage with us for a Customized Cost-Saving Analysis specific to your project requirements. Whether you are looking to optimize an existing supply chain or develop a new generic version of a harringtonine-based therapy, our team is ready to assist. Please contact our technical procurement team to request specific COA data, route feasibility assessments, and detailed quotations. Let us collaborate to bring these life-saving medicines to patients more efficiently and affordably.