Advanced Catalytic Synthesis of High-Purity Odorless Pirimiphos-Methyl for Global Agrochemical Supply Chains
The global demand for high-efficacy, low-toxicity organophosphorus insecticides has driven significant innovation in synthetic methodologies, particularly for key active ingredients like pirimiphos-methyl. Patent CN101613373B introduces a groundbreaking preparation method that addresses long-standing challenges regarding product purity, odor, and toxicological safety. Traditional manufacturing routes have historically struggled with the inherent instability of O,O-dimethyl thiophosphoryl chloride, leading to complex impurity profiles that compromise both the efficacy and the safety profile of the final agrochemical product. This novel approach leverages a sophisticated biphasic reaction system incorporating specific hydrolysis inhibitors and a dual-catalyst mechanism to achieve unprecedented quality standards. By fundamentally altering the reaction environment, this technology enables the production of odorless pirimiphos-methyl with purity levels exceeding 96.0%, a significant leap from the industry standard of approximately 90%. For R&D directors and procurement specialists alike, this represents a critical opportunity to upgrade supply chains with a superior grade of intermediate that minimizes downstream purification costs and regulatory risks associated with toxic impurities.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of pirimiphos-methyl has been plagued by the susceptibility of the phosphorylating agent, O,O-dimethyl thiophosphoryl chloride, to hydrolysis. In conventional processes, whether conducted in acidic or alkaline media, the presence of moisture inevitably triggers a series of detrimental side reactions. As illustrated in the degradation pathways, the hydrolysis of the P-Cl bond generates acidic byproducts and various phosphorus-containing impurities, specifically identified as structures (I), (II), (III), and (IV) in the patent literature. These impurities are not merely inert contaminants; impurity (IV), methyl dithiophosphate, and impurity (III), O,O,O-trimethyl phosphorothioate, possess strong adsorptivity and are notoriously difficult to remove via standard washing procedures. Consequently, traditional crude products typically exhibit content levels around 90% with yields often falling below 85%. Furthermore, these residual impurities are responsible for the characteristic foul odor of the technical grade material and pose serious toxicological concerns, including potential immunosuppression and teratogenic effects documented in toxicological studies. The inability to effectively suppress these side reactions has long been a bottleneck for manufacturers seeking to produce high-quality, odorless formulations suitable for domestic hygiene and storage applications.
The Novel Approach
The methodology disclosed in CN101613373B fundamentally reengineers the reaction landscape by introducing a robust hydrolysis inhibition strategy within a toluene-water biphasic system. Unlike prior art that relies solely on solvent selection or basic acid-binding agents, this invention incorporates specific inorganic salts—such as sodium chloride, potassium chloride, or calcium chloride—as hydrolysis inhibitors. These inhibitors function to stabilize the O,O-dimethyl thiophosphoryl chloride against nucleophilic attack by water molecules, thereby preserving the integrity of the phosphorylating agent until it reacts with the pyrimidine substrate. The reaction equation demonstrates the clean conversion of 2-N,N-diethylamino-4-hydroxy-6-methyl-pyrimidine and O,O-dimethyl thiophosphoryl chloride into the target ester. By maintaining strict temperature control (below 40°C during addition) and utilizing sodium hydroxide as an efficient acid-binding agent, the process minimizes thermal degradation. The result is a dramatic reduction in the formation of malodorous and toxic byproducts, yielding a crude product with purity greater than 96% and significantly improved sensory properties, effectively solving the industrial problem of high-quality pirimiphos-methyl production.

Mechanistic Insights into Hydrolysis-Inhibited Phosphorylation
The core innovation of this process lies in the mechanistic suppression of competitive hydrolysis reactions through the "salting-out" or stabilization effect of the added inhibitors. In a typical biphasic system, the interface between the organic phase (toluene) and the aqueous phase (containing NaOH) is a hotspot for unwanted hydrolysis of the acid chloride. The introduction of high concentrations of inorganic salts like NaCl or KCl alters the activity of water in the aqueous phase, effectively reducing its nucleophilicity towards the phosphorus center. This kinetic stabilization ensures that the O,O-dimethyl thiophosphoryl chloride remains available for the desired nucleophilic substitution with the pyrimidine hydroxyl group rather than being consumed by water. Furthermore, the patent specifies the use of a synergistic catalyst system comprising 4-Dimethylaminopyridine (DMAP) and tetrabutylphosphonium bromide (TBAB). DMAP acts as a potent nucleophilic catalyst, activating the phosphorylating agent by forming a highly reactive pyridinium intermediate, while TBAB functions as a phase transfer catalyst, shuttling the anionic pyrimidine species into the organic phase where the reaction occurs. This dual-catalyst approach accelerates the main reaction rate relative to the hydrolysis rate, further enhancing selectivity.
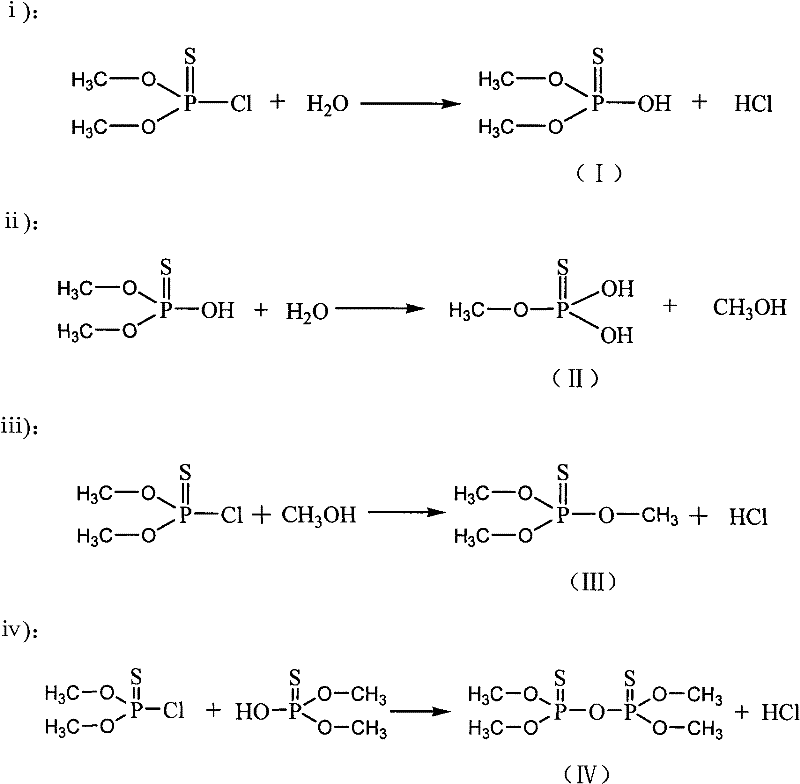
Controlling the impurity profile is critical for meeting stringent regulatory standards for agrochemical intermediates. The side reactions depicted in the patent data highlight the formation of O,O,S-trimethyl phosphorothioate and methyl dithiophosphate, which are direct consequences of uncontrolled hydrolysis and subsequent rearrangement or incomplete reaction. By suppressing the initial hydrolysis step, the new method drastically reduces the concentration of precursors for these toxic impurities. Experimental data from the patent embodiments confirms that impurity (IV) levels can be reduced to as low as 0.11-0.37%, and impurity (III) to 0.77-1.92%, compared to the 5.2-7.0% total impurity levels seen in conventional methods. This level of control is achieved without requiring complex downstream purification steps like column chromatography, which are economically unviable on a multi-ton scale. Instead, a simple aqueous workup involving washing with dilute hydrochloric acid and water is sufficient to remove residual catalysts and salts, leaving behind a high-purity oil. This mechanistic understanding allows process chemists to fine-tune the molar ratios of inhibitors and catalysts to optimize the balance between reaction speed and impurity suppression.
How to Synthesize Pirimiphos-Methyl Efficiently
The operational protocol for this synthesis is designed for robustness and scalability, utilizing readily available industrial solvents and reagents. The process begins with the preparation of the reaction mixture in a stirred reactor, where toluene and water are combined with the pyrimidine substrate. The addition of sodium hydroxide is carefully managed to maintain the temperature below 40°C, preventing premature degradation. Following the formation of the pyrimidine salt, the critical hydrolysis inhibitors and the DMAP/TBAB catalyst system are introduced. The O,O-dimethyl thiophosphoryl chloride is then added dropwise over a period of one hour, with rigorous temperature control maintained between 25-35°C to ensure optimal selectivity. After the addition is complete, the reaction is allowed to proceed for 2 to 5 hours to ensure full conversion. The workup involves a straightforward phase separation, acid wash to neutralize excess base and remove catalyst residues, and finally, vacuum distillation to remove the toluene solvent. Detailed standardized synthesis steps following this protocol are provided in the section below.
- Prepare a biphasic reaction system using toluene and water, adding 2-N,N-diethylamino-4-hydroxy-6-methyl-pyrimidine and sodium hydroxide under controlled temperature conditions below 40°C.
- Introduce specific hydrolysis inhibitors (such as sodium chloride or potassium chloride) alongside a dual-catalyst system comprising 4-Dimethylaminopyridine (DMAP) and tetrabutylphosphonium bromide.
- Slowly add O,O-dimethyl thiophosphoryl chloride while maintaining the temperature between 25-35°C, followed by aqueous workup and solvent removal to isolate the high-purity product.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this hydrolysis-inhibited synthesis route offers substantial strategic advantages beyond mere technical superiority. The primary value driver is the significant enhancement in process efficiency and yield consistency. By effectively suppressing side reactions, the process maximizes the utilization of raw materials, particularly the expensive phosphorylating agent, leading to a marked reduction in material costs per kilogram of finished product. The elimination of complex purification steps required to remove stubborn odorous impurities translates directly into reduced processing time and lower utility consumption. Furthermore, the production of an odorless, high-purity intermediate simplifies the formulation process for downstream customers, who no longer need to invest heavily in deodorization technologies or deal with the handling hazards associated with foul-smelling technical grades. This streamlining of the value chain enhances the overall competitiveness of the final agrochemical product in the global market.
- Cost Reduction in Manufacturing: The implementation of hydrolysis inhibitors drastically improves the atom economy of the reaction by preventing the wasteful decomposition of O,O-dimethyl thiophosphoryl chloride. In conventional processes, a significant portion of this reagent is lost to hydrolysis, necessitating the use of excess amounts to drive the reaction to completion. By stabilizing the reagent, this new method allows for near-stoichiometric usage, substantially lowering the raw material cost burden. Additionally, the high crude purity (>96%) reduces the load on refining units, minimizing solvent usage for recrystallization or washing and decreasing the volume of hazardous waste generated. The qualitative improvement in yield, consistently demonstrated above 94% in pilot and industrial trials, ensures that production capacity is utilized more effectively, delivering more saleable product from the same fixed asset base.
- Enhanced Supply Chain Reliability: The robustness of this synthetic route contributes to a more resilient supply chain. The reagents employed, including toluene, sodium hydroxide, and common inorganic salts like sodium chloride, are commodity chemicals with stable global availability, reducing the risk of supply disruptions associated with specialty reagents. The process tolerance, evidenced by successful operation across a range of temperatures and inhibitor concentrations, ensures consistent output even under variable plant conditions. This reliability is crucial for maintaining continuous supply to formulators who depend on just-in-time delivery schedules. Moreover, the production of a stable, high-purity intermediate extends the shelf-life of the inventory, reducing losses due to degradation during storage and transport, which is a common issue with lower-grade technical materials prone to hydrolytic breakdown.
- Scalability and Environmental Compliance: The patent data explicitly validates the scalability of this technology, with successful demonstration in a 3000L enamel reactor, proving its readiness for multi-ton commercial production. From an environmental perspective, the reduction in toxic impurities such as teratogenic methyl dithiophosphate significantly lowers the ecological footprint of the manufacturing process. Easier wastewater treatment is another benefit, as the aqueous streams contain fewer organic phosphorus contaminants, simplifying compliance with increasingly stringent environmental regulations. The ability to produce an odorless product also improves workplace safety and community relations by eliminating nuisance odor complaints, a frequent challenge for agrochemical manufacturing facilities located near residential areas.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this advanced synthesis technology. These insights are derived directly from the experimental data and comparative analysis presented in the patent documentation, providing a clear picture of the operational benefits and chemical principles involved. Understanding these details is essential for technical teams evaluating the feasibility of adopting this method for their own production lines or for procurement specialists assessing the quality differentials in the market.
Q: How does the patented method eliminate the characteristic odor of pirimiphos-methyl?
A: The odor is primarily caused by impurities such as methyl dithiophosphate and trimethyl phosphorothioate formed via hydrolysis. This method uses specific hydrolysis inhibitors to suppress these side reactions, resulting in an odorless product with significantly reduced toxic impurities.
Q: What is the role of the hydrolysis inhibitor in this synthesis?
A: The hydrolysis inhibitor (e.g., NaCl, KCl) stabilizes the O,O-dimethyl thiophosphoryl chloride against water in the biphasic system, preventing the formation of acidic byproducts that degrade purity and cause equipment corrosion.
Q: Is this process scalable for industrial production?
A: Yes, the patent explicitly demonstrates successful scale-up in a 3000L enamel reactor (Embodiment 5), achieving consistent yields of over 94% and purity exceeding 96%, confirming its viability for commercial manufacturing.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Pirimiphos-Methyl Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition to high-purity, odorless agrochemical intermediates requires a partner with deep technical expertise and proven manufacturing capabilities. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of patents like CN101613373B are fully realized in practical, cost-effective manufacturing. We operate stringent purity specifications and maintain rigorous QC labs equipped to detect trace impurities at the ppm level, guaranteeing that every batch of pirimiphos-methyl meets the highest international standards for efficacy and safety. Our commitment to quality extends beyond the final product to the entire supply chain, ensuring traceability and consistency for our global partners.
We invite you to collaborate with us to leverage this advanced synthesis technology for your agrochemical portfolios. By partnering with NINGBO INNO PHARMCHEM, you gain access to a Customized Cost-Saving Analysis tailored to your specific volume requirements and quality targets. We encourage you to contact our technical procurement team today to request specific COA data and route feasibility assessments. Let us help you secure a competitive advantage through superior chemical quality and reliable supply chain performance.