Advanced Synthesis of 2-Chloro-5-Chloromethyl Thiazole for Global Agrochemical Manufacturing
Advanced Synthesis of 2-Chloro-5-Chloromethyl Thiazole for Global Agrochemical Manufacturing
The global demand for next-generation neonicotinoid insecticides, specifically clothianidin and thiamethoxam, has placed immense pressure on the supply chain of their critical precursors. Patent CN114409612A introduces a groundbreaking preparation method for high-content 2-chloro-5-chloromethyl thiazole, addressing long-standing challenges in yield and purity that have plagued the agrochemical intermediate sector. This technology represents a significant leap forward by eliminating the formation of polymeric byproducts that traditionally degrade product quality during purification. By integrating a novel post-treatment strategy with a sophisticated dual-tower rectification system, this process ensures the production of intermediates that meet the rigorous >99.5% purity standards required by top-tier pharmaceutical and agrochemical manufacturers. For R&D directors and procurement specialists, understanding this technological shift is vital for securing a stable supply of high-performance crop protection agents.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the industrial synthesis of 2-chloro-5-chloromethyl thiazole has been hindered by the instability of key reaction byproducts, specifically the compound designated as Formula III in the patent literature. Traditional purification protocols often rely on adding water or methanol to the reaction mixture to decompose these byproducts. However, this approach inadvertently triggers polymerization reactions, creating high-boiling impurities that are notoriously difficult to separate via standard distillation. These polymeric residues not only reduce the overall yield—often capping it below 85% in older methods—but also compromise the thermal stability of the final product during storage. Furthermore, conventional single-tower rectification processes frequently subject the heat-sensitive thiazole ring to excessive temperatures and pressure drops, leading to thermal decomposition and a final product content that struggles to exceed 98%, failing to meet the stringent specifications for modern neonicotinoid synthesis.
The Novel Approach
The patented methodology fundamentally alters the post-reaction landscape by introducing a saturated sodium chloride solution directly into the reaction system prior to solvent removal. This specific chemical environment facilitates the complete conversion of the problematic Formula III byproduct directly into the desired 2-chloro-5-chloromethyl thiazole (Formula I) without generating polymeric waste. 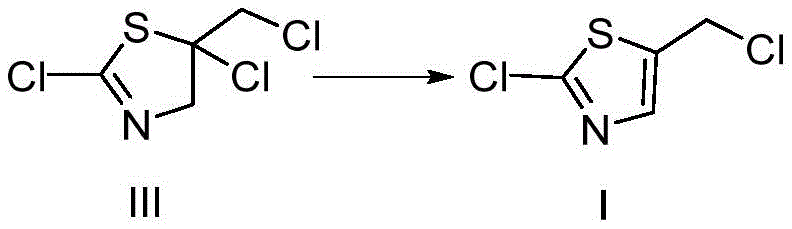 This breakthrough eliminates the primary source of yield loss and purification difficulty. Coupled with a strategic two-stage distillation protocol, the process first utilizes a high-precision rectification tower to strip away low-boiling fractions and recover unreacted starting materials. Subsequently, a low-plate rectification tower performs the final isolation under mild conditions, ensuring that the thermal integrity of the molecule is preserved while achieving exceptional separation efficiency. This dual-tower architecture effectively decouples the removal of light ends from the final product isolation, optimizing both energy consumption and product quality.
This breakthrough eliminates the primary source of yield loss and purification difficulty. Coupled with a strategic two-stage distillation protocol, the process first utilizes a high-precision rectification tower to strip away low-boiling fractions and recover unreacted starting materials. Subsequently, a low-plate rectification tower performs the final isolation under mild conditions, ensuring that the thermal integrity of the molecule is preserved while achieving exceptional separation efficiency. This dual-tower architecture effectively decouples the removal of light ends from the final product isolation, optimizing both energy consumption and product quality.
Mechanistic Insights into Chlorination and Byproduct Conversion
The core chemical transformation begins with the chlorination of 1-isothiocyanato-2-chloro-2-propene (Formula II) using a chlorinating agent such as sulfuryl chloride. During this exothermic reaction, the formation of the cyclic thiazole structure occurs, but it is inevitably accompanied by the generation of the di-chlorinated byproduct (Formula III). In standard aqueous workups, the electrophilic nature of Formula III makes it susceptible to hydrolysis and subsequent polymerization. However, the introduction of saturated sodium chloride creates a unique ionic strength environment that stabilizes the reaction intermediates. Instead of hydrolyzing into useless polymers, the chlorine atoms in Formula III are effectively managed, allowing the molecule to cyclize or rearrange into the stable thiazole product (Formula I). This mechanism ensures that nearly every mole of the byproduct is salvaged as valuable product rather than waste.
Following the chemical conversion, the physical separation mechanics are equally critical. The patent specifies a high-precision tower with 12 to 20 effective plates for the initial fractionation. This stage is designed to handle the complex mixture of solvents, unreacted Formula II, and isomers, ensuring they do not contaminate the main cut. Once these volatile components are removed, the residue is transferred to a low-rectifying tower with only 4 to 8 effective plates. 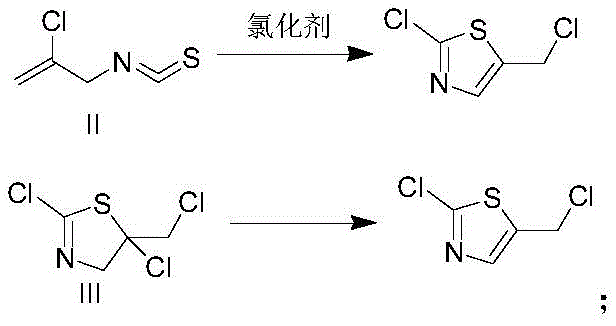 This reduction in plate count is intentional; it minimizes the pressure drop across the column, thereby lowering the boiling point of the mixture in the reboiler. By maintaining the bottom temperature below 120°C, preferably under 105°C, the process avoids the thermal degradation pathways that typically generate colored impurities and reduce the shelf-life of the intermediate. This precise control over both chemical and physical parameters is what enables the consistent achievement of >99.5% purity.
This reduction in plate count is intentional; it minimizes the pressure drop across the column, thereby lowering the boiling point of the mixture in the reboiler. By maintaining the bottom temperature below 120°C, preferably under 105°C, the process avoids the thermal degradation pathways that typically generate colored impurities and reduce the shelf-life of the intermediate. This precise control over both chemical and physical parameters is what enables the consistent achievement of >99.5% purity.
How to Synthesize 2-Chloro-5-Chloromethyl Thiazole Efficiently
The synthesis protocol outlined in the patent provides a robust framework for scaling this intermediate from laboratory to commercial production. The process begins with the controlled addition of sulfuryl chloride to a toluene solution of the starting isothiocyanate at temperatures between 25°C and 35°C, followed by a maturation period at 40°C to 45°C. The critical innovation occurs post-reaction, where the addition of saturated brine converts residual byproducts before the organic layer is separated and concentrated. The resulting crude material is then subjected to the aforementioned dual-tower distillation sequence. For detailed operational parameters, safety guidelines, and specific equipment configurations required to replicate this high-yield process, please refer to the standardized synthesis steps provided below.
- React 1-isothiocyanato-2-chloro-2-propene with a chlorinating agent like sulfuryl chloride, then treat with saturated sodium chloride solution to convert byproducts without polymerization.
- Separate the desalting water layer and remove the solvent under reduced pressure to obtain the crude thiazole product.
- Purify the crude product using a high-precision rectification tower to remove front fractions, followed by a low rectifying tower for final high-purity distillation.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this patented synthesis route offers substantial strategic advantages beyond mere technical superiority. The elimination of polymerization byproducts directly translates to a more efficient use of raw materials, as the carbon backbone of the starting material is conserved rather than lost to heavy ends. This efficiency gain reduces the overall cost of goods sold (COGS) by maximizing the output per batch without requiring proportional increases in feedstock consumption. Additionally, the ability to recover and recycle the front fraction containing unreacted starting materials further drives down material costs, creating a more circular and economically resilient manufacturing loop that buffers against volatility in raw material pricing.
- Cost Reduction in Manufacturing: The process significantly lowers production costs by eliminating the need for complex wastewater treatment associated with traditional alkali washing or acid salt formation methods. By avoiding the generation of large volumes of salt-containing wastewater and reducing the consumption of neutralizing agents like sodium bicarbonate, the facility operates with a leaner environmental footprint and lower utility overhead. Furthermore, the high yield stability means fewer batches are required to meet production targets, optimizing reactor utilization time and reducing labor costs per kilogram of finished intermediate.
- Enhanced Supply Chain Reliability: The robustness of the saturated sodium chloride treatment ensures consistent batch-to-batch quality, reducing the risk of off-spec material that could disrupt downstream insecticide production schedules. Because the method avoids the formation of stubborn polymeric impurities, the purification step is more predictable and less prone to fouling or blockages in the distillation columns. This operational reliability minimizes unplanned downtime and maintenance intervals, ensuring a steady and continuous flow of high-purity intermediates to global agrochemical clients.
- Scalability and Environmental Compliance: The simplicity of the operation, which avoids hazardous freezing crystallization steps or complex multi-stage extractions, makes this process highly scalable for large-tonnage production. The system is designed to safely capture byproduct hydrochloric acid, turning a potential waste liability into a recoverable resource. This alignment with green chemistry principles not only simplifies regulatory compliance but also enhances the sustainability profile of the supply chain, a key metric for modern ESG-conscious procurement strategies.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the production and application of this advanced thiazole intermediate. These insights are derived directly from the experimental data and process descriptions found in the patent documentation, providing clarity on how this method outperforms legacy technologies. Understanding these nuances is essential for technical teams evaluating vendor capabilities and process feasibility for long-term partnerships.
Q: How does the new method prevent polymer formation during synthesis?
A: Unlike conventional methods that use water or methanol which cause byproduct Formula III to polymerize, this patent utilizes a saturated sodium chloride solution. This specific reagent promotes the complete conversion of Formula III directly into the desired product (Formula I) without generating polymeric impurities, thereby significantly enhancing yield and purity.
Q: Why is a dual-tower rectification system necessary for this intermediate?
A: 2-Chloro-5-chloromethyl thiazole is thermally sensitive. A single high-efficiency tower creates excessive pressure drop and temperature, leading to decomposition. The patented two-stage approach uses a high-precision tower first to remove low boilers and recover raw materials, followed by a low-plate tower for gentle final distillation, preventing thermal degradation while ensuring >99.5% purity.
Q: What are the purity specifications achievable with this process?
A: The optimized process described in patent CN114409612A consistently achieves a product content of greater than 99.5% with a stable yield exceeding 91.9%. This high purity is critical for meeting the stringent quality requirements of downstream neonicotinoid insecticides like clothianidin and thiamethoxam.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 2-Chloro-5-Chloromethyl Thiazole Supplier
At NINGBO INNO PHARMCHEM, we recognize that the quality of the final agrochemical product is inextricably linked to the purity of its intermediates. As a leading CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the intricate balance of temperature and pressure required for this synthesis is maintained at an industrial level. Our facilities are equipped with rigorous QC labs and adhere to stringent purity specifications, guaranteeing that every shipment of 2-chloro-5-chloromethyl thiazole meets the >99.5% content threshold necessary for high-performance neonicotinoid manufacturing.
We invite global partners to leverage our technical expertise to optimize their supply chains. By collaborating with our technical procurement team, you can request a Customized Cost-Saving Analysis tailored to your specific volume requirements. We encourage you to contact us today to obtain specific COA data and route feasibility assessments, ensuring that your production of clothianidin and thiamethoxam is built on a foundation of chemical excellence and supply security.