Advanced Solid-Phase Oxidation Strategy for Commercial Terlipressin Manufacturing
Advanced Solid-Phase Oxidation Strategy for Commercial Terlipressin Manufacturing
The pharmaceutical industry continuously seeks robust methodologies for synthesizing complex polypeptides like Terlipressin, a long-acting vasopressin prodrug essential for treating variceal bleeding. A pivotal advancement in this domain is detailed in patent CN101693738B, which discloses a novel method for synthesizing Terlipressin via solid-phase oxidization and cyclization. This technology represents a significant departure from traditional liquid-phase techniques, addressing critical bottlenecks such as excessive solvent waste, prolonged reaction times, and suboptimal yields. By leveraging the unique microenvironment of solid-phase synthesis, this approach facilitates the efficient formation of the critical intramolecular disulfide bond while minimizing intermolecular polymerization. For global procurement and R&D teams, understanding this shift is vital for securing a reliable API supplier capable of delivering high-purity peptides with consistent quality. The following analysis dissects the technical merits and commercial implications of this green chemistry transformation.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of Terlipressin has relied heavily on liquid-phase oxidation or cumbersome solid-liquid combination techniques, which present substantial operational inefficiencies for large-scale manufacturing. Conventional liquid-phase oxidation typically requires vast volumes of organic solvents to maintain low concentrations, a necessity driven by the need to prevent intermolecular disulfide bridge formation which leads to polymeric byproducts. This dilution requirement results in an enormous generation of hazardous waste liquid, creating severe environmental compliance burdens and escalating disposal costs for manufacturers. Furthermore, the reaction kinetics in liquid phase are often sluggish, necessitating extended processing times that tie up reactor capacity and delay batch turnover. The total recovery rates for these legacy methods are notoriously low, generally hovering around 20%, which drastically inflates the cost of goods sold (COGS) due to the loss of expensive protected amino acid starting materials. Additionally, the use of toxic scavengers and complex workup procedures in liquid phase introduces further risks of product contamination and purity issues. These cumulative factors render traditional liquid-phase synthesis economically unviable for modern, high-volume cost reduction in pharmaceutical intermediates manufacturing.
The Novel Approach
In stark contrast, the methodology outlined in patent CN101693738B utilizes a sophisticated solid-phase oxidative cyclization strategy that fundamentally alters the reaction landscape. By anchoring the linear peptide chain to a solid support, specifically preferring Sieber resin for its superior coupling and cleavage characteristics, the process exploits the "pseudo-dilution" effect inherent to solid-phase synthesis. This effect effectively isolates individual peptide chains on the resin matrix, thereby kinetically favoring the formation of the desired intramolecular disulfide bond over intermolecular aggregation without the need for extreme dilution. The innovation employs an Iodine/DMF solution system for oxidation, which offers superior solubility for solid iodine compared to methanol or dichloromethane, allowing for precise control over reagent stoichiometry. This approach not only accelerates the oxidation step to approximately 4 hours but also dramatically reduces the consumption of iodine from 20 equivalents down to merely 5 equivalents. The result is a streamlined workflow that boosts total yield to between 50% and 55%, representing a more than two-fold improvement over prior art. This transition exemplifies how advanced process engineering can drive commercial scale-up of complex APIs while adhering to greener chemistry principles.
Mechanistic Insights into Solid-Phase Oxidative Cyclization
The core mechanistic advantage of this process lies in the spatial arrangement of the peptide chains on the resin surface during the critical oxidation step. When the linear Terlipressin precursor is anchored to the resin, the mobility of the cysteine thiol groups is restricted, yet they remain accessible to the oxidizing agent, Iodine (I2). The use of Dimethylformamide (DMF) as the solvent for the iodine solution is particularly crucial because DMF exhibits excellent swelling properties for the polystyrene-based resin, ensuring that the reactive sites within the resin beads are fully penetrated by the oxidant. Unlike methanol, which may cause resin shrinkage, or dichloromethane, which has high volatility and safety concerns, DMF maintains the resin in a swollen, gel-like state that maximizes the effective concentration of reactants locally while keeping the global concentration low. This specific solvation environment facilitates the rapid conversion of the protected sulfhydryl groups (specifically Acm or Trt protected Cysteines) into the stable disulfide linkage required for the cyclic structure of Terlipressin. The preference for Acm (acetamidomethyl) protection over Trt (trityl) is mechanistically driven by the faster deprotection and oxidation kinetics observed with Acm groups under these specific solid-phase conditions. Consequently, the reaction proceeds with high specificity, minimizing the formation of incorrect disulfide isomers or dimeric impurities that often plague solution-phase syntheses.
Furthermore, the post-oxidation washing protocol plays a pivotal role in ensuring the final purity of the crude peptide, directly impacting downstream purification costs. The patent specifies the use of a 20% piperidine in DMF solution for washing immediately after the oxidation step, a dual-function treatment that serves to remove any residual Fmoc protecting groups and, more importantly, to thoroughly flush away unreacted iodine. If residual iodine is not completely removed at this stage, it can carry over into the cleavage step, leading to dark-colored crude peptides and potential side reactions with sensitive amino acid side chains. The subsequent cleavage utilizes a simplified reagent system of Trifluoroacetic Acid (TFA) and Water in a 95:5 volume ratio, notably avoiding the use of toxic scavengers like thioanisole, phenol, or 1,2-ethanedithiol which are common in standard cleavage cocktails. This reduction in hazardous reagents not only simplifies the environmental footprint of the process but also reduces the complexity of the waste stream, making the overall operation safer and more compliant with international regulatory standards for high-purity pharmaceutical intermediates.
How to Synthesize Terlipressin Efficiently
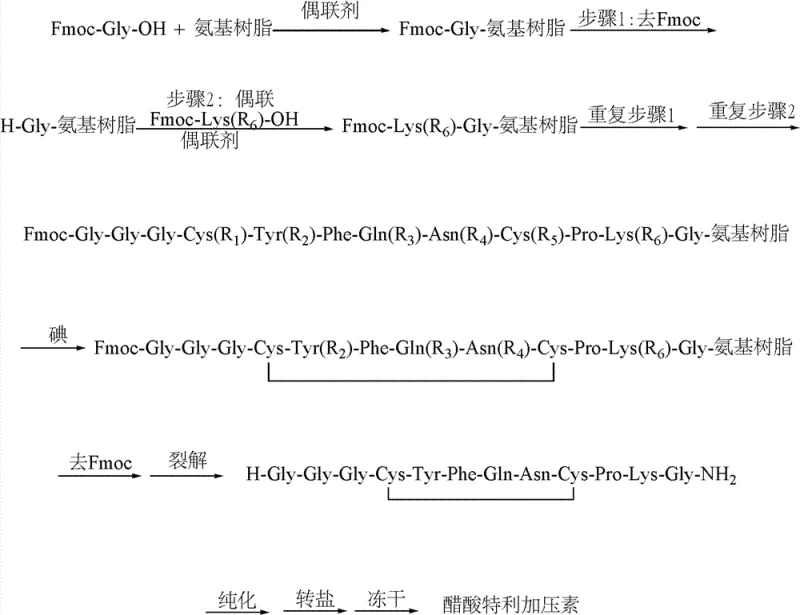
Implementing this synthesis route requires strict adherence to the sequential coupling and oxidation parameters defined in the patent to ensure reproducibility and high yield. The process begins with the preparation of the initial Fmoc-Gly-amino resin, where Sieber resin is activated and coupled with Fmoc-Gly-OH using standard activation agents like DIC and HOBt. Following the initial loading, the peptide chain is elongated residue by residue using the Fmoc/tBu strategy, incorporating protected amino acids such as Fmoc-Lys(Boc)-OH and Fmoc-Cys(Acm)-OH to build the linear sequence. Once the full linear sequence is assembled on the solid support, the critical oxidative cyclization is performed using the optimized Iodine/DMF system described previously. It is imperative to monitor the reaction progress and ensure thorough washing steps are executed to prevent cross-contamination between batches. For a detailed breakdown of the specific reagent quantities, reaction times, and temperature controls required for each step, please refer to the standardized protocol below.
- Couple Fmoc-Gly-OH to amino resin (preferably Sieber resin) and sequentially add protected amino acids to form the linear peptide chain.
- Perform solid-phase oxidative cyclization using an Iodine/DMF solution to form the critical disulfide bond between Cysteine residues.
- Cleave the cyclic peptide from the resin using a TFA/Water (95: 5) mixture, followed by purification, salt conversion, and freeze-drying.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this solid-phase oxidation technology translates into tangible strategic advantages beyond mere technical novelty. The primary value driver is the drastic reduction in solvent and reagent consumption, which directly correlates to lower raw material costs and reduced expenditure on hazardous waste disposal. By eliminating the need for massive dilution volumes associated with liquid-phase oxidation, manufacturers can significantly decrease their reliance on bulk organic solvents, thereby insulating the supply chain from volatile solvent market prices. Moreover, the acceleration of reaction times from days to mere hours enhances facility throughput, allowing existing production assets to generate more batches per year without requiring capital-intensive expansion. This efficiency gain is critical for maintaining reducing lead time for high-purity APIs in a competitive market where speed-to-market is a key differentiator. The improved yield profile further ensures that less starting material is wasted, stabilizing the cost structure and providing a buffer against fluctuations in the pricing of specialized protected amino acids.
- Cost Reduction in Manufacturing: The elimination of transition metal catalysts and the reduction of iodine usage from 20 equivalents to 5 equivalents creates a direct material cost saving that compounds over large production scales. Additionally, the simplified cleavage cocktail (TFA/Water only) removes the need for expensive and toxic scavengers, further lowering the bill of materials while reducing the complexity of effluent treatment. These cumulative efficiencies allow for a leaner cost structure that can be passed on to customers or reinvested into quality assurance programs. The avoidance of complex purification steps necessitated by liquid-phase impurities also reduces the load on preparative HPLC columns, extending their lifespan and reducing consumable costs.
- Enhanced Supply Chain Reliability: The robustness of the solid-phase method, characterized by high coupling yields and straightforward workup procedures, minimizes the risk of batch failures that can disrupt supply continuity. The use of widely available reagents like Iodine and DMF, rather than exotic or highly regulated oxidants, ensures that the supply chain remains resilient against geopolitical or logistical disruptions. Furthermore, the ability to produce high-quality crude peptide with fewer impurities simplifies the final purification stage, reducing the likelihood of yield loss during the most critical finishing step. This reliability is essential for partners seeking a reliable API supplier who can guarantee consistent delivery schedules for clinical and commercial demands.
- Scalability and Environmental Compliance: The green chemistry attributes of this process, specifically the ten-fold reduction in waste liquid volume compared to liquid-phase methods, align perfectly with increasingly stringent global environmental regulations. Scaling this process does not result in a linear increase in waste management burden, making it easier to obtain permits for larger production capacities. The reduced toxicity of the waste stream, devoid of heavy metals and complex scavengers, simplifies the wastewater treatment process and lowers the environmental compliance overhead. This sustainability profile is becoming a key criterion for multinational pharmaceutical companies when selecting long-term manufacturing partners.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this solid-phase oxidation technology for Terlipressin production. These insights are derived directly from the experimental data and comparative analysis presented in patent CN101693738B, providing a factual basis for decision-making. Understanding these nuances helps stakeholders evaluate the feasibility of integrating this method into their existing manufacturing portfolios. The answers reflect the specific advantages in yield, purity, and operational efficiency that distinguish this approach from conventional synthesis routes.
Q: Why is solid-phase oxidation preferred over liquid-phase for Terlipressin?
A: Solid-phase oxidation significantly reduces waste liquid volume (down to 0.15mL/mg), shortens reaction time to approximately 4 hours, and improves total yield from roughly 20% to over 50% compared to traditional liquid-phase methods.
Q: What is the optimal protecting group strategy for Cysteine in this synthesis?
A: The patent indicates that using Acm (acetamidomethyl) protection for the Cysteine side chain sulfhydryl groups results in shorter oxidative reaction times compared to Trt (trityl) protection under identical conditions.
Q: Which resin provides the best coupling efficiency for this process?
A: Sieber resin is preferred due to its higher coupling rate for the first amino acid and superior performance during the final cleavage step, ensuring easier recovery of the target peptide.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Terlipressin Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of the solid-phase oxidation technology described in CN101693738B for the efficient production of Terlipressin. As a dedicated CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of this patent are fully realized in a GMP-compliant environment. Our facilities are equipped with rigorous QC labs and stringent purity specifications designed to handle complex peptide syntheses with the highest degree of precision. We understand that consistency is paramount in the pharmaceutical supply chain, and our processes are validated to deliver Terlipressin acetate that meets the most demanding international pharmacopoeia standards.
We invite you to collaborate with us to leverage these advanced synthesis capabilities for your next project. Our technical team is prepared to provide a Customized Cost-Saving Analysis tailored to your specific volume requirements, demonstrating how this green chemistry approach can optimize your budget. Please contact our technical procurement team today to request specific COA data and route feasibility assessments, and let us demonstrate how we can become your strategic partner in high-quality peptide manufacturing.