Advanced Catalytic Synthesis of Halogenated Benzonitrile Esters for High-Efficiency Herbicide Production
Advanced Catalytic Synthesis of Halogenated Benzonitrile Esters for High-Efficiency Herbicide Production
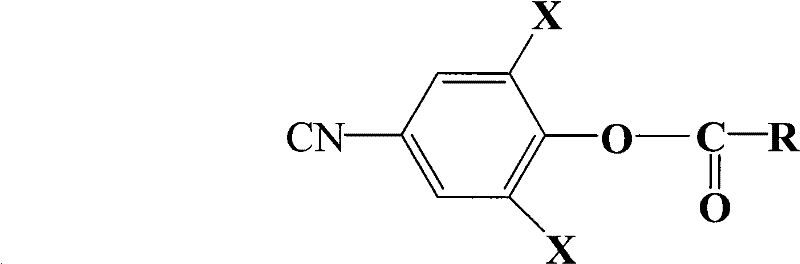
The global agrochemical industry is constantly seeking more sustainable and cost-effective pathways for producing high-performance herbicides. Patent CN101328139B introduces a groundbreaking synthesis process for halogenated benzonitrile ester series compounds, specifically targeting potent herbicides like bromoxynil and ioxynil esters. This technology represents a significant departure from traditional manufacturing methods by utilizing a novel catalytic system that combines oxidative halogenation with direct esterification. By employing ethanol as a green solvent and hydrogen peroxide as a non-polluting oxidant, this process addresses critical pain points regarding environmental compliance and atomic economy. For R&D directors and procurement managers alike, understanding this patented route offers a strategic advantage in sourcing high-purity agrochemical intermediates while drastically reducing the ecological footprint of production facilities.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of bromoxynil octanoate and related esters has been plagued by inefficient halogen utilization and severe environmental hazards. Traditional protocols often rely on hazardous solvents such as N,N-dimethylformamide (DMF) or methanol, which pose significant health risks and complicate wastewater treatment due to their high solubility and toxicity. Furthermore, conventional bromination techniques frequently utilize hydrogen bromide, requiring a complex oxidation loop to regenerate elemental bromine, which leads to substantial reagent consumption and the generation of corrosive waste streams. The use of organic bases like pyridine or triethylamine as acid scavengers in the esterification step further exacerbates cost issues and introduces difficult-to-remove impurities that compromise the final product's purity. These legacy methods often struggle to consistently achieve content levels above 95%, necessitating costly purification steps that erode profit margins and extend lead times for supply chain operators.
The Novel Approach
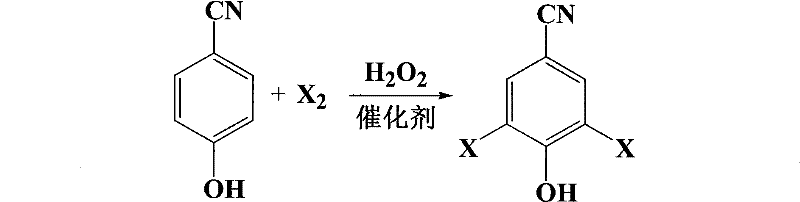
In stark contrast, the methodology disclosed in CN101328139B leverages a streamlined two-step reaction sequence that prioritizes green chemistry principles without sacrificing yield or quality. The process initiates with the oxidative halogenation of p-cyanophenol, where hydrogen peroxide serves as a clean oxidant in the presence of hydrochloric acid, effectively replacing the need for toxic DMF and complex bromine regeneration systems. This innovation not only simplifies the reaction setup but also ensures that the only byproduct of the oxidation is water, thereby eliminating the formation of inorganic salts that typically burden wastewater treatment plants. Following the halogenation, the intermediate undergoes direct esterification with acyl chlorides at elevated temperatures, a step that is facilitated by the high purity of the preceding intermediate. This cohesive approach results in a robust manufacturing protocol capable of delivering products with purity exceeding 98% and yields surpassing 95%, setting a new benchmark for efficiency in agrochemical intermediate manufacturing.
Mechanistic Insights into Oxidative Halogenation and Direct Esterification
The core innovation of this synthesis lies in the mechanistic efficiency of the oxidative halogenation step, which fundamentally alters the kinetics of electrophilic aromatic substitution. In this system, hydrogen peroxide acts as a powerful oxygen donor that facilitates the in-situ generation of active halogen species from molecular halogens (X2) under acidic conditions. This mechanism ensures a high concentration of the electrophile available for attack on the electron-rich phenol ring, driving the reaction towards the desired di-halogenated product while suppressing the formation of mono-halogenated impurities. The use of hydrochloric acid as a catalyst further enhances the electrophilicity of the halogenating agent, allowing the reaction to proceed smoothly at moderate temperatures ranging from 60°C to 65°C. This controlled thermal profile minimizes side reactions such as nitrile hydrolysis, which is a common degradation pathway in harsher acidic environments, thereby preserving the integrity of the cyano group essential for herbicidal activity.
Following the successful installation of the halogen substituents, the subsequent esterification mechanism capitalizes on the nucleophilicity of the phenolic hydroxyl group against the acyl chloride. Unlike traditional methods that require stoichiometric amounts of amine bases to neutralize the generated hydrogen chloride, this process operates effectively through thermal activation and careful temperature ramping up to 150°C. The absence of amine additives prevents the formation of ammonium salt residues, which are notoriously difficult to separate from the final ester product and can act as pro-degradants during storage. The reaction proceeds via a tetrahedral intermediate that collapses to release the ester and hydrogen chloride gas, which is easily managed or neutralized in the ethanol workup phase. This mechanistic simplicity translates directly into operational reliability, as the process is less sensitive to moisture fluctuations and reagent grade variations compared to base-mediated acylation protocols.
How to Synthesize Halogenated Benzonitrile Esters Efficiently
The practical implementation of this synthesis route involves a carefully orchestrated sequence of addition, temperature control, and isolation steps designed to maximize throughput and safety. Operators begin by dissolving p-cyanophenol in ethanol and introducing the halogen source alongside the hydrogen peroxide oxidant under catalytic acidic conditions, maintaining strict thermal control to ensure complete conversion. Once the halogenated intermediate is isolated via filtration and drying, it is immediately subjected to acylation with the appropriate acyl chloride, such as capryloyl chloride for octanoate derivatives. The detailed standardized synthesis steps, including precise molar ratios, addition rates, and specific workup parameters, are outlined in the guide below to ensure reproducible high-quality results.
- Perform oxidative halogenation of p-cyanophenol using ethanol as solvent, hydrogen peroxide as oxidant, and hydrochloric acid as catalyst at 60-65°C.
- Isolate the intermediate halogenated benzonitrile (e.g., bromoxynil) via filtration and drying to achieve high purity (>99%).
- Conduct direct esterification by reacting the dried intermediate with acyl chloride (e.g., capryloyl chloride) at elevated temperatures (120-150°C) followed by ethanol precipitation.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this patented synthesis route offers compelling economic and logistical benefits that extend far beyond simple yield improvements. By eliminating the need for expensive and regulated solvents like DMF, manufacturers can significantly reduce raw material costs and avoid the complex regulatory compliance burdens associated with hazardous substance handling. The switch to ethanol, a commodity chemical with a stable global supply chain, ensures consistent availability and price stability, mitigating the risk of production stoppages due to solvent shortages. Furthermore, the simplified workup procedure, which relies on straightforward filtration and solvent recovery rather than complex extraction and washing sequences, drastically reduces utility consumption and labor hours per batch. These operational efficiencies cumulatively contribute to a lower cost of goods sold (COGS), enabling more competitive pricing strategies in the global agrochemical market.
- Cost Reduction in Manufacturing: The replacement of traditional catalysts and solvents with inexpensive alternatives like hydrochloric acid and ethanol creates a substantial reduction in direct material costs. Additionally, the high atom economy of the hydrogen peroxide oxidation system minimizes the consumption of elemental halogens, which are often subject to volatile market pricing. The ability to recover and reuse ethanol mother liquor further amplifies these savings, creating a closed-loop system that maximizes resource utilization. Consequently, the overall manufacturing expense is driven down significantly, providing a robust margin buffer against fluctuating raw material markets.
- Enhanced Supply Chain Reliability: The reliance on widely available bulk chemicals such as ethanol, hydrogen peroxide, and hydrochloric acid ensures that the supply chain is resilient to disruptions that might affect specialty reagents. The robustness of the reaction conditions, which tolerate standard industrial equipment like enamel reactors, means that production can be scaled or shifted between facilities with minimal requalification effort. This flexibility allows supply chain managers to diversify their manufacturing base and secure long-term contracts with greater confidence, knowing that the process is not dependent on fragile or proprietary catalyst systems that could become bottlenecks.
- Scalability and Environmental Compliance: From an environmental perspective, the drastic reduction in wastewater volume and the elimination of heavy metal or amine contaminants simplify the permitting process for new production lines. The process generates primarily aqueous waste with low organic load, which is easier and cheaper to treat compared to the complex effluent streams of conventional methods. This environmental friendliness not only reduces disposal costs but also aligns with the increasingly stringent sustainability mandates of multinational agrochemical corporations, making the supplier a more attractive partner for long-term strategic alliances.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this green synthesis technology. These insights are derived directly from the experimental data and comparative analysis provided in the patent documentation, offering clarity on how this method outperforms legacy processes in terms of purity, yield, and environmental impact. Understanding these nuances is critical for technical teams evaluating the feasibility of integrating this route into their existing manufacturing portfolios.
Q: What are the primary environmental advantages of this synthesis route compared to traditional methods?
A: This process replaces toxic solvents like DMF and methanol with ethanol, and uses hydrogen peroxide instead of complex HBr oxidation loops. This significantly reduces wastewater volume and eliminates inorganic salt byproducts, simplifying waste treatment.
Q: How does the use of hydrogen peroxide improve halogen utilization?
A: Hydrogen peroxide acts as a clean oxidant that regenerates the halogen species in situ, preventing the formation of monohalogenated byproducts and ensuring high conversion to the desired di-halogenated intermediate.
Q: Is this process suitable for large-scale commercial production?
A: Yes, the patent demonstrates scalability using standard enamel reactors with high yields (>95%) and simplified workup procedures like direct filtration and solvent recovery, making it highly viable for industrial manufacturing.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Halogenated Benzonitrile Ester Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of the synthesis route described in CN101328139B for the production of high-value agrochemical intermediates. As a leading CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of this green chemistry approach are fully realized in an industrial setting. Our state-of-the-art facilities are equipped to handle the specific thermal and safety requirements of oxidative halogenation, while our rigorous QC labs enforce stringent purity specifications to guarantee that every batch meets the exacting standards required for herbicide formulation. We are committed to delivering not just a chemical product, but a reliable supply solution that enhances your downstream manufacturing efficiency.
We invite you to engage with our technical procurement team to discuss how this optimized synthesis route can be tailored to your specific volume requirements and cost targets. By requesting a Customized Cost-Saving Analysis, you can gain a clear understanding of the economic advantages of switching to this greener protocol. We encourage potential partners to contact us for specific COA data and route feasibility assessments, allowing us to demonstrate our capability to serve as your trusted source for high-purity halogenated benzonitrile esters.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →