Advanced Synthetic Route for Methyl 6-Chloro-3-Methylpicolinate: Scalability and Purity Insights
Advanced Synthetic Route for Methyl 6-Chloro-3-Methylpicolinate: Scalability and Purity Insights
The pharmaceutical industry constantly demands robust and scalable synthetic routes for complex heterocyclic intermediates, particularly those serving as building blocks for next-generation therapeutics. Patent CN102731383A discloses a refined synthesis method for 3-methyl-6-chloro-2-methyl formate pyridine, also known as methyl 6-chloro-3-methylpicolinate, which is a critical yellow solid intermediate in medicinal chemistry. This patent represents a significant technical advancement by optimizing reaction conditions to enhance productivity and reduce overall manufacturing costs, thereby providing a vital foundation for industrial-scale application. The disclosed methodology leverages a strategic sequence of organolithium chemistry, esterification, oxidation, and chlorination to achieve high structural fidelity. For R&D directors and procurement specialists, understanding the nuances of this pathway is essential for securing a reliable pharmaceutical intermediate supplier capable of delivering consistent quality.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Traditional synthetic pathways for chlorinated picolinates often suffer from poor regioselectivity and harsh reaction conditions that compromise yield and purity. Conventional electrophilic aromatic substitution on pyridine rings frequently requires extreme temperatures or aggressive catalysts that can lead to poly-chlorination or degradation of sensitive functional groups. Furthermore, older methods may rely on starting materials that are difficult to source or require multi-step protection and deprotection strategies, significantly inflating the cost of goods sold. The inability to precisely control the position of the chlorine atom at the 6-position without affecting the methyl group at the 3-position or the ester at the 2-position remains a persistent challenge in legacy processes. These inefficiencies create bottlenecks in the supply chain, leading to longer lead times and inconsistent batch-to-batch quality that can jeopardize downstream API synthesis.
The Novel Approach
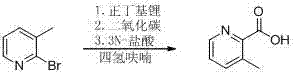
The novel approach detailed in the patent overcomes these hurdles by employing a directed metallation strategy starting from 2-bromo-3-picoline, which allows for precise carbon-carbon bond formation at the desired position. By utilizing n-Butyl Lithium under controlled cryogenic conditions, the process ensures selective lithiation, which is subsequently trapped with carbon dioxide to install the carboxylic acid moiety with high fidelity. This is followed by a streamlined esterification and a unique oxidation-chlorination sequence that introduces the chlorine atom specifically at the 6-position via an N-oxide intermediate. This stepwise logic not only simplifies the purification profile but also utilizes readily available reagents like dry ice and phosphorus oxychloride, making the process economically viable. The result is a robust protocol that paves the way for the industrialization of this valuable medical intermediate with improved reaction yields.
Mechanistic Insights into Organolithium Carboxylation and Chlorination
The core of this synthesis lies in the initial lithiation and carboxylation steps, which establish the fundamental carbon skeleton of the molecule. The reaction begins with 2-bromo-3-picoline undergoing halogen-lithium exchange upon treatment with n-Butyl Lithium at temperatures between -60 and -70°C. This low-temperature environment is critical to suppress competing nucleophilic attacks on the pyridine ring and to stabilize the resulting aryl lithium species. Once formed, the lithiated intermediate reacts rapidly with carbon dioxide (supplied as dry ice or atmospheric CO2) to generate the corresponding carboxylate salt. Subsequent acidification yields 2-formic acid-3-picoline, which serves as the precursor for the ester functionality. This mechanistic pathway ensures that the carboxyl group is installed exclusively at the 2-position, adjacent to the nitrogen, setting the stage for subsequent functionalization.
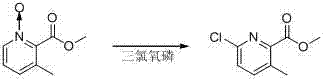
Following esterification to protect the acid as a methyl ester, the synthesis proceeds through a sophisticated oxidation-chlorination manifold to introduce the chlorine atom. The methyl 3-methylpicolinate is first oxidized using hydrogen peroxide in acetic acid to form the pyridine N-oxide. This activation of the nitrogen atom significantly increases the electron density at the ortho and para positions, making the 6-position highly susceptible to nucleophilic attack or substitution. The subsequent reaction with phosphorus oxychloride (POCl3) under reflux conditions facilitates the replacement of the oxygen on the N-oxide or direct chlorination at the activated 6-position, depending on the specific mechanistic pathway operative under these acidic conditions. The final step involves the removal of excess POCl3 under vacuum at 30 to 40°C, ensuring the isolation of the thermally sensitive product without degradation.
How to Synthesize Methyl 6-Chloro-3-Methylpicolinate Efficiently
To replicate the high-purity results described in the patent, operators must adhere to strict thermal controls and sequential addition protocols. The process begins with the careful addition of n-Butyl Lithium to the bromo-picoline substrate under an inert atmosphere, followed by quenching with dry ice and overnight stirring to ensure complete carboxylation. After workup and esterification with sulfuric acid in methanol, the intermediate is subjected to oxidation with 30% hydrogen peroxide in acetic acid. The final chlorination step requires refluxing with POCl3, followed by careful vacuum distillation to remove the reagent before column chromatography purification. For a detailed breakdown of the specific molar ratios, solvent volumes, and safety precautions required for each unit operation, please refer to the standardized synthesis guide below.
- Perform lithiation of 2-bromo-3-picoline using n-Butyl Lithium at -60 to -70°C, followed by carboxylation with dry ice to form 2-formic acid-3-picoline.
- Conduct esterification of the crude acid in methanol with sulfuric acid under reflux for 12 hours to obtain methyl 3-methylpicolinate.
- Oxidize the ester using hydrogen peroxide in acetic acid, followed by chlorination with phosphorus oxychloride (POCl3) under reflux.
- Remove excess POCl3 under vacuum at 30-40°C and purify the final residue via chromatography to isolate the target compound.
Commercial Advantages for Procurement and Supply Chain Teams
From a commercial perspective, this synthetic route offers substantial advantages in terms of raw material availability and process scalability, directly addressing the pain points of global supply chain managers. The use of 2-bromo-3-picoline as a starting material leverages a commodity chemical that is widely produced, reducing the risk of supply disruptions compared to exotic custom synthons. Furthermore, the reaction conditions, while requiring cryogenic control initially, utilize standard industrial unit operations such as reflux, extraction, and vacuum distillation, which are easily transferable from laboratory to pilot and commercial scales. This compatibility with existing infrastructure means that manufacturing partners can ramp up production quickly without significant capital expenditure on specialized equipment, ensuring a steady flow of materials for downstream API manufacturing.
- Cost Reduction in Manufacturing: The elimination of expensive transition metal catalysts and the use of inexpensive reagents like carbon dioxide and sulfuric acid significantly lowers the direct material costs associated with production. By optimizing the reaction conditions to improve productivity, the process minimizes waste generation and reduces the burden on downstream purification systems, leading to substantial cost savings. Additionally, the streamlined nature of the synthesis reduces the total number of isolation steps, which decreases solvent consumption and labor hours, further driving down the overall cost of goods. This economic efficiency makes the intermediate more accessible for high-volume pharmaceutical applications where margin pressure is intense.
- Enhanced Supply Chain Reliability: The reliance on stable, shelf-stable reagents such as dry ice and phosphorus oxychloride ensures that production schedules are not dictated by the short shelf-life of sensitive catalysts. The robustness of the chemistry allows for flexible batch sizing, enabling suppliers to respond rapidly to fluctuating demand from drug developers without compromising quality. Moreover, the established nature of the unit operations involved means that multiple qualified manufacturing sites can potentially adopt this technology, diversifying the supply base and mitigating the risk of single-source dependency. This resilience is crucial for maintaining continuity in the production of life-saving medications.
- Scalability and Environmental Compliance: The process is designed with scalability in mind, utilizing solvents like ethyl acetate and methanol which are easier to recover and recycle compared to more hazardous alternatives. The ability to remove volatile reagents like POCl3 under mild vacuum conditions reduces energy consumption and minimizes the release of corrosive fumes, aligning with modern environmental health and safety standards. The patent explicitly notes that the optimization of reaction conditions provides a basis for reducing reaction costs and paving the way for industrialization, indicating a clear path toward green chemistry principles. This alignment with sustainability goals enhances the long-term viability of the supply chain and meets the increasing regulatory scrutiny faced by chemical manufacturers.
Frequently Asked Questions (FAQ)
The following questions address common technical inquiries regarding the implementation and optimization of this synthetic pathway, derived directly from the patent specifications. Understanding these details is crucial for process chemists evaluating the feasibility of this route for their specific development programs. The answers provided reflect the specific conditions and parameters outlined in the intellectual property to ensure accuracy and compliance.
Q: What are the critical temperature controls for the lithiation step?
A: The patent specifies a strict cold condition range of -60 to -70°C during the reaction with n-Butyl Lithium to ensure regioselective lithiation and prevent side reactions.
Q: How is the final product purified after chlorination?
A: After the reaction with POCl3, the excess reagent is removed using a rotary evaporator under vacuum (0.06-0.08 MPa) at 30-40°C, followed by column chromatography for final purification.
Q: Can this process be scaled for industrial production?
A: Yes, the patent explicitly mentions optimizing reaction conditions to improve productivity and reduce costs, paving the way for industrialization using standard unit operations like reflux and extraction.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Methyl 6-Chloro-3-Methylpicolinate Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical role that high-quality intermediates play in the successful development of new pharmaceutical agents. As a leading CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that your project needs are met with precision and speed. Our facilities are equipped with state-of-the-art rigorous QC labs capable of meeting stringent purity specifications, guaranteeing that every batch of methyl 6-chloro-3-methylpicolinate adheres to the highest industry standards. We are committed to translating complex laboratory patents into robust, commercially viable manufacturing processes that drive your innovation forward.
We invite you to collaborate with our technical team to explore how this optimized synthesis can benefit your specific pipeline. Contact us today to request a Customized Cost-Saving Analysis tailored to your volume requirements. Our experts are ready to provide specific COA data and comprehensive route feasibility assessments to help you make informed sourcing decisions. Let us be your partner in achieving supply chain excellence and accelerating your time to market.