Advanced Periplasmic Biocatalysis for High-Purity (S)-CHBE Production and Commercial Scale-Up
Advanced Periplasmic Biocatalysis for High-Purity (S)-CHBE Production and Commercial Scale-Up
The pharmaceutical industry's relentless pursuit of cost-effective and environmentally sustainable synthesis routes for statin intermediates has found a significant breakthrough in the technology disclosed in patent CN112143688A. This intellectual property details the construction and application of a novel recombinant Escherichia coli strain capable of efficiently producing (S)-4-chloro-3-hydroxybutanoate ((S)-CHBE), a critical chiral precursor for Rosuvastatin Calcium. Unlike traditional chemical methods that rely on heavy metal catalysts or conventional microbial processes plagued by low optical purity, this invention leverages a sophisticated dual-enzyme system expressed specifically in the periplasmic space. For R&D directors and procurement specialists seeking a reliable pharmaceutical intermediate supplier, this technology represents a paradigm shift towards high-efficiency biocatalysis that eliminates the need for expensive exogenous cofactors while delivering exceptional stereochemical control.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of chiral alcohols like (S)-CHBE from 4-chloroacetoacetic acid ethyl ester (COBE) has been fraught with significant technical and economic challenges. The traditional chemical catalyst asymmetric reduction route typically employs precious metal catalysts such as rhodium or ruthenium, which necessitates high hydrogen pressure conditions and results in substantial energy consumption. Furthermore, the stereoselectivity of these chemical methods is often insufficient for high-value API applications, requiring costly downstream purification to remove trace heavy metal contaminants. Alternatively, existing microbial catalytic methods using intact cells like baker's yeast often suffer from poor stereoselectivity due to the complexity of endogenous enzyme systems, while purified enzyme methods demand the continuous addition of stoichiometric amounts of expensive coenzymes like NADH or NADPH, rendering the process economically unviable for large-scale manufacturing.
The Novel Approach
The innovative strategy presented in the patent overcomes these hurdles by engineering a recombinant E. coli strain that co-expresses Ketoreductase (KRD) from Saccharomyces rouxii and Glucose Dehydrogenase (GDH) from Bacillus subtilis. Crucially, these enzymes are directed to the periplasmic space rather than the cytoplasm, a modification that drastically improves protein folding and stability. This spatial arrangement allows for a self-sufficient cofactor regeneration cycle where GDH continuously recycles the reducing equivalents required by KRD, thereby obviating the need for external cofactor supplementation. This approach not only simplifies the reaction system to a single aqueous phase but also achieves a remarkable conversion rate of up to 99.9% with an enantiomeric excess (ee) value reaching 100%, setting a new benchmark for cost reduction in API manufacturing.
Mechanistic Insights into Periplasmic Co-Expression System
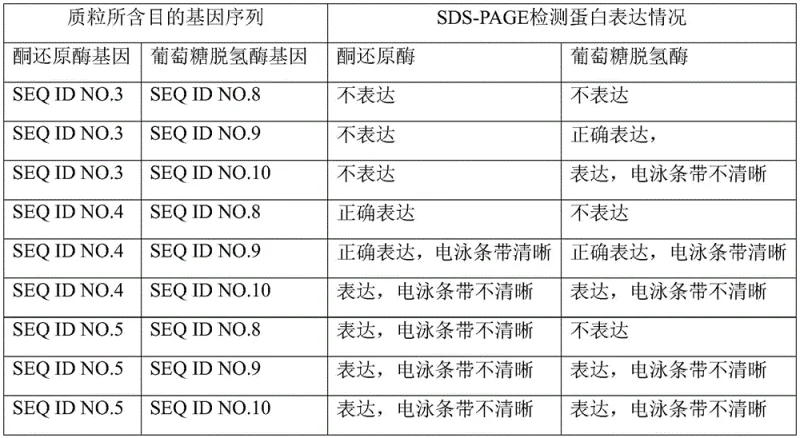
The core of this technological advancement lies in the precise genetic engineering of the expression vector, specifically the pET-26b-KRD-SGDH construct. By optimizing the gene sequences for E. coli codon usage (SEQ ID NO.4 for KRD and SEQ ID NO.9 for GDH) and incorporating specific signal peptides like pelB, the system ensures that both enzymes are translocated across the inner membrane into the periplasm. This compartmentalization is vital because the periplasmic environment contains chaperones that facilitate correct protein folding, preventing the formation of inactive inclusion bodies which are common in cytoplasmic overexpression. The result is a highly active biocatalyst where the Ketoreductase exhibits a specific activity of 45.8 U/mg and the Glucose Dehydrogenase reaches 50.6 U/mg, creating a robust synergistic effect for asymmetric reduction.

Furthermore, the stability of the enzymes in the periplasmic space contributes significantly to the process's reproducibility and scalability. Since the periplasm has a lower concentration of proteases compared to the cytoplasm, the recombinant proteins are protected from degradation, maintaining their catalytic efficiency over extended reaction periods. The mechanism relies on the oxidation of isopropanol by GDH to regenerate NADPH, which is then immediately consumed by KRD to reduce the ketone substrate COBE to the chiral alcohol (S)-CHBE. This closed-loop cofactor system operates efficiently at mild temperatures between 25°C and 35°C, demonstrating that high-purity pharmaceutical intermediates can be produced under gentle, green chemistry conditions without the harsh parameters associated with traditional chemical synthesis.
How to Synthesize (S)-4-chloro-3-hydroxybutanoate Efficiently
The implementation of this biocatalytic route involves a streamlined workflow designed for industrial feasibility, starting from the construction of the recombinant strain to the final whole-cell catalysis. The process utilizes a simple aqueous buffer system, avoiding the use of toxic organic solvents often required in two-phase chemical reactions. By employing wet cells directly without the need for freeze-drying or complex purification, the operational complexity is significantly reduced. The following guide outlines the standardized synthesis steps derived from the patent examples, ensuring consistent high-yield production suitable for commercial scale-up of complex pharmaceutical intermediates.
- Construct the recombinant plasmid pET-26b-KRD-SGDH by ligating optimized Ketoreductase (SEQ ID NO.4) and Glucose Dehydrogenase (SEQ ID NO.9) genes.
- Transform the vector into E. coli BL21(DE3) host cells and induce expression at 25°C to ensure proper periplasmic folding.
- Perform whole-cell catalysis in an aqueous phosphate buffer with isopropanol as a hydrogen donor at 25-35°C to achieve >99.9% conversion.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the transition to this recombinant E. coli technology offers profound strategic benefits beyond mere technical superiority. The elimination of expensive noble metal catalysts and the removal of the requirement for exogenous cofactors fundamentally alter the cost structure of producing (S)-CHBE. Traditional methods incur high costs not only from raw materials but also from the extensive waste treatment required for heavy metal disposal. In contrast, this biological route utilizes inexpensive glucose or isopropanol as hydrogen donors and operates in a benign aqueous environment, leading to substantial cost savings in raw material procurement and waste management compliance.
- Cost Reduction in Manufacturing: The self-regenerating cofactor system driven by the co-expressed Glucose Dehydrogenase eliminates the recurring expense of purchasing NADH or NADPH, which are traditionally cost-prohibitive for large-scale reactions. Additionally, the high conversion rate of 99.9% minimizes substrate waste and reduces the burden on downstream purification units, effectively lowering the overall cost of goods sold (COGS) for the final API intermediate.
- Enhanced Supply Chain Reliability: By shifting away from supply chains dependent on volatile precious metal markets or specialized commercial enzymes, manufacturers can secure a more stable production baseline. The recombinant strain can be propagated indefinitely, ensuring a consistent and renewable source of biocatalyst that mitigates the risk of supply disruptions often associated with finite chemical resources or batch-to-batch variability of commercial enzyme preparations.
- Scalability and Environmental Compliance: The use of a whole-cell catalytic system in a single aqueous phase simplifies the reactor design and operation, facilitating easier scale-up from laboratory to multi-ton production. The absence of heavy metals and toxic organic solvents aligns perfectly with increasingly stringent environmental regulations, reducing the regulatory burden and potential liabilities associated with hazardous waste discharge, thus ensuring long-term operational continuity.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this recombinant biocatalysis technology. These insights are derived directly from the experimental data and beneficial effects described in the patent documentation, providing clarity on the operational parameters and quality outcomes expected from this advanced synthesis route.
Q: What are the advantages of periplasmic expression over intracellular expression for this biocatalyst?
A: Periplasmic expression prevents the formation of inclusion bodies, ensuring correct protein folding and higher enzyme activity without the need for complex cell lysis and renaturation steps.
Q: Does this process require the addition of expensive cofactors like NADH or NADPH?
A: No, the co-expression of Glucose Dehydrogenase (GDH) enables efficient in situ regeneration of the necessary cofactors, eliminating the need for external addition.
Q: What is the optical purity and conversion rate achievable with this method?
A: The patented method achieves a substrate conversion rate of up to 99.9% and an enantiomeric excess (ee) value of up to 100%.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable (S)-CHBE Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of the biocatalytic processes described in patent CN112143688A for the global statin market. As a premier CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory innovation to industrial reality is seamless. Our state-of-the-art facilities are equipped with rigorous QC labs capable of meeting stringent purity specifications, guaranteeing that every batch of (S)-CHBE delivered meets the exacting standards required for downstream API synthesis.
We invite forward-thinking pharmaceutical companies to collaborate with us to leverage this cutting-edge technology for their supply chains. By partnering with our technical procurement team, you can request a Customized Cost-Saving Analysis tailored to your specific volume requirements. We encourage you to contact us today to obtain specific COA data and comprehensive route feasibility assessments, ensuring that your project benefits from the highest levels of efficiency, purity, and economic viability available in the market.