Advanced Purification Technology for Lappaconitine Hydrobromide: Enhancing API Quality and Supply Chain Efficiency
The pharmaceutical industry continuously demands higher purity standards for active pharmaceutical ingredients (APIs), particularly for potent analgesics like Lappaconitine Hydrobromide (LH). Patent CN102127018B introduces a transformative refinement method that addresses the critical limitations of existing purification technologies. As a non-addictive central nervous system analgesic derived from Aconitum sinomontanum Nakai, LH requires stringent quality control to ensure clinical safety, especially for injectable formulations. The patented technology leverages a sophisticated dual-solvent recrystallization technique that significantly enhances purity while maintaining high recovery rates. This innovation represents a pivotal shift from rudimentary washing methods to a precision-controlled crystallization process, offering a robust solution for manufacturers aiming to meet rigorous international pharmacopoeia standards.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the purification of Lappaconitine Hydrobromide has relied on simplistic washing protocols, often utilizing single-solvent systems such as ethanol. Prior art, including patents CN 1817865A and CN 1706831A, describes methods where crude crystals are merely washed with alcohol and dried. However, empirical data demonstrates that these conventional approaches yield diminishing returns, typically increasing purity by less than 1%. Furthermore, legacy quality control methods often depended on Thin Layer Chromatography (TLC), which lacks the sensitivity to detect trace alkaloid impurities effectively. For instance, commercial raw materials tested via TLC might appear pure, yet High Performance Liquid Chromatography (HPLC) reveals impurity levels as high as 4.66% to 8.3%. This discrepancy poses significant risks for downstream formulation, potentially compromising the safety profile of the final drug product and limiting its application in high-value therapeutic areas.
The Novel Approach
The novel approach detailed in the patent fundamentally re-engineers the purification landscape by introducing a controlled dual-solvent system. Instead of passive washing, the process actively manipulates solubility differentials through precise thermal and volumetric adjustments. By dissolving the raw material in methanol at elevated temperatures (40-70°C) and subsequently introducing an anti-solvent like absolute ethanol, the method creates a supersaturated environment conducive to selective crystallization. This strategic manipulation allows the target molecule to form a stable crystal lattice while excluding structurally similar alkaloid impurities. The result is a dramatic improvement in quality, with HPLC analysis confirming purity levels exceeding 97% and impurity content dropping below 3%. This method not only surpasses the efficacy of traditional washing but also establishes a new benchmark for the reliability of pharmaceutical intermediate suppliers dealing with complex natural product derivatives.
Mechanistic Insights into Dual-Solvent Recrystallization
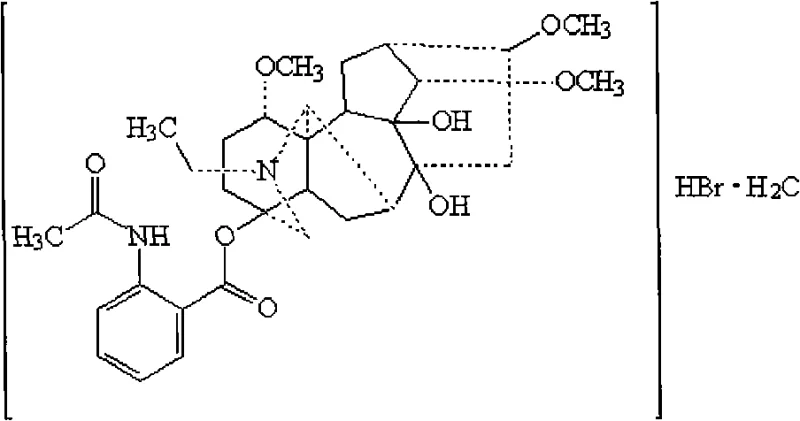
The core mechanism driving this purification success lies in the thermodynamic control of solubility and nucleation. Lappaconitine Hydrobromide, as depicted in its structural formula, is a complex diterpenoid alkaloid with multiple functional groups that influence its solvation behavior. In the initial heating phase, methanol acts as a strong solvent, breaking down intermolecular forces and ensuring complete dissolution of both the target compound and soluble impurities. The subsequent addition of a second solvent, such as absolute ethanol or acetone, alters the polarity of the medium, effectively reducing the solubility of the target compound without precipitating impurities immediately. This gradual shift is critical; it prevents the rapid, chaotic precipitation that often traps impurities within the crystal matrix. By carefully managing the solvent ratio (1/3 to 1 times the volume of the first solvent), the process optimizes the supersaturation point, favoring the growth of large, pure crystals over the formation of micro-crystalline aggregates that harbor contaminants.
Temperature regulation serves as the second pillar of this mechanistic strategy. The protocol mandates a controlled cooling trajectory, moving from the dissolution temperature down to room temperature, and finally to a crystallization range of -20°C to 0°C. This slow降温 (cooling) curve is essential for kinetic control. Rapid cooling could lead to 'oiling out,' where the compound separates as an amorphous liquid rather than a solid, trapping significant amounts of mother liquor and impurities. Conversely, the specified low-temperature hold allows for the orderly arrangement of molecules into the crystal lattice, effectively rejecting foreign molecules that do not fit the geometric constraints. This rigorous thermal management ensures that the final product not only meets chemical purity specifications but also possesses superior physical properties, such as flowability and stability, which are vital for subsequent tabletting or lyophilization processes in API manufacturing.
How to Synthesize Lappaconitine Hydrobromide Efficiently
The synthesis and subsequent purification of Lappaconitine Hydrobromide require a meticulous adherence to solvent ratios and thermal profiles to achieve the reported >97% purity. The following guide outlines the operational framework derived from the patent examples, emphasizing the critical control points necessary for reproducibility. Operators must ensure that the weight-to-volume ratio of the raw material to methanol remains between 10% and 20% to prevent saturation issues that could hinder filtration. Furthermore, the selection of the second solvent offers flexibility, allowing manufacturers to optimize based on availability and cost, with absolute ethanol being the preferred choice for balancing performance and safety. The detailed standardized synthesis steps, including specific stirring rates and filtration techniques, are provided in the structured guide below to facilitate immediate implementation in pilot or production scales.
- Dissolve crude Lappaconitine Hydrobromide in methanol at a weight-volume ratio of 10-20% under heating (40-70°C).
- Add a second solvent (absolute ethanol, water, acetone, or chloroform) equivalent to 1/3 to 1 times the volume of methanol and cool to room temperature.
- Crystallize the mixture at -20°C to 0°C, filter the crystals, and vacuum dry at 30-65°C to obtain high-purity product.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this refined purification process translates directly into tangible operational efficiencies and risk mitigation. Traditional purification methods often suffer from low yields and inconsistent quality, leading to batch rejections and supply disruptions. By implementing this dual-solvent recrystallization technique, organizations can secure a more stable supply of high-quality intermediates. The process eliminates the need for expensive and time-consuming chromatographic separations, which are often bottlenecks in the production of natural product-derived APIs. Instead, it relies on unit operations that are standard in any chemical facility, thereby reducing capital expenditure requirements and simplifying the technology transfer process from lab to plant. This accessibility ensures that the supply chain remains resilient against fluctuations in specialized equipment availability.
- Cost Reduction in Manufacturing: The economic impact of this technology is driven by the elimination of complex separation media and the optimization of solvent usage. Unlike column chromatography, which consumes vast quantities of silica gel and solvents with high disposal costs, this recrystallization method utilizes recoverable solvents like methanol and ethanol. The high recovery rate, consistently exceeding 90%, means that less raw material is wasted during the purification stage, directly lowering the cost of goods sold (COGS). Furthermore, the simplicity of the operation reduces labor hours and energy consumption associated with prolonged processing times, resulting in substantial cost savings that enhance the overall competitiveness of the final API in the global market.
- Enhanced Supply Chain Reliability: Supply continuity is often threatened by the complexity of purification steps that are prone to failure or variability. This method mitigates such risks by employing robust, well-understood chemical principles that are less sensitive to minor operational deviations. The use of common, commercially available solvents ensures that production is not halted due to the scarcity of specialized reagents. Additionally, the shortened production cycle—achieved through efficient crystallization and drying phases—allows for faster turnover of batches. This agility enables manufacturers to respond more swiftly to market demand surges, ensuring that downstream pharmaceutical partners receive their materials on schedule without compromising on the stringent quality required for analgesic medications.
- Scalability and Environmental Compliance: From an environmental and regulatory standpoint, this process aligns perfectly with modern green chemistry initiatives. The solvents employed are relatively benign compared to the halogenated solvents often used in alternative purification routes, simplifying waste treatment and reducing the environmental footprint of the manufacturing site. The scalability is inherent in the design; the linear relationship between solvent volume and raw material mass allows for seamless scale-up from kilogram to tonne quantities without the need for re-optimization of critical parameters. This ease of scale-up facilitates rapid commercialization, allowing companies to bring high-purity Lappaconitine Hydrobromide to market faster while maintaining compliance with increasingly strict environmental regulations regarding volatile organic compound (VOC) emissions.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this purification technology. These insights are derived directly from the experimental data and comparative examples provided in the patent documentation, offering clarity on performance metrics and operational feasibility. Understanding these nuances is essential for technical teams evaluating the integration of this process into their existing manufacturing workflows. The answers reflect the proven capabilities of the method to handle varying grades of raw materials, ensuring consistent output quality regardless of the initial impurity profile.
Q: What is the primary advantage of this dual-solvent purification method over traditional alcohol washing?
A: Traditional alcohol washing typically improves purity by less than 1%, whereas this dual-solvent recrystallization method consistently reduces impurities from ~4.66% to below 3%, achieving a final content of over 97% as detected by HPLC.
Q: Why is temperature control critical during the crystallization phase of Lappaconitine Hydrobromide?
A: Lappaconitine Hydrobromide is sensitive to thermooxidizing and abrupt temperature changes. Controlled cooling from 40-70°C down to -20°C prevents the co-crystallization of impurities and avoids oiling out, ensuring a stable crystal lattice and high recovery rates above 90%.
Q: Can this purification process be scaled for commercial API production?
A: Yes, the process utilizes standard industrial solvents like methanol and ethanol and requires only conventional heating, cooling, and vacuum drying equipment, making it highly scalable for commercial manufacturing without the need for complex chromatography columns.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Lappaconitine Hydrobromide Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition from patent to production requires more than just chemical knowledge; it demands engineering excellence and unwavering commitment to quality. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of this dual-solvent recrystallization method are fully realized in a GMP environment. We operate stringent purity specifications and maintain rigorous QC labs equipped with advanced HPLC systems to verify that every batch of Lappaconitine Hydrobromide meets the >97% purity benchmark. Our infrastructure is designed to handle the specific thermal and solvent requirements of this process, guaranteeing a supply of material that is ready for immediate formulation into high-value analgesic therapies.
We invite potential partners to engage with our technical procurement team to discuss how this advanced purification route can optimize your supply chain. By requesting a Customized Cost-Saving Analysis, you can quantify the potential reductions in manufacturing expenses and waste generation specific to your operation. We encourage you to contact us today to obtain specific COA data from our recent pilot runs and to receive comprehensive route feasibility assessments tailored to your production capacity. Let us collaborate to elevate the standard of pain management therapeutics through superior chemical manufacturing.