Advanced Synthesis of 20,23-Dipiperidino-5-O-Mycaminose Tylosin Lactone for Veterinary Applications
Advanced Synthesis of 20,23-Dipiperidino-5-O-Mycaminose Tylosin Lactone for Veterinary Applications
The pharmaceutical and veterinary industries are constantly seeking more efficient pathways to produce critical macrolide antibiotics, and the technology disclosed in patent CN102863487A represents a significant leap forward in the synthesis of 20,23-dipiperidino-5-O-mycaminose tylosin lactone, a key precursor for Tylvalosin. This novel process addresses long-standing inefficiencies in macrolide modification by utilizing Tylosin Tartrate, a widely available and cost-effective raw material, as the starting point for a streamlined four-step reaction sequence. Unlike traditional methods that rely on scarce or expensive intermediates, this approach leverages controlled acid hydrolysis, selective reductive amination, and targeted halogenation to achieve a final product purity exceeding 98% with an impressive molar yield of 58.7%. For R&D directors and procurement specialists alike, this patent offers a robust framework for cost reduction in macrolide antibiotic manufacturing while ensuring the high quality standards required for veterinary drug registration.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Prior art methods for synthesizing this specific macrolide derivative have been plagued by significant operational and economic hurdles that hinder industrial viability. For instance, one existing method described in US Patent 6514946 relies on 20,23-diiodo-5-O-mycaminose tylosin lactone as a starting material, a compound that is not commercially available and difficult to synthesize, thereby creating a bottleneck in the supply chain. Furthermore, this legacy process necessitates purification via column chromatography, a technique that is notoriously difficult to scale, consumes vast amounts of solvent, and results in substantial product loss, making it entirely unsuitable for ton-scale production. Another approach, detailed in WO 2008012343, involves a cumbersome five-step reaction sequence that utilizes harsh hydrobromic acid for hydrolysis and requires extremely strict moisture control below 100ppm during the iodination step. This sensitivity to environmental conditions increases operational complexity and risk, while the overall molar yield remains dismally low at only 12.2%, rendering the process economically unfeasible for commercial scale-up of complex veterinary intermediates.
The Novel Approach
In stark contrast, the methodology presented in CN102863487A simplifies the synthetic landscape by reducing the reaction steps and optimizing conditions to favor high throughput and purity. By initiating the synthesis with Tylosin Tartrate, the process bypasses the need for rare starting materials and utilizes a mild acid hydrolysis step that is far more forgiving and easier to control than the hydrobromic acid methods of the past. The subsequent steps involve a clever combination of reductive amination using piperidine and formic acid, followed by a highly efficient iodination and substitution sequence that avoids the pitfalls of previous techniques. This new route not only drastically reduces the consumption of auxiliary raw materials such as piperidine, iodine, and organic solvents but also replaces complex chromatographic purification with straightforward crystallization techniques. The result is a streamlined workflow that delivers a final product with a molar yield reaching 58.7%, representing a nearly five-fold improvement over the best available comparative examples, thus establishing a new benchmark for efficiency in this chemical class.
Mechanistic Insights into Macrolide Modification and Functionalization
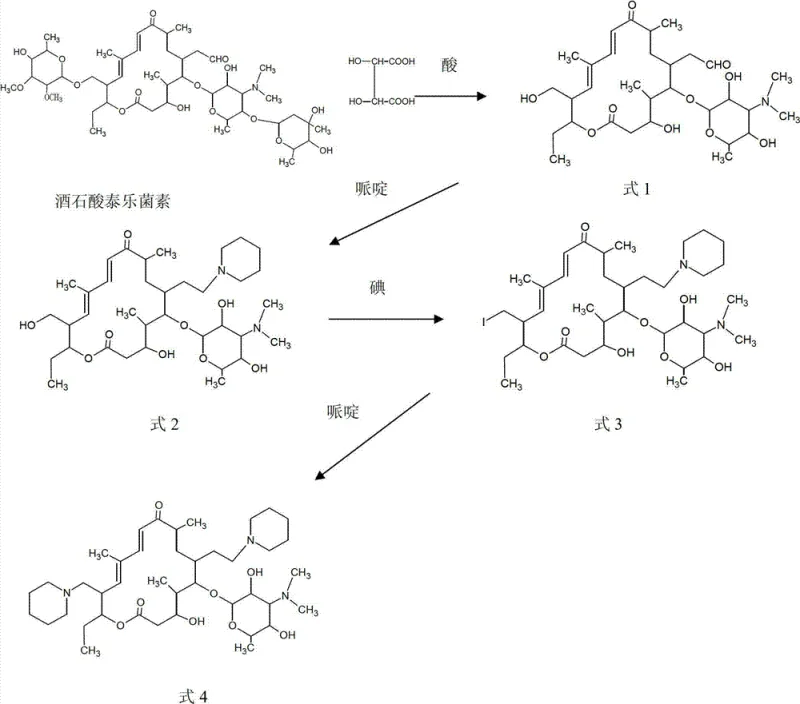
The core of this synthetic innovation lies in the precise manipulation of the macrolide ring structure, specifically targeting the C20 and C23 positions to introduce piperidine groups while preserving the integrity of the lactone ring. The process begins with the selective hydrolysis of the mycinose sugar moiety at the C23 position using acids such as sulfuric acid or trifluoroacetic acid at temperatures between 50°C and 100°C. This step is critical as it exposes the C23 hydroxyl group necessary for subsequent functionalization without degrading the sensitive macrocyclic core. Following hydrolysis, the C20 ketone group undergoes reductive amination in the presence of piperidine and formic acid. This reaction proceeds through an iminium ion intermediate which is subsequently reduced to the stable secondary amine, effectively locking the first piperidine ring onto the scaffold. The choice of formic acid as the reducing agent is particularly advantageous as it generates minimal byproducts and operates under mild thermal conditions (39-41°C), ensuring high selectivity.
The final transformation involves the activation of the remaining C23 hydroxyl group followed by nucleophilic substitution. The hydroxyl group is first converted into a good leaving group, specifically an iodide, using a system comprising triphenylphosphine, imidazole, and iodine at low temperatures ranging from -10°C to 0°C. This Appel-type reaction condition is carefully controlled to prevent side reactions on other parts of the molecule. Once the 23-iodo intermediate is formed, it serves as an electrophile for the final nucleophilic attack by a second equivalent of piperidine in ethyl acetate at reflux temperatures (77-79°C). This substitution displaces the iodide atom, installing the second piperidine ring and completing the synthesis of the target bis-piperidyl compound. The entire mechanistic pathway is designed to maximize atom economy and minimize waste, as illustrated in the reaction scheme below.
How to Synthesize 20,23-Dipiperidino-5-O-Mycaminose Tylosin Lactone Efficiently
Executing this synthesis requires careful attention to stoichiometry and phase separation to ensure the high yields reported in the patent data. The process is divided into four distinct operational stages: hydrolysis, C20 amination, C23 activation/iodination, and final C23 amination. Each step builds upon the previous one, with intermediate isolation strategies designed to remove impurities before they can interfere with downstream reactions. For example, the hydrolysis step utilizes a specific mass ratio of Tylosin Tartrate to water and acid to ensure complete conversion, while the subsequent extraction steps utilize pH adjustments to partition the product into the organic phase effectively. Detailed standard operating procedures regarding exact temperatures, stirring times, and quenching protocols are essential for reproducibility.
- Hydrolyze Tylosin Tartrate with acid (e.g., sulfuric acid) at 50-100°C to remove the mycinose sugar, yielding 23-hydroxyl-5-O-mycaminose tylosin lactone.
- Perform reductive amination at the C20 position using piperidine and formic acid in an organic solvent at 39-41°C to form the 20-piperidyl intermediate.
- Activate the C23 hydroxyl group via iodination using triphenylphosphine, imidazole, and iodine at low temperature (-10 to 0°C), followed by nucleophilic substitution with piperidine to finalize the structure.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this patented process translates directly into tangible operational improvements and risk mitigation. The shift from scarce, custom-synthesized starting materials to commodity-grade Tylosin Tartrate fundamentally alters the supply risk profile, ensuring a stable and continuous flow of raw materials regardless of market fluctuations for niche intermediates. Furthermore, the drastic reduction in solvent usage, particularly methylene chloride and acetonitrile, not only lowers direct material costs but also significantly reduces the burden on waste treatment facilities, aligning production with increasingly stringent environmental regulations. The elimination of column chromatography is perhaps the most significant driver of cost reduction in macrolide antibiotic manufacturing, as it removes a major bottleneck in production throughput and eliminates the high cost of silica gel and solvent recovery associated with preparative chromatography.
- Cost Reduction in Manufacturing: The economic benefits of this process are driven by the simplification of the workflow and the optimization of reagent usage. By reducing the number of reaction steps from five to four and eliminating the need for expensive purification media, the overall cost of goods sold (COGS) is substantially lowered. The patent data indicates a massive reduction in solvent consumption; for instance, the usage of methylene chloride drops from over 300kg per kg of product in comparative examples to just roughly 6kg in this new method. This efficiency extends to reagents like piperidine and iodine, where the molar ratios are optimized to minimize excess, thereby reducing raw material expenditure and waste disposal costs significantly without compromising yield.
- Enhanced Supply Chain Reliability: Reliance on Tylosin Tartrate, a fermentation product available from multiple global suppliers, ensures that the supply chain is resilient against disruptions that often plague the supply of specialized synthetic intermediates. In contrast, previous methods relied on 20,23-diiodo intermediates which are not commercially available and require complex multi-step synthesis themselves, creating a fragile supply chain prone to delays. By shortening the synthetic route and using robust, scalable chemistry, manufacturers can reduce lead time for high-purity macrolide derivatives, enabling faster response to market demand for veterinary antibiotics and ensuring consistent inventory levels for downstream API production.
- Scalability and Environmental Compliance: The process is inherently designed for industrial scale-up, utilizing standard unit operations such as liquid-liquid extraction, crystallization, and filtration rather than specialized laboratory techniques. The ability to purify the final product through simple acid-base extraction and crystallization cycles means that the process can be easily transferred from pilot plant to full commercial production scales of 100 MT or more. Additionally, the reduced solvent load and the avoidance of hazardous reagents like concentrated hydrobromic acid in favor of milder acids contribute to a safer working environment and simplify compliance with environmental, health, and safety (EHS) standards, making it a sustainable choice for long-term manufacturing.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this synthesis route. These answers are derived directly from the experimental data and comparative analysis provided in the patent documentation, offering clarity on yield expectations, purity profiles, and operational parameters. Understanding these details is crucial for technical teams evaluating the feasibility of adopting this technology for their own production lines.
Q: What is the primary advantage of this synthesis route over prior art methods?
A: The primary advantage is the use of readily available Tylosin Tartrate as a starting material instead of scarce diiodo-intermediates, combined with a simplified 4-step process that eliminates the need for column chromatography, resulting in a significantly higher overall yield of 58.7% compared to 12.2% in previous methods.
Q: How does this process improve impurity control for veterinary API production?
A: The process achieves a product purity greater than 98% through optimized crystallization steps rather than chromatographic purification. The specific control of reaction conditions, such as maintaining moisture levels and precise pH adjustments during workup, minimizes byproduct formation typically associated with harsh acidic hydrolysis.
Q: Is this synthesis route suitable for large-scale industrial manufacturing?
A: Yes, the route is highly scalable due to the reduction in solvent consumption (e.g., methylene chloride usage is drastically lower than comparative examples) and the elimination of complex purification techniques like column chromatography, making it economically viable for commercial scale-up of complex veterinary intermediates.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 20,23-Dipiperidino-5-O-Mycaminose Tylosin Lactone Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of efficient synthesis routes in the competitive veterinary pharmaceutical market. Our team of expert chemists has thoroughly analyzed the technology behind CN102863487A and possesses the extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production required to bring this high-yield process to life. We are committed to delivering high-purity veterinary drug intermediates that meet stringent purity specifications, leveraging our rigorous QC labs to ensure every batch exceeds the 98% purity threshold outlined in the patent. Our facility is equipped to handle the specific solvent systems and temperature controls necessary for this multi-step synthesis, ensuring consistency and reliability for our global partners.
We invite procurement leaders and R&D directors to collaborate with us to optimize their supply chains for Tylvalosin precursors. By partnering with us, you gain access to a Customized Cost-Saving Analysis tailored to your specific volume requirements, demonstrating exactly how this improved synthesis route can impact your bottom line. We encourage you to contact our technical procurement team today to request specific COA data and route feasibility assessments, allowing us to demonstrate how our capabilities align with your need for a reliable, cost-effective, and scalable source of this vital veterinary intermediate.