Advanced Photocatalytic Synthesis of Thiazole Derivatives for Commercial API Manufacturing
The pharmaceutical and fine chemical industries are constantly seeking greener, more efficient pathways to construct complex heterocyclic scaffolds essential for modern drug discovery. Patent CN114890998A, published in August 2022, introduces a groundbreaking photocatalytic synthesis method for 2-acylamino alkyl substituted thiazole derivatives. This technology represents a significant leap forward in sustainable process chemistry by utilizing visible light irradiation and ambient air to drive cross-dehydrogenative coupling reactions. Unlike traditional methods that rely on stoichiometric amounts of hazardous oxidants, this novel approach leverages the intrinsic photocatalytic properties of the thiazole substrate itself, combined with a simple chlorine source and acid additive. For R&D directors and procurement managers alike, this patent offers a compelling route to high-purity pharmaceutical intermediates with a drastically reduced environmental footprint and simplified operational workflow.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of 2-C acylamidoalkyl substituted benzothiazole compounds has relied heavily on thermal initiation or the use of strong chemical oxidants. Prominent literature, such as work by Zhu et al., utilized potassium persulfate at elevated temperatures around 70°C to achieve the desired transformation. Other methods reported by Ji et al. and Liu et al. introduced additional complexities by requiring photosensitizers like benzaldehyde or organic dyes such as Eosin in conjunction with persulfate. These conventional protocols suffer from significant drawbacks, including the inevitable generation of large amounts of inorganic salt waste from the oxidant, harsh reaction conditions that limit functional group tolerance, and the added cost and purification burden of removing exogenous photocatalysts. Furthermore, the use of strong oxidants poses safety risks during scale-up and often leads to over-oxidation of sensitive substrates.
The Novel Approach
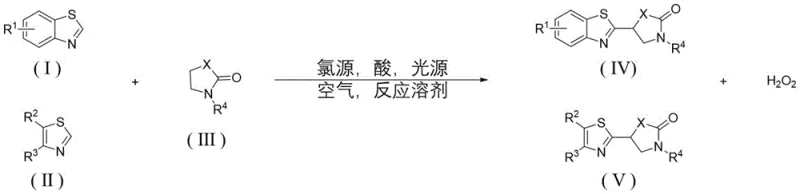
The methodology disclosed in CN114890998A fundamentally reimagines this transformation by eliminating the need for external photocatalysts and strong oxidants. By employing a chlorine source, such as tetrabutylammonium chloride, and an acid additive under visible light irradiation, the system generates chlorine radicals in situ. These radicals facilitate hydrogen atom transfer from the amide substrate, creating carbon-centered radicals that couple efficiently with the thiazole ring. This process operates at mild temperatures between 25°C and 35°C under an air atmosphere, utilizing molecular oxygen as the terminal oxidant. The result is a cleaner reaction profile with fewer byproducts, simpler post-treatment procedures involving basic quenching and extraction, and a substantial reduction in raw material costs. This shift from stoichiometric oxidants to catalytic radical mediation marks a pivotal advancement for cost reduction in pharmaceutical intermediate manufacturing.
Mechanistic Insights into Photocatalytic Cross-Dehydrogenative Coupling
The core of this innovation lies in the unique interplay between the thiazole substrate, the chlorine source, and light energy. Under illumination, the thiazole compound acts as an intrinsic photocatalyst, absorbing photons to reach an excited state. Simultaneously, the chloride ions from the added salt are oxidized to generate chlorine radicals, potentially mediated by the excited thiazole or trace oxygen species. These highly reactive chlorine radicals abstract an alpha-hydrogen from the amide or lactam reactant, generating a nucleophilic carbon radical. This radical subsequently attacks the C2 position of the thiazole ring, followed by oxidation and deprotonation to restore aromaticity and yield the final 2-substituted product. This mechanism avoids the high-energy barriers associated with thermal C-H activation and bypasses the need for transition metal catalysts, thereby eliminating concerns regarding heavy metal contamination in the final API.
From an impurity control perspective, the mildness of this radical pathway is paramount. Traditional strong oxidants often lead to non-selective oxidation of other sensitive moieties within the molecule, such as sulfides or electron-rich aromatics. By contrast, the chlorine radical-mediated HAT (Hydrogen Atom Transfer) process is relatively selective for the weak C-H bonds alpha to the nitrogen in lactams. The use of air as the oxidant ensures that any radical intermediates are smoothly converted to the product without accumulating hazardous peroxide species. This selectivity translates directly to higher crude purity, as evidenced by HPLC data showing purities exceeding 98% in multiple examples, which significantly reduces the burden on downstream purification units and improves overall process mass intensity.
How to Synthesize 2-Acylamino Alkyl Thiazoles Efficiently
Implementing this synthesis requires careful attention to the ratio of reagents and the specific light source employed. The patent outlines a robust protocol where the thiazole substrate, amide, chlorine source, and acid are dissolved in a polar aprotic solvent such as acetonitrile or dichloromethane. The reaction is stirred under ambient air while being irradiated with a blue, white, or purple light source. Detailed standardized synthetic steps for optimizing yield and purity based on specific substrate combinations are provided in the guide below, ensuring reproducibility for process chemists aiming to adopt this technology.
- Dissolve thiazole compound, amide/lactam, chlorine source (e.g., TBAC), and acid in a reaction solvent like acetonitrile.
- Stir the mixture under air atmosphere and illuminate with a light source (blue, white, or purple) at 25-35°C for 24 hours.
- Quench with saturated sodium bicarbonate, extract with ethyl acetate, dry, and purify via chromatography to obtain the target derivative.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this photocatalytic method offers tangible strategic benefits beyond mere technical novelty. The elimination of expensive organic dye photocatalysts and stoichiometric persulfate oxidants directly impacts the bill of materials, leading to significant cost savings. Moreover, the reliance on commodity chemicals like tetrabutylammonium chloride and hydrochloric acid ensures a stable and resilient supply chain, unaffected by the volatility often seen in specialty reagent markets. The mild reaction conditions also imply lower energy consumption for heating and cooling, contributing to a more sustainable and economically viable manufacturing process that aligns with modern green chemistry principles.
- Cost Reduction in Manufacturing: The most immediate financial benefit stems from the removal of costly additives. Traditional methods require purchasing specialized photocatalysts like Eosin Y or large quantities of oxidants, which not only add to material costs but also generate waste disposal fees. By utilizing the substrate itself as the photocatalyst and air as the oxidant, this method drastically simplifies the input stream. Additionally, the simplified workup procedure—quenching with bicarbonate and extracting—reduces solvent usage and labor time compared to the complex filtrations and washes needed to remove inorganic salts from persulfate reactions.
- Enhanced Supply Chain Reliability: The raw materials required for this synthesis, including various substituted benzothiazoles and common lactams like N-methylpyrrolidone, are widely available from global chemical suppliers. This ubiquity mitigates the risk of supply disruptions that can occur with niche reagents. Furthermore, the reaction's tolerance to water and its operation under ambient pressure means it can be performed in standard glass-lined reactors without the need for specialized high-pressure equipment, allowing for greater flexibility in manufacturing site selection and capacity allocation.
- Scalability and Environmental Compliance: Scaling photochemical reactions has historically been challenging due to light penetration limits, but the mild nature of this reaction allows for adaptation to flow chemistry or large-scale batch reactors with efficient lighting arrays. The absence of heavy metals and strong oxidants simplifies wastewater treatment and regulatory compliance, reducing the environmental overhead associated with production. This makes the process highly attractive for companies aiming to reduce their carbon footprint while maintaining high throughput for commercial scale-up of complex pharmaceutical intermediates.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this photocatalytic synthesis route. These insights are derived directly from the experimental data and beneficial effects described in the patent documentation, providing clarity for technical teams evaluating this methodology for potential integration into their existing manufacturing pipelines.
Q: What are the advantages of this photocatalytic method over traditional persulfate oxidation?
A: This method eliminates the need for harsh chemical oxidants like potassium persulfate and external photocatalysts like Eosin. It operates under mild conditions (25-35°C) using air as the terminal oxidant, significantly reducing waste generation and improving functional group tolerance.
Q: Can this synthesis be scaled for industrial production of API intermediates?
A: Yes, the process uses cheap and readily available raw materials such as benzothiazoles and lactams. The mild reaction temperature and absence of explosive oxidants make it highly suitable for commercial scale-up and continuous flow processing.
Q: What is the typical purity and yield achievable with this protocol?
A: Experimental data indicates HPLC purities consistently above 98% with yields ranging from 38% to 76% depending on the substrate. The mild conditions minimize side reactions, facilitating easier downstream purification.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 2-Acylamino Alkyl Thiazole Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of this photocatalytic technology in the production of high-value thiazole derivatives. As a seasoned CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory bench to industrial reactor is seamless and efficient. Our rigorous QC labs and stringent purity specifications guarantee that every batch of 2-acylamino alkyl thiazole meets the exacting standards required for pharmaceutical applications, leveraging our deep expertise in green synthesis and process optimization to deliver superior quality intermediates.
We invite procurement leaders and R&D directors to collaborate with us to explore how this innovative synthesis route can optimize your supply chain. By requesting a Customized Cost-Saving Analysis, you can gain a detailed understanding of the economic benefits specific to your target molecules. Our technical procurement team is ready to provide specific COA data and route feasibility assessments to support your decision-making process, ensuring that you secure a reliable supply of high-purity intermediates while achieving your sustainability and cost-reduction goals.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →