Advanced Green Synthesis of Alpha-Acetyl Substituted Alpha-Beta-Unsaturated Esters for Commercial Scale-Up
The chemical landscape for producing functional organic intermediates is undergoing a significant transformation, driven by the urgent need for greener, more sustainable manufacturing processes. Patent CN1948264A introduces a groundbreaking methodology for the synthesis of alpha-acyl substituted alpha, beta-unsaturated esters, a class of compounds critical to the construction of complex molecular architectures in the pharmaceutical and agrochemical sectors. This innovation replaces traditional, often hazardous catalytic systems with a benign combination of amino acids and ionic liquids, achieving high conversion rates under remarkably mild conditions. By leveraging the unique solvation properties of ionic liquids and the bifunctional catalytic potential of amino acids, this process addresses key pain points regarding toxicity, waste generation, and energy consumption that have long plagued the production of these versatile building blocks.
For R&D directors and process chemists, the implications of this technology extend far beyond simple yield improvements; it represents a fundamental shift towards safer, more controllable reaction environments. The ability to conduct these condensations at room temperature without volatile organic solvents not only enhances operational safety but also simplifies the downstream purification protocols. As the industry moves towards stricter environmental regulations and higher purity standards, adopting such green chemistry principles becomes not just an ethical choice but a strategic commercial necessity for maintaining competitiveness in the global supply chain of fine chemicals.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of alpha-acyl substituted alpha, beta-unsaturated esters has relied heavily on classical Knoevenagel condensation protocols that utilize organic bases such as piperidine or inorganic bases like potassium carbonate supported on polyethylene glycol. While these methods can achieve the desired transformation, they are fraught with significant drawbacks that hinder their applicability in modern, large-scale manufacturing. Traditional routes often require elevated temperatures, sometimes reaching reflux conditions, which increases energy consumption and poses thermal safety risks, particularly when dealing with reactive aldehydes and beta-keto esters. Furthermore, the use of volatile organic solvents and toxic amine catalysts creates substantial challenges in waste management and worker safety, necessitating complex scrubbing systems and extensive personal protective equipment.
Beyond the immediate safety concerns, conventional methods frequently suffer from issues related to product isolation and catalyst removal. The presence of residual amine catalysts can lead to difficult-to-remove impurities that compromise the purity profile of the final intermediate, a critical failure point for pharmaceutical applications where impurity thresholds are strictly regulated. Additionally, the separation of products from heterogeneous mixtures involving solid supports like potassium carbonate can be inefficient, leading to lower overall yields and increased processing time. These cumulative inefficiencies result in higher production costs and a larger environmental footprint, making traditional routes increasingly untenable for cost-sensitive and sustainability-focused supply chains.
The Novel Approach
In stark contrast to these legacy methods, the novel approach detailed in the patent utilizes a synergistic system comprising naturally occurring amino acids as catalysts and room-temperature ionic liquids as the reaction medium. This combination creates a unique microenvironment that facilitates the condensation reaction with exceptional efficiency while eliminating the need for hazardous reagents. The ionic liquid, such as 1-butyl-3-methylimidazolium tetrafluoroborate, acts not merely as a solvent but as a stabilizing matrix that enhances the solubility of both organic and inorganic species, ensuring a homogeneous reaction phase that maximizes molecular collisions and reaction rates. 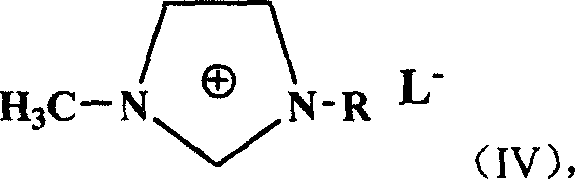
The use of amino acids like glycine or proline introduces a level of biocompatibility and safety that is absent in traditional catalysis. These catalysts are non-toxic, inexpensive, and readily available from renewable sources, aligning perfectly with the principles of green chemistry. Moreover, the reaction proceeds smoothly at room temperature, drastically reducing the energy input required for the process. The homogeneous nature of the reaction mixture simplifies the workup procedure, allowing for straightforward extraction and purification steps that minimize product loss. This novel methodology effectively decouples high performance from environmental harm, offering a scalable solution that meets the rigorous demands of modern industrial chemistry.
Mechanistic Insights into Amino Acid-Catalyzed Condensation
The efficacy of this synthetic route lies in the intricate interplay between the amino acid catalyst and the ionic liquid medium, which together lower the activation energy of the Knoevenagel condensation. Amino acids, possessing both amine and carboxylic acid functional groups, can act as bifunctional catalysts, activating the carbonyl group of the aldehyde through hydrogen bonding or iminium ion formation while simultaneously deprotonating the active methylene group of the acyl-substituted acetate. This dual activation mechanism accelerates the nucleophilic attack and subsequent dehydration steps that characterize the condensation process. The ionic liquid further stabilizes the polar transition states and intermediates involved in the reaction, preventing side reactions and ensuring high selectivity for the desired alpha, beta-unsaturated ester product.
From an impurity control perspective, this mechanism offers distinct advantages over base-catalyzed routes. The mild acidity/basicity balance of the amino acid prevents the aggressive degradation of sensitive functional groups that might occur with strong inorganic bases. Furthermore, the specific solvation environment provided by the ionic liquid suppresses polymerization side reactions of the aldehyde substrates, a common issue in traditional syntheses. The resulting product, as illustrated in the structural versatility below, serves as a robust platform for further derivatization, maintaining high integrity of the carbon skeleton which is essential for downstream applications in total synthesis. 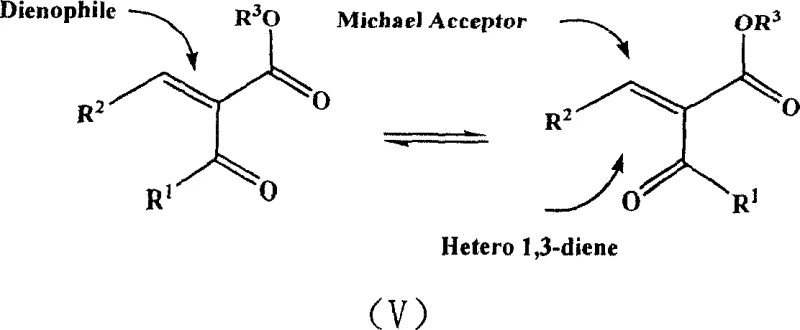
The structural features of the product, specifically the conjugated system containing both acyl and ester groups, make it a highly reactive dienophile and Michael acceptor. This reactivity is crucial for constructing complex cyclic and acyclic frameworks found in bioactive molecules. The ability to control the stereochemistry and regioselectivity during the initial formation of this double bond is paramount, and the gentle conditions of the amino acid/ionic liquid system provide the necessary control to minimize isomeric impurities. This level of precision is vital for R&D teams aiming to synthesize chiral compounds or specific geometric isomers required for biological activity, ensuring that the intermediate produced is of the highest possible quality for subsequent coupling reactions.
How to Synthesize Alpha-Acetyl Substituted Alpha-Beta-Unsaturated Esters Efficiently
Implementing this synthesis in a laboratory or pilot plant setting requires adherence to specific procedural guidelines to maximize the benefits of the ionic liquid system. The process is designed to be operationally simple, avoiding the need for specialized high-pressure equipment or cryogenic cooling. By following the optimized molar ratios and reaction times established in the patent examples, manufacturers can consistently achieve yields exceeding 90% with minimal byproduct formation. The following guide outlines the critical steps for executing this transformation, emphasizing the ease of handling and the robustness of the protocol across different substrate variations.
- Combine acyl-substituted acetate and aldehyde substrates in an ionic liquid medium such as 1-butyl-3-methylimidazolium tetrafluoroborate.
- Add a catalytic amount of an amino acid, preferably glycine or proline, to initiate the condensation reaction at room temperature.
- Stir the homogeneous mixture for 5 to 24 hours, then quench with saturated ammonium chloride and extract the product with ethyl acetate.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain leaders, the adoption of this amino acid-catalyzed process translates into tangible strategic advantages that directly impact the bottom line and operational resilience. The elimination of expensive and hazardous transition metal catalysts or volatile organic amines removes a significant cost center associated with raw material procurement and hazardous waste disposal. Furthermore, the recyclability of the ionic liquid medium means that solvent costs, which often constitute a major portion of variable manufacturing expenses, are drastically reduced over the lifecycle of the production campaign. This shift from a linear consumption model to a circular solvent economy enhances the overall cost-efficiency of the manufacturing process.
- Cost Reduction in Manufacturing: The replacement of traditional catalysts with inexpensive, bulk-available amino acids significantly lowers the direct material costs associated with the synthesis. Additionally, the ambient temperature operation eliminates the energy costs linked to heating and refluxing large volumes of solvent, contributing to substantial utility savings. The simplified workup procedure reduces labor hours and equipment occupancy time, allowing for higher throughput without additional capital investment. These factors combine to create a leaner, more cost-effective production model that improves margin potential for high-volume intermediates.
- Enhanced Supply Chain Reliability: Relying on commodity chemicals like amino acids and commercially available ionic liquids mitigates the risk of supply disruptions often associated with specialized or imported reagents. The robustness of the reaction conditions ensures consistent batch-to-batch quality, reducing the incidence of failed runs and the need for reprocessing. This reliability is critical for maintaining uninterrupted supply lines to downstream pharmaceutical customers who depend on just-in-time delivery schedules. The stability of the reagents also simplifies storage and logistics requirements, further strengthening the supply chain infrastructure.
- Scalability and Environmental Compliance: The homogeneous nature of the reaction mixture facilitates seamless scale-up from gram to ton quantities without the mass transfer limitations often encountered in heterogeneous systems. The green profile of the process, characterized by low toxicity and minimal waste generation, ensures compliance with increasingly stringent environmental regulations globally. This proactive approach to environmental stewardship reduces the regulatory burden and potential liability, positioning the manufacturer as a preferred partner for sustainability-conscious multinational corporations seeking to reduce their Scope 3 emissions.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this green synthesis technology. These answers are derived directly from the experimental data and technical specifications outlined in the patent documentation, providing clarity on the practical aspects of adopting this method. Understanding these details is essential for technical teams evaluating the feasibility of integrating this route into existing manufacturing portfolios.
Q: What are the primary advantages of using amino acid catalysts over traditional bases?
A: Amino acids provide a non-toxic, safe, and readily available catalytic alternative to hazardous organic bases like piperidine, significantly improving the environmental profile of the synthesis.
Q: Can the ionic liquid solvent be recycled for subsequent batches?
A: Yes, the ionic liquid exhibits excellent stability and can be recovered from the aqueous layer after extraction and reused, reducing overall solvent consumption and waste generation.
Q: What is the typical reaction time and temperature for this process?
A: The reaction proceeds efficiently under mild conditions, typically requiring 5 to 24 hours of stirring at room temperature, eliminating the need for energy-intensive heating.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Alpha-Acetyl Substituted Alpha-Beta-Unsaturated Ester Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical role that high-quality intermediates play in the success of your drug development programs. Our team of expert process chemists has extensively evaluated the amino acid-catalyzed synthesis route described in CN1948264A and validated its potential for robust commercial manufacturing. We possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory discovery to industrial supply is seamless and efficient. Our facilities are equipped with rigorous QC labs capable of meeting stringent purity specifications, guaranteeing that every batch of alpha-acyl substituted esters delivered meets the exacting standards required for pharmaceutical applications.
We invite you to collaborate with us to leverage this advanced green technology for your specific project needs. Our technical procurement team is ready to provide a Customized Cost-Saving Analysis that quantifies the economic benefits of switching to this sustainable route for your specific volume requirements. Please contact us to request specific COA data for our current inventory or to discuss route feasibility assessments for custom derivatives. By partnering with NINGBO INNO PHARMCHEM, you secure not just a supplier, but a strategic ally committed to driving innovation and efficiency in your supply chain.