Revolutionizing Glufosinate-Ammonium Purity: A Novel Esterification and Neutralization Strategy for Commercial Scale
The global demand for high-efficiency herbicides continues to drive innovation in the production of key active ingredients, with glufosinate-ammonium standing out as a critical non-selective herbicide. However, the commercial viability of this agrochemical intermediate is often bottlenecked by the difficulty in removing inorganic salt byproducts, specifically ammonium chloride (NH4Cl), generated during synthesis. Patent CN102268037A introduces a transformative purification methodology that addresses these longstanding challenges through a sophisticated sequence of esterification, hydrolysis, and selective neutralization. This technical breakthrough offers a robust pathway for manufacturers to achieve superior product specifications, directly impacting the reliability of the supply chain for downstream formulators. By shifting away from inefficient recrystallization techniques, this process leverages solubility differences and advanced neutralization chemistry to deliver a product with significantly reduced inorganic contamination.
For R&D directors and technical leads, the implications of this patent extend beyond mere purity; it represents a fundamental restructuring of the downstream processing workflow. The ability to physically filter out inorganic salts prior to the final formulation steps eliminates a major source of variability in the final active ingredient. This level of control is essential for meeting the stringent regulatory standards imposed on modern agrochemicals, ensuring that the final glufosinate-ammonium product is not only effective but also compliant with global residue limits. The process described provides a clear roadmap for scaling up production while maintaining rigorous quality control, making it an invaluable asset for any organization aiming to secure a competitive edge in the herbicide market.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Traditional purification strategies for glufosinate-ammonium have long relied on simple recrystallization using solvents such as ethanol or methanol. While conceptually straightforward, these methods suffer from significant inefficiencies when attempting to separate the target molecule from structurally similar inorganic salts like NH4Cl and NaCl. The solubility profiles of these salts often overlap with the product under standard crystallization conditions, leading to co-precipitation and persistent contamination. Furthermore, conventional neutralization processes frequently utilize reagents like propylene oxide or epichlorohydrin, which introduce additional safety hazards and complicate the waste stream with chlorinated byproducts. These limitations result in lower overall yields, increased solvent consumption, and a final product that may require extensive additional washing to meet purity specifications, thereby driving up operational costs and extending production cycles.
The Novel Approach
In stark contrast, the novel approach detailed in the patent utilizes a clever esterification-hydrolysis cycle to decouple the product from its inorganic impurities. By converting the glufosinate-ammonium hydrochloride into an ester derivative, the process exploits the differential solubility of the organic ester versus the inorganic salts in alcoholic media. This allows for the physical removal of contaminants via filtration—a unit operation that is far more robust and scalable than fractional crystallization. Following filtration, the ester is hydrolyzed back to the acid form, now essentially free of the original salt burden. Additionally, the substitution of ethylene oxide for traditional neutralizing agents streamlines the reaction pathway, offering a more economic and safer alternative that minimizes hazardous waste generation. This holistic redesign of the purification train ensures a higher quality output with greater process efficiency.
Mechanistic Insights into Esterification and Ethylene Oxide Neutralization
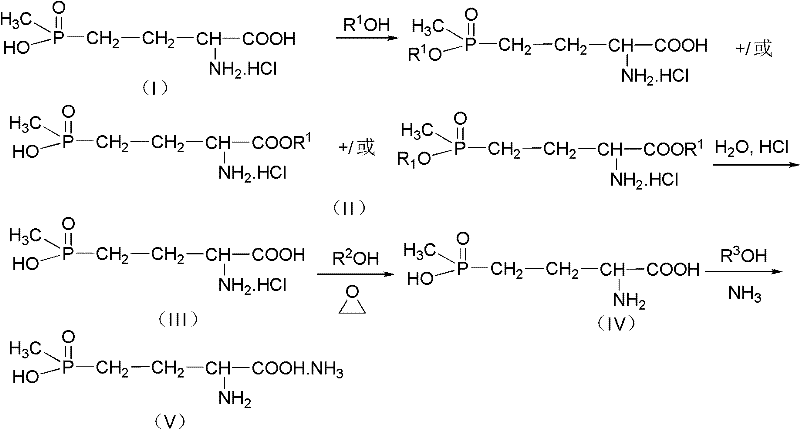
The core of this purification technology lies in the strategic manipulation of functional groups to alter solubility characteristics. In the initial esterification step, the carboxylic acid moiety of the glufosinate-ammonium hydrochloride reacts with an alcohol (R1OH), such as methanol or ethanol, under acidic conditions to form the corresponding ester. This transformation is crucial because the resulting ester remains soluble in the alcoholic solvent, whereas the inorganic impurities, primarily ammonium chloride and sodium chloride, do not. This phase separation allows for the mechanical removal of solids through filtration, effectively stripping the bulk of the inorganic load from the process stream. The subsequent hydrolysis step reverses this modification, regenerating the carboxylic acid functionality while retaining the purity gains achieved during the filtration stage. This reversible derivatization acts as a chemical 'trap' that captures the product in a soluble state while excluding contaminants.
Furthermore, the neutralization mechanism employing ethylene oxide (oxyethane) represents a significant advancement in process safety and atom economy. In this step, the purified glufosinate-ammonium hydrochloride reacts with ethylene oxide in the presence of an alcohol solvent. The epoxide ring opens to consume the hydrochloric acid proton, generating the free acid form of glufosinate and ethylene chlorohydrin or glycol derivatives depending on conditions, but critically avoiding the introduction of new halogenated impurities associated with epichlorohydrin. The final ammoniation step then converts this purified acid into the desired ammonium salt using ammonia gas. This sequence ensures that the final product is formed from a highly purified precursor, resulting in a glufosinate-ammonium specification with minimal inorganic residue, suitable for high-performance agricultural applications.
How to Synthesize Glufosinate-Ammonium Efficiently
The synthesis of high-purity glufosinate-ammonium via this patented route involves a precise sequence of four chemical transformations designed to maximize yield and minimize impurity carryover. The process begins with the esterification of the crude hydrochloride salt, followed by a critical filtration step to remove insolubles. The filtrate is then subjected to hydrolysis to regenerate the acid, which is subsequently neutralized using ethylene oxide and finally converted to the ammonium salt. Each step requires careful control of temperature and stoichiometry to ensure optimal conversion and ease of isolation. For a detailed breakdown of the specific reaction conditions, molar ratios, and workup procedures required to replicate this high-efficiency protocol, please refer to the standardized synthesis guide below.
- Perform esterification of glufosinate-ammonium hydrochloride in alcohol (R1OH) to solubilize the product while precipitating inorganic impurities like NH4Cl for filtration.
- Hydrolyze the filtered ester product in aqueous hydrochloric acid to regenerate the purified glufosinate-ammonium hydrochloride intermediate.
- React the purified hydrochloride with ethylene oxide (oxyethane) in alcohol (R2OH) to neutralize the acid and form the free acid form.
- Introduce ammonia gas into the acid solution in alcohol (R3OH) to finalize the conversion to high-purity glufosinate-ammonium.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain leaders, the adoption of this purification technology translates directly into enhanced operational stability and cost efficiency. By eliminating the reliance on complex and often hazardous neutralization reagents like epichlorohydrin, the process reduces the regulatory burden associated with handling toxic chemicals. The ability to physically filter out inorganic salts early in the process significantly reduces the load on downstream purification equipment, such as centrifuges and dryers, leading to shorter batch cycles and increased throughput. This streamlined workflow not only lowers utility consumption but also minimizes the volume of wastewater generated, aligning with increasingly strict environmental compliance standards. Consequently, manufacturers can achieve a more predictable production schedule, reducing the risk of supply disruptions caused by purification bottlenecks.
- Cost Reduction in Manufacturing: The replacement of expensive and hazardous neutralizing agents with ethylene oxide offers a direct pathway to raw material cost optimization. Ethylene oxide is a commodity chemical with a stable supply chain, and its use eliminates the need for complex waste treatment protocols associated with chlorinated byproducts. Furthermore, the high efficiency of the esterification-filtration step reduces solvent loss and improves overall mass balance, meaning less raw material is wasted in the pursuit of purity. These factors combine to lower the cost of goods sold (COGS) without compromising on the quality of the final agrochemical intermediate.
- Enhanced Supply Chain Reliability: The robustness of this purification method enhances supply chain resilience by reducing dependency on specialized reagents that may face availability fluctuations. The use of common alcohols like methanol and ethanol as solvents ensures that the process can be sustained even during periods of raw material volatility. Additionally, the simplified unit operations—specifically the shift from difficult crystallizations to straightforward filtrations—reduce the likelihood of batch failures due to process upsets. This reliability is critical for maintaining continuous supply to formulators who depend on consistent quality for their own production lines.
- Scalability and Environmental Compliance: From a scale-up perspective, the process is highly favorable as it relies on standard chemical engineering unit operations that are easily transferred from pilot to commercial scale. The reduction in hazardous waste generation, particularly the avoidance of chlorinated organic byproducts, simplifies environmental permitting and waste disposal logistics. This 'green chemistry' aspect not only mitigates regulatory risk but also enhances the corporate sustainability profile of the manufacturer, a key differentiator in modern B2B negotiations with environmentally conscious multinational corporations.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this glufosinate-ammonium purification technology. These insights are derived directly from the experimental data and process descriptions found in the patent literature, providing a factual basis for evaluating the feasibility of adoption. Understanding these nuances is essential for technical teams assessing the integration of this route into existing manufacturing facilities.
Q: How does this process remove inorganic salts like NH4Cl compared to traditional recrystallization?
A: Unlike traditional recrystallization which struggles to separate structurally similar salts, this novel process utilizes a strategic esterification step. By converting the glufosinate-ammonium hydrochloride into an ester form soluble in alcohol, the inorganic impurities (NH4Cl, NaCl) remain insoluble and can be physically removed via simple filtration before the product is regenerated through hydrolysis.
Q: Why is ethylene oxide preferred over propylene oxide or epichlorohydrin for neutralization?
A: The patent data indicates that using ethylene oxide (oxyethane) for the neutralization of glufosinate-ammonium hydrochloride is significantly more economic and safer than conventional methods employing propylene oxide or epichlorohydrin. This substitution reduces the complexity of byproduct management and enhances the overall safety profile of the manufacturing process.
Q: What purity levels can be achieved with this purification method?
A: Experimental embodiments within the patent demonstrate that this multi-step purification route consistently achieves high purity levels, with reported product purities ranging from 90% to 96% and total yields between 90% and 98%, effectively minimizing inorganic salt content.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Glufosinate-Ammonium Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition to advanced purification technologies requires a partner with deep technical expertise and proven manufacturing capabilities. As a leading CDMO, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that innovations like the esterification-based purification of glufosinate-ammonium can be seamlessly translated into industrial reality. Our facilities are equipped with rigorous QC labs and adhere to stringent purity specifications, guaranteeing that every batch of agrochemical intermediate meets the exacting standards required by global regulatory bodies. We are committed to delivering not just a product, but a reliable supply solution that supports your long-term strategic goals.
We invite you to engage with our technical procurement team to discuss how this optimized purification route can benefit your specific supply chain requirements. By requesting a Customized Cost-Saving Analysis, you can gain a clearer understanding of the potential economic advantages tailored to your volume needs. We encourage you to reach out today to obtain specific COA data and route feasibility assessments, allowing us to demonstrate how our commitment to technical excellence can drive value for your organization.