Advanced Manufacturing of L-AMPB Intermediates: Technical Breakthroughs and Commercial Scalability
Advanced Manufacturing of L-AMPB Intermediates: Technical Breakthroughs and Commercial Scalability
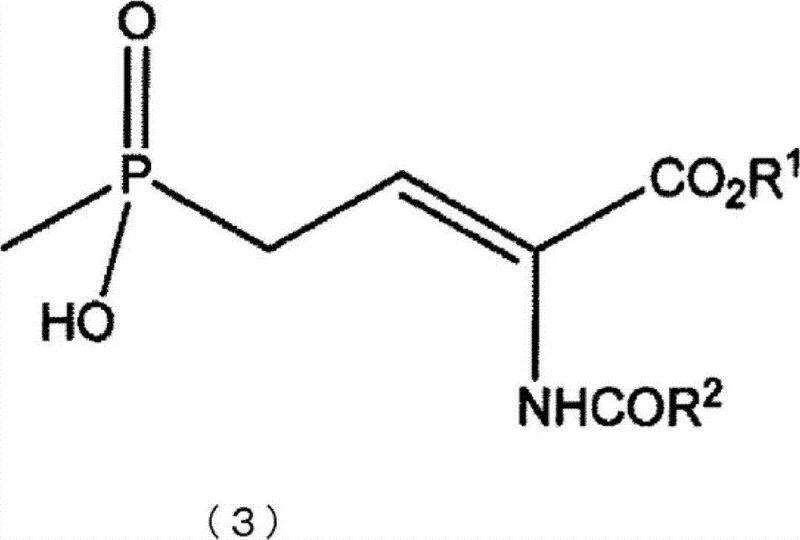
The global demand for high-efficiency herbicides continues to drive innovation in the synthesis of key agrochemical intermediates, specifically those required for the production of L-2-amino-4-(hydroxymethylphosphinyl)-butyric acid, commonly known as L-AMPB. A pivotal advancement in this domain is detailed in patent CN102822184A, which discloses a highly efficient method for producing (Z)-N-substituted-2-amino-4-(hydroxymethylphosphinyl)-2-butenoic acid derivatives. This technology addresses long-standing challenges in geometric isomer control and process scalability, offering a robust pathway for the reliable agrochemical intermediate supplier seeking to optimize their manufacturing portfolio. By utilizing a specific mixed solvent system comprising acetic acid and aromatic hydrocarbons, the process facilitates a dehydration condensation reaction that simultaneously drives isomerization towards the thermodynamically stable Z-form. This technical breakthrough not only enhances yield but also significantly simplifies the purification workflow, making it an attractive option for cost reduction in herbicide manufacturing.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Prior art methodologies for synthesizing these critical phosphinyl-containing intermediates have historically suffered from significant operational and chemical drawbacks that hinder large-scale commercial viability. For instance, earlier techniques described in Japanese Patent Application Laid-Open No. 56-92897 relied on heating substrates under reduced pressure without any solvent, a approach that presents severe difficulties in heat transfer and mass mixing when attempting to handle substantial quantities. Furthermore, alternative condensation methods reported in other literature often result in moderate yields due to poor solubility or dispersibility of both the starting materials and the reaction products within standard reaction media. These physical limitations lead to inconsistent reaction kinetics, localized overheating, and ultimately, a decrease in yield as the process is amplified from laboratory to pilot scale. Additionally, previous routes failed to adequately address the critical relationship between reaction conditions and the formation ratio of the desired geometric isomer, often resulting in mixtures that require expensive and wasteful separation processes to isolate the biologically active Z-form.
The Novel Approach
The innovative strategy outlined in the patent data overcomes these historical barriers by introducing a precisely engineered mixed solvent system that fundamentally alters the reaction thermodynamics and kinetics. By employing a mixture of acetic acid with a selected aromatic solvent such as toluene, xylene, or chlorobenzene at a specific volume ratio of 1:3 to 1:5, the process creates an optimal environment for dehydration condensation under reflux conditions. This liquid-phase approach ensures excellent heat distribution and allows for the continuous removal of water generated during the reaction, typically using a Dean-Stark trap, which drives the equilibrium forward according to Le Chatelier's principle. Crucially, this solvent combination is tuned such that the desired Z-isomer exhibits markedly lower solubility compared to the E-isomer and other impurities, causing it to precipitate out of the solution as it forms. This in-situ crystallization not only protects the product from thermal decomposition but also actively promotes the isomerization of any remaining E-form back to the more stable Z-form in the solution phase, thereby maximizing overall yield and purity without the need for complex downstream purification.
Mechanistic Insights into Dehydration Condensation and Isomerization
The core chemical transformation involves the dehydration condensation between a 2-oxo-4-(hydroxymethylphosphinyl)-butyric acid derivative and an amide or carbamate compound, a reaction that is traditionally prone to forming mixtures of geometric isomers. In the context of this patent, the mechanism is elegantly driven by the interplay between the acidic nature of the solvent and the thermal energy provided by refluxing. The acetic acid acts not only as a solvent but potentially as a mild acid catalyst, facilitating the activation of the carbonyl group in the keto-acid substrate towards nucleophilic attack by the nitrogen of the amide. As the dehydration proceeds, an initial mixture of (E) and (Z) dehydroamino acid derivatives is generated. However, the unique solvent polarity and hydrogen bonding capabilities of the acetic acid-toluene mixture create a specific solvation shell around the molecules. The (Z)-isomer, possessing a specific spatial arrangement of the phosphinyl and amide groups, interacts less favorably with this mixed solvent matrix compared to the (E)-isomer, leading to its preferential precipitation. This physical removal of the product from the liquid phase shifts the dynamic equilibrium, effectively pulling the reaction towards completion and ensuring that the final solid product is enriched with the biologically relevant geometry.
Furthermore, the stability of the final product is significantly enhanced by the choice of substituents and reaction conditions described in the invention. While prior methods might have utilized less stable amide variants, this process favors the use of carbamates such as methyl carbamate or ethyl carbamate, which demonstrate superior stability under the acidic dehydration conditions. The presence of the phosphinyl group adds another layer of complexity, as phosphorus-containing compounds can be sensitive to harsh thermal or acidic environments. However, the controlled reflux temperature, typically maintained between 80°C and 120°C depending on the specific aromatic solvent used, provides sufficient energy for the reaction without inducing degradation of the sensitive P-C or P-O bonds. The ability to control the Z:E ratio to levels as high as 99.6:0.4, as evidenced in the experimental examples, underscores the precision of this mechanistic control. For R&D teams, understanding this balance between kinetic formation and thermodynamic stabilization via precipitation is key to replicating these high-purity results in a commercial setting.
How to Synthesize (Z)-N-substituted-2-amino-4-(hydroxymethylphosphinyl)-2-butenoic acid Efficiently
Implementing this synthesis route requires careful attention to solvent ratios and temperature control to fully leverage the isomerization benefits described in the patent. The process begins with the suspension of the keto-acid starting material and the nitrogen source in glacial acetic acid, followed by heating to ensure complete dissolution before the addition of the co-solvent. Once the aromatic solvent is introduced, the mixture is subjected to vigorous stirring and reflux, often utilizing a water separator to continuously remove the byproduct water, which is essential for driving the condensation to completion. The precise control of the solvent volume ratio is critical; deviating from the 1:3 to 1:5 range may alter the solubility profile enough to prevent the selective precipitation of the Z-isomer, thereby compromising the purity advantages of the method. After the reaction reaches completion, indicated by the disappearance of starting materials via HPLC monitoring, the mixture is concentrated and cooled to induce further crystallization, yielding the high-purity intermediate ready for downstream conversion to the final herbicide.
- Suspend the 2-oxo-4-(hydroxymethylphosphinyl)-butyric acid derivative and the amide or carbamate compound in acetic acid, then heat to dissolve completely.
- Add a water-immiscible organic solvent such as toluene, xylene, or chlorobenzene to the solution at a volume ratio of 3 to 5 parts relative to acetic acid.
- Reflux the mixture to remove water via azeotropic distillation, promoting dehydration and simultaneous isomerization to the thermodynamically stable Z-form, followed by cooling to precipitate the product.
Commercial Advantages for Procurement and Supply Chain Teams
From a strategic procurement and supply chain perspective, the adoption of this manufacturing methodology offers substantial benefits that extend far beyond simple chemical yield improvements. The elimination of difficult-to-handle solvent-free conditions and the replacement of expensive, unstable reagents like isocyanoacetates with readily available carbamates drastically simplifies the raw material sourcing landscape. This shift reduces dependency on niche chemical suppliers and mitigates the risk of supply chain disruptions caused by the scarcity of specialized reagents. Moreover, the use of common industrial solvents such as toluene and acetic acid facilitates easier solvent recovery and recycling, which aligns with modern environmental compliance standards and reduces the overall cost of goods sold. The robustness of the reflux process also means that the reaction is less sensitive to minor fluctuations in operating parameters, leading to more consistent batch-to-batch quality and reducing the rate of off-spec production that can plague complex pharmaceutical and agrochemical syntheses.
- Cost Reduction in Manufacturing: The process achieves significant cost optimization by eliminating the need for expensive transition metal catalysts or complex purification steps like preparative chromatography, which are often required to separate geometric isomers in conventional routes. By driving the reaction to high conversion and selectivity through thermodynamic control and precipitation, the method minimizes raw material waste and reduces the consumption of energy-intensive separation technologies. The ability to isolate the product simply by filtration after cooling further lowers processing costs, as it avoids the need for complex extraction or distillation procedures typically associated with oily or highly soluble intermediates. This streamlined workflow translates directly into a more competitive pricing structure for the final high-purity agrochemical intermediate.
- Enhanced Supply Chain Reliability: Utilizing commodity chemicals such as toluene, acetic acid, and methyl carbamate ensures that the supply chain is built upon a foundation of widely available and stable raw materials, reducing the risk of bottlenecks. The scalability of the reflux condensation process is well-understood in the chemical industry, allowing for seamless translation from pilot plant to multi-ton commercial production without the need for specialized or custom-engineered reactor systems. This operational familiarity ensures that production schedules can be met consistently, providing downstream herbicide manufacturers with a dependable source of critical intermediates. The improved stability of the intermediates produced via this route also extends shelf-life and simplifies logistics, allowing for safer and more flexible transportation and storage options.
- Scalability and Environmental Compliance: The mixed solvent system is designed to be compatible with standard industrial waste treatment protocols, as acetic acid and toluene are well-characterized solvents with established recovery and disposal pathways. The high selectivity of the reaction reduces the generation of hazardous byproducts and isomeric waste, contributing to a lower environmental footprint and easier regulatory compliance. The process operates at atmospheric pressure with standard heating, avoiding the safety risks associated with high-pressure reactors or cryogenic conditions found in alternative synthetic routes. This inherent safety and environmental compatibility make the technology highly attractive for long-term commercial scale-up of complex agrochemical intermediates, ensuring sustainable production capabilities that meet increasingly stringent global regulatory standards.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this patented synthesis route, providing clarity for stakeholders evaluating its potential integration into their supply chains. These insights are derived directly from the experimental data and technical specifications disclosed in the patent documentation, ensuring accuracy and relevance for decision-makers. Understanding the nuances of solvent selection, isomer control, and process scalability is essential for maximizing the value proposition of this technology in a competitive market environment.
Q: Why is the mixed solvent system critical for Z-isomer production?
A: The specific ratio of acetic acid to toluene (1:3 to 1:5) creates a solvent environment where the desired Z-isomer has significantly lower solubility than the E-isomer or starting materials. This drives the equilibrium towards the Z-form through precipitation, preventing thermal decomposition and simplifying purification.
Q: How does this method improve upon conventional solvent-free processes?
A: Conventional solvent-free heating methods described in prior art are difficult to handle on a large scale due to heat transfer limitations and viscosity issues. This novel liquid-phase reflux method ensures uniform heating, efficient water removal, and superior operational safety for commercial scale-up.
Q: What are the purity specifications achievable with this route?
A: By leveraging the differential solubility in the mixed solvent system, the process achieves exceptionally high geometric purity, with Z:E ratios exceeding 99:1 in optimized examples, thereby reducing the need for costly downstream chromatographic separation.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable L-AMPB Intermediate Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of robust and scalable synthetic routes in the fast-paced agrochemical industry, and we possess the technical expertise to bring complex processes like the one described in CN102822184A to commercial reality. Our team has extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory innovation to industrial manufacturing is seamless and efficient. We maintain stringent purity specifications and operate rigorous QC labs equipped with advanced analytical instrumentation to guarantee that every batch of high-purity agrochemical intermediate meets the exacting standards required by global herbicide manufacturers. Our commitment to technical excellence allows us to navigate the complexities of geometric isomerization and phosphinyl chemistry with confidence, delivering products that empower our clients' downstream formulations.
We invite you to collaborate with us to explore how this advanced manufacturing technology can enhance your product portfolio and reduce your overall production costs. Contact our technical procurement team today to request a Customized Cost-Saving Analysis tailored to your specific volume requirements. We are prepared to provide specific COA data and comprehensive route feasibility assessments to demonstrate how our capabilities align with your strategic sourcing goals. Let us be your partner in achieving supply chain resilience and technical superiority in the production of next-generation agrochemical solutions.