Scalable Azide-Free Synthesis of RO-64-0796 Intermediates for Global Pharmaceutical Supply Chains
The pharmaceutical industry continuously seeks robust and safe synthetic pathways for critical antiviral agents, particularly neuraminidase inhibitors like RO-64-0796, which serve as pivotal intermediates in the production of life-saving medications. Patent CN1191230C introduces a groundbreaking multistep process for preparing 1,2-diamino compounds from 1,2-epoxides, fundamentally shifting the paradigm away from traditional azide-based chemistry that has long plagued industrial scalability. This innovation addresses the critical need for safer, more efficient manufacturing protocols by eliminating the reliance on potentially explosive azide reagents and intermediates, thereby offering a distinct competitive advantage for commercial production. The methodology described herein leverages magnesium halide catalysis to achieve high regioselectivity during the ring-opening of epoxides, ensuring consistent quality and yield essential for pharmaceutical grade materials. By adopting this azide-free approach, manufacturers can significantly mitigate safety risks associated with hazardous reagent handling while simultaneously streamlining the overall synthetic sequence. This technical advancement represents a substantial leap forward in the process chemistry of complex pharmaceutical intermediates, aligning perfectly with modern green chemistry principles and stringent global safety regulations. For stakeholders in the pharmaceutical supply chain, this patent data underscores a viable pathway to enhance production capacity without compromising on safety or environmental compliance standards.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of 1,2-diamino compounds, particularly those serving as precursors for neuraminidase inhibitors, has heavily relied on reaction sequences involving azide intermediates, which present severe safety and operational challenges on an industrial scale. Traditional methods often require the handling of highly toxic and potentially explosive azide reagents, necessitating specialized equipment and rigorous safety protocols that drastically increase capital expenditure and operational complexity. The inherent instability of azide intermediates poses significant risks during storage, transport, and processing, leading to potential production delays and increased insurance costs for manufacturing facilities. Furthermore, the removal of residual azide species from the final product requires additional purification steps, which can negatively impact overall yield and extend production lead times. These conventional routes often suffer from poor atom economy and generate substantial hazardous waste, creating environmental burdens that conflict with increasingly strict regulatory frameworks. The reliance on such dangerous chemistry limits the number of qualified suppliers capable of producing these intermediates, creating bottlenecks in the global supply chain and increasing vulnerability to disruptions. Consequently, the pharmaceutical industry has long sought alternative synthetic strategies that can deliver the same structural complexity without the associated safety liabilities and cost inefficiencies of azide chemistry.
The Novel Approach
The novel approach detailed in the patent data circumvents these historical limitations by employing a magnesium halide-catalyzed ring-opening of 1,2-epoxides with amines, effectively bypassing the need for any azide reagents throughout the entire synthetic sequence. This method utilizes readily available and stable starting materials, such as cyclohexene oxides, which are treated with amines in the presence of catalysts like magnesium bromide etherate to form 2-aminoalcohol intermediates with high precision. The elimination of azides not only enhances operational safety but also simplifies the process workflow by removing the need for specialized containment systems and extensive safety monitoring required for explosive substances. By leveraging the Lewis acidity of magnesium halides, the reaction achieves excellent regioselectivity, ensuring that the amine nucleophile attacks the desired position on the epoxide ring to form the correct stereochemical configuration. This catalytic system operates under relatively mild conditions, reducing energy consumption and minimizing the degradation of sensitive functional groups often present in complex pharmaceutical intermediates. The resulting process is inherently more scalable, allowing for seamless transition from laboratory benchtop to multi-ton commercial production without the engineering constraints imposed by hazardous azide chemistry. This strategic shift in synthetic design offers a compelling value proposition for manufacturers seeking to optimize cost structures while maintaining the highest standards of product quality and safety.
Mechanistic Insights into Magnesium Halide-Catalyzed Epoxide Opening
The core mechanistic advantage of this process lies in the activation of the 1,2-epoxide ring by magnesium halide catalysts, which coordinate with the oxygen atom to increase the electrophilicity of the adjacent carbon centers. 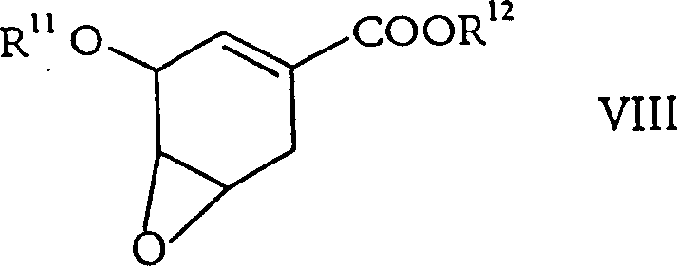 This coordination facilitates the nucleophilic attack by the amine reagent, leading to the regioselective formation of the 2-aminoalcohol intermediate as depicted in Formula III. The use of magnesium bromide etherate is particularly effective due to its solubility in organic solvents and its ability to stabilize the transition state, ensuring high conversion rates even with sterically hindered substrates. The reaction conditions are carefully optimized to prevent side reactions such as polymerization or over-alkylation, which are common pitfalls in uncatalyzed epoxide openings. Following the initial ring opening, the resulting 2-aminoalcohol undergoes further transformation, where the amino group may be protected or modified depending on the specific substituents employed.
This coordination facilitates the nucleophilic attack by the amine reagent, leading to the regioselective formation of the 2-aminoalcohol intermediate as depicted in Formula III. The use of magnesium bromide etherate is particularly effective due to its solubility in organic solvents and its ability to stabilize the transition state, ensuring high conversion rates even with sterically hindered substrates. The reaction conditions are carefully optimized to prevent side reactions such as polymerization or over-alkylation, which are common pitfalls in uncatalyzed epoxide openings. Following the initial ring opening, the resulting 2-aminoalcohol undergoes further transformation, where the amino group may be protected or modified depending on the specific substituents employed. 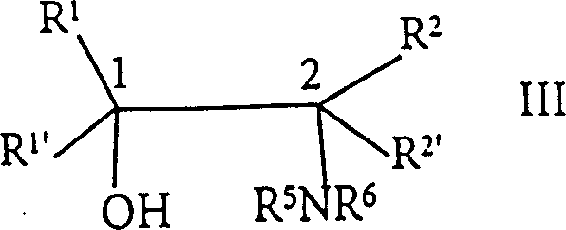 This step is crucial for setting the stage for the subsequent introduction of the second amino functionality, which is achieved through a series of protection, activation, and displacement reactions. The precise control over stereochemistry during these steps is vital for ensuring the biological activity of the final neuraminidase inhibitor, as the spatial arrangement of atoms directly influences binding affinity to the target enzyme. The mechanistic pathway avoids the formation of unstable intermediates, relying instead on robust covalent bonds that withstand the rigors of industrial processing. This level of mechanistic control translates directly into consistent product quality, reducing batch-to-batch variability and ensuring that the final intermediate meets the stringent purity specifications required for pharmaceutical applications.
This step is crucial for setting the stage for the subsequent introduction of the second amino functionality, which is achieved through a series of protection, activation, and displacement reactions. The precise control over stereochemistry during these steps is vital for ensuring the biological activity of the final neuraminidase inhibitor, as the spatial arrangement of atoms directly influences binding affinity to the target enzyme. The mechanistic pathway avoids the formation of unstable intermediates, relying instead on robust covalent bonds that withstand the rigors of industrial processing. This level of mechanistic control translates directly into consistent product quality, reducing batch-to-batch variability and ensuring that the final intermediate meets the stringent purity specifications required for pharmaceutical applications.
Impurity control is intrinsically built into this synthetic design through the selection of specific protecting groups and reaction conditions that minimize the formation of byproducts. The conversion of the 2-aminoalcohol to the 1,2-diamino compound involves the formation of a Schiff base or acyl derivative, which serves to mask the reactivity of the first amino group while the hydroxyl group is activated as a leaving group. 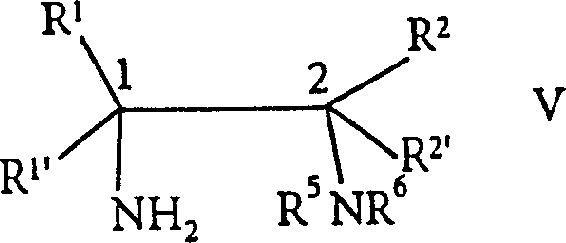 This activation typically involves conversion to a sulfonate ester, such as a mesylate, which is then displaced by a second amine molecule to install the second nitrogen atom with inversion of configuration. The use of Schiff bases allows for a one-pot synthesis in certain embodiments, reducing the number of isolation steps and minimizing material loss. Throughout this sequence, the choice of solvents and temperatures is critical to suppress competing elimination reactions that could lead to olefinic impurities. The final deprotection steps are designed to be mild yet effective, ensuring that the sensitive cyclohexene ring system remains intact while removing temporary protecting groups to reveal the free amino functions. This comprehensive approach to impurity management ensures that the final product profile is clean, reducing the burden on downstream purification processes and enhancing the overall efficiency of the manufacturing campaign. For R&D directors, this level of chemical robustness provides confidence in the scalability and reproducibility of the process across different manufacturing sites.
This activation typically involves conversion to a sulfonate ester, such as a mesylate, which is then displaced by a second amine molecule to install the second nitrogen atom with inversion of configuration. The use of Schiff bases allows for a one-pot synthesis in certain embodiments, reducing the number of isolation steps and minimizing material loss. Throughout this sequence, the choice of solvents and temperatures is critical to suppress competing elimination reactions that could lead to olefinic impurities. The final deprotection steps are designed to be mild yet effective, ensuring that the sensitive cyclohexene ring system remains intact while removing temporary protecting groups to reveal the free amino functions. This comprehensive approach to impurity management ensures that the final product profile is clean, reducing the burden on downstream purification processes and enhancing the overall efficiency of the manufacturing campaign. For R&D directors, this level of chemical robustness provides confidence in the scalability and reproducibility of the process across different manufacturing sites.
How to Synthesize RO-64-0796 Intermediate Efficiently
The synthesis of the core 1,2-diamino structure begins with the preparation of the appropriate cyclohexene oxide starting material, which is then subjected to the magnesium-catalyzed ring opening with an allylamine or benzylamine derivative. The detailed standardized synthesis steps involve precise control of stoichiometry, temperature, and addition rates to ensure optimal yield and selectivity at each stage of the multistep sequence. Operators must adhere to strict protocols regarding the handling of the magnesium catalyst and the subsequent workup procedures to remove metal residues effectively. The process flows through intermediate isolation or telescoping depending on the specific embodiment chosen, with careful monitoring of reaction progress via HPLC or other analytical techniques.
- Treat 1,2-epoxide with amine using magnesium bromide etherate catalyst to form 2-aminoalcohol.
- Convert 2-aminoalcohol to protected intermediate via isomerization or hydrogenolysis depending on amine substituents.
- Transform hydroxyl group to leaving group and displace with amine to form 1,2-diamino compound.
Commercial Advantages for Procurement and Supply Chain Teams
The adoption of this azide-free synthetic route offers profound commercial advantages that extend far beyond the laboratory, directly impacting the bottom line and operational resilience of pharmaceutical supply chains. By eliminating the need for hazardous azide reagents, manufacturers can significantly reduce the costs associated with specialized safety infrastructure, hazardous waste disposal, and regulatory compliance reporting. This reduction in operational overhead translates into a more competitive pricing structure for the final intermediate, providing procurement managers with greater flexibility in budgeting and cost negotiation. Furthermore, the use of common industrial catalysts and solvents enhances supply chain reliability by reducing dependence on niche suppliers of dangerous chemicals that may be subject to strict transportation restrictions or geopolitical volatility. The simplified process flow also allows for faster technology transfer between manufacturing sites, ensuring continuity of supply even in the event of regional disruptions or capacity constraints. For supply chain heads, the ability to source this intermediate from a broader base of qualified contract manufacturers reduces single-source risk and strengthens negotiation leverage. The inherent safety of the process also lowers insurance premiums and liability exposure, contributing to long-term financial stability for the manufacturing organization. Overall, this technological shift represents a strategic enabler for cost reduction in pharmaceutical intermediate manufacturing while simultaneously enhancing the robustness and agility of the global supply network.
- Cost Reduction in Manufacturing: The elimination of expensive and hazardous azide reagents removes the need for costly safety mitigation measures and specialized waste treatment protocols, leading to substantial operational savings. By utilizing widely available magnesium halide catalysts and standard organic solvents, the process minimizes raw material costs and reduces the complexity of the supply base. The streamlined synthetic sequence reduces the number of unit operations required, lowering energy consumption and labor costs associated with extended processing times. Additionally, the improved yield and purity profile reduce the volume of material lost to purification and reprocessing, maximizing the efficiency of raw material utilization. These cumulative efficiencies drive down the cost of goods sold, allowing for more competitive market positioning and improved margin protection for downstream drug products.
- Enhanced Supply Chain Reliability: Removing azides from the supply chain eliminates a major logistical bottleneck, as these materials often face strict transportation regulations and limited carrier availability. The use of stable, non-hazardous starting materials ensures that raw material delivery is less susceptible to delays caused by safety inspections or regulatory hold-ups. This stability allows for more accurate demand forecasting and inventory planning, reducing the need for excessive safety stock and freeing up working capital. The broader availability of qualified manufacturers capable of running this safer chemistry diversifies the supplier base, mitigating the risk of production stoppages due to facility-specific issues. For procurement teams, this means greater assurance of on-time delivery and the ability to respond more flexibly to fluctuations in market demand without compromising product quality or compliance.
- Scalability and Environmental Compliance: The process is designed for seamless scale-up from pilot plant to commercial production, utilizing standard reactor configurations that do not require exotic engineering controls for explosion containment. This scalability ensures that supply can be rapidly ramped up to meet surges in demand, such as during pandemic scenarios, without the long lead times associated with building specialized hazardous handling facilities. From an environmental perspective, the azide-free route generates less hazardous waste and reduces the carbon footprint associated with energy-intensive safety measures. This alignment with green chemistry principles supports corporate sustainability goals and simplifies the environmental permitting process for new manufacturing lines. The reduced environmental impact also enhances the brand reputation of the pharmaceutical company, appealing to socially conscious investors and stakeholders who prioritize responsible manufacturing practices.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this azide-free synthesis technology for neuraminidase inhibitor intermediates. These answers are derived directly from the patent specifications and reflect the practical considerations for industrial adoption.
Q: Why is the azide-free route preferred for RO-64-0796 production?
A: The azide-free route eliminates the use of highly toxic and explosive azide reagents, significantly improving operational safety and reducing regulatory hurdles associated with hazardous material handling in large-scale manufacturing.
Q: What catalyst is used for the epoxide ring-opening step?
A: The process utilizes magnesium halides, specifically magnesium bromide etherate, which provides excellent regioselectivity and reaction rates under mild conditions compared to traditional lanthanide catalysts.
Q: How does this method impact supply chain reliability?
A: By avoiding specialized equipment required for azide chemistry and using common industrial solvents and catalysts, the method enhances supply chain continuity and allows for broader manufacturer participation.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable RO-64-0796 Intermediate Supplier
NINGBO INNO PHARMCHEM stands at the forefront of implementing advanced synthetic methodologies like the azide-free route described in CN1191230C to deliver high-quality pharmaceutical intermediates to the global market. Our technical team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory innovation to industrial reality is seamless and efficient. We maintain stringent purity specifications and operate rigorous QC labs to guarantee that every batch of RO-64-0796 intermediate meets the exacting standards required for API synthesis. Our commitment to safety and quality means that we have fully integrated these safer chemical processes into our manufacturing infrastructure, providing our partners with a secure and reliable source of critical materials. By choosing NINGBO INNO PHARMCHEM, you are partnering with a provider who understands the complexities of modern pharmaceutical supply chains and is dedicated to supporting your production goals with technical excellence.
We invite you to engage with our technical procurement team to discuss how this innovative synthesis route can benefit your specific project requirements and cost structures. Request a Customized Cost-Saving Analysis to understand the potential economic impact of switching to this azide-free methodology for your supply chain. Our experts are ready to provide specific COA data and route feasibility assessments to demonstrate our capability to deliver this complex intermediate at the scale and quality you demand. Contact us today to secure a sustainable and competitive supply of RO-64-0796 intermediates for your pharmaceutical development and commercialization programs.