Advanced Manufacturing of Cyazofamid Intermediates: A Technical Breakthrough for Global Agrochemical Supply Chains
Advanced Manufacturing of Cyazofamid Intermediates: A Technical Breakthrough for Global Agrochemical Supply Chains
The global demand for high-efficacy fungicides continues to drive innovation in agrochemical intermediate manufacturing, particularly for mitochondrial respiratory inhibitors like Cyazofamid. Patent CN102424671B introduces a transformative synthesis method for 4-chloro-2-cyano-1-dimethylamino-sulfonyl-5-(4-methylphenyl)imidazole, addressing critical bottlenecks in yield, reaction time, and environmental sustainability that have plagued previous production methodologies. This technical insight report analyzes the proprietary route which achieves a remarkable total yield of 61.7%, a substantial improvement over the historical baseline of 42.5%. By leveraging a streamlined four-step sequence starting from toluene and dichloroacetyl chloride, this process eliminates the need for cryogenic conditions and expensive organolithium reagents, positioning it as a robust solution for commercial scale-up. The strategic replacement of non-recoverable solvents with recyclable ethyl acetate further underscores the process's viability for modern, eco-conscious chemical production facilities aiming to reduce their carbon footprint while maximizing output efficiency.

The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of Cyazofamid intermediates has been hindered by severe operational constraints and economic inefficiencies inherent in legacy patents such as BR8801098A1 and EP0365030A1. Traditional routes often rely on n-Butyl Lithium for introducing the cyano group, necessitating extreme low-temperature conditions around -70°C, which imposes massive energy costs and requires specialized cryogenic reactor infrastructure that limits scalability. Furthermore, alternative methods utilizing 1-methoxy-1-imino-2,2-diethoxyethane involve starting materials that are not only difficult to prepare but also prohibitively expensive, creating a volatile supply chain for raw materials. Perhaps most critically, earlier processes described in EP0705823A1 utilized DMF as a solvent, which cannot be easily recovered post-reaction; this results in significant solvent waste, increased wastewater treatment loads, and a total reaction time extending between 18 to 33 hours, severely throttling production throughput and increasing the cost per kilogram of the final active ingredient.
The Novel Approach
The methodology disclosed in CN102424671B represents a paradigm shift by optimizing reaction conditions to be both milder and significantly faster, effectively dismantling the barriers of the prior art. Instead of cryogenic temperatures, the new process operates at moderate heating ranges of 60-100°C for the acylation step and utilizes reflux conditions for subsequent transformations, drastically lowering energy consumption and equipment complexity. The introduction of a one-pot or telescoped strategy for the chlorination and sulfonylation steps using ethyl acetate allows for solvent recovery and reuse, directly addressing the environmental and cost penalties associated with DMF usage. By reducing the total reaction time to approximately 5 hours for the critical transformation stages and boosting the overall yield to 61.7%, this approach offers a compelling value proposition for manufacturers seeking to enhance capacity without proportional capital expenditure on new reactor trains.
Mechanistic Insights into Friedel-Crafts Acylation and Heterocyclic Cyclization
The cornerstone of this synthesis lies in the initial Friedel-Crafts acylation where toluene reacts with dichloroacetyl chloride in the presence of anhydrous aluminum trichloride (AlCl3). This electrophilic aromatic substitution is meticulously controlled, with the addition temperature maintained between 0-50°C to prevent poly-acylation or thermal runaway, followed by a warming phase to 60-100°C to drive the reaction to completion within 1-3 hours. The resulting 2,2-dichloro-4'-methyl acetophenone serves as the pivotal scaffold for the subsequent heterocyclic construction. In the following steps, the interaction between the ketone intermediate, hydroxylamine salts, and glyoxal facilitates the formation of the imidazole ring precursor. The precise stoichiometry, maintaining a molar ratio of ketone to hydroxylamine to glyoxal at roughly 1.0:3.0-8.0:1.0-2.0, ensures high conversion rates while minimizing the formation of unreacted starting materials that could complicate downstream purification.
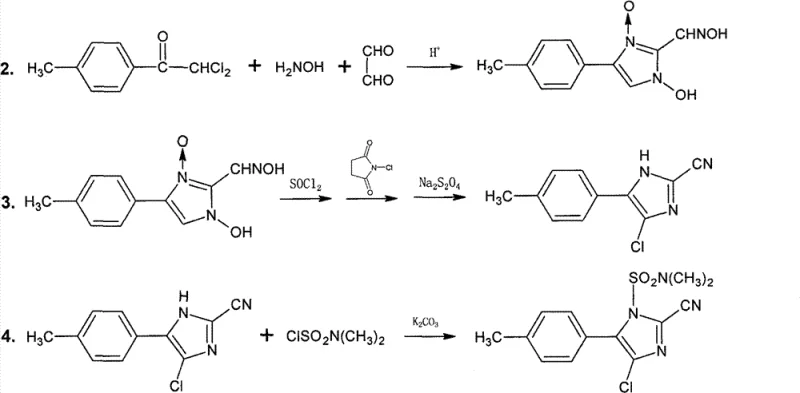
Impurity control is rigorously managed through the selection of specific chlorinating and reducing agents during the cyclization phase. The use of thionyl chloride (SOCl2) activates the oxime intermediate, while N-chlorosuccinimide (NCS) acts as a selective chlorinating agent to introduce the chlorine atom at the 4-position of the imidazole ring. Crucially, the inclusion of reductants such as V-Brite B, S-WAT, or sodium bisulfite prevents oxidative degradation of the sensitive cyano and imidazole moieties, ensuring the structural integrity of the final product. The process concludes with a sulfonylation reaction using N,N-dimethylsulfamoyl chloride and anhydrous potassium carbonate, where the base scavenges the generated HCl to drive the equilibrium forward. Recrystallization from ethyl acetate at the final stage effectively removes trace organic impurities and inorganic salts, delivering a product with a melting point of 150.4-151.7°C and a purity exceeding 98%, meeting the stringent specifications required for agricultural application.
How to Synthesize 4-Chloro-2-cyano-1-dimethylamino-sulfonyl-5-(4-methylphenyl)imidazole Efficiently
The execution of this synthesis requires strict adherence to the optimized parameters defined in the patent to replicate the high yields and purity profiles observed in the examples. The process is designed to be scalable, moving seamlessly from laboratory glassware to industrial reactors by managing exotherms during the acylation and maintaining precise stoichiometric balances during the cyclization. Operators must ensure that the solvent exchange or direct telescoping of steps is performed carefully to avoid hydrolysis of the acid chloride intermediates. For a comprehensive breakdown of the specific operational parameters, temperature gradients, and workup procedures required to achieve the reported 61.7% yield, please refer to the standardized protocol outlined below.
- Perform Friedel-Crafts acylation of toluene with dichloroacetyl chloride using AlCl3 catalyst at 60-100°C to obtain 2,2-dichloro-4'-methyl acetophenone.
- React the acetophenone intermediate with hydroxylamine salt and glyoxal in a methanol/water solvent system under reflux to form the oxime intermediate.
- Execute cyclization and chlorination using thionyl chloride and N-chlorosuccinimide (NCS) with a reductant in ethyl acetate to form the imidazole core.
- Complete the synthesis by reacting the chloro-cyano imidazole with N,N-dimethylsulfamoyl chloride and potassium carbonate to yield the final Cyazofamid product.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this synthesis route offers tangible benefits that extend beyond mere technical feasibility, directly impacting the bottom line through operational efficiency and resource optimization. The shift from non-recoverable solvents like DMF to recyclable ethyl acetate represents a significant reduction in raw material procurement costs and waste disposal fees, which are often hidden but substantial components of the total cost of ownership in fine chemical manufacturing. Furthermore, the drastic reduction in reaction time from nearly two days to merely five hours for key steps implies a much higher asset turnover rate, allowing existing reactor capacity to produce significantly more volume over the same fiscal period without the need for capital-intensive expansion projects.
- Cost Reduction in Manufacturing: The elimination of expensive and hazardous reagents such as n-Butyl Lithium, combined with the ability to recover and reuse ethyl acetate solvent, leads to a structurally lower variable cost per unit. By avoiding the need for cryogenic cooling systems required by legacy methods, the process also reduces utility costs associated with energy consumption for refrigeration, thereby enhancing the overall economic margin for the manufactured agrochemical intermediate.
- Enhanced Supply Chain Reliability: The reliance on commodity chemicals such as toluene, dichloroacetyl chloride, and thionyl chloride ensures a stable and diversified supply base, mitigating the risk of shortages associated with specialized or custom-synthesized starting materials. The robustness of the reaction conditions, which tolerate moderate temperature fluctuations better than cryogenic processes, further ensures consistent batch-to-batch quality and reliable delivery schedules for downstream formulators.
- Scalability and Environmental Compliance: The process is inherently designed for scale-up, utilizing standard unit operations like reflux, distillation, and filtration that are common in multi-purpose chemical plants. The significant reduction in wastewater discharge due to solvent recycling aligns with increasingly stringent global environmental regulations, reducing the regulatory burden and ensuring long-term operational continuity without the risk of shutdowns due to environmental non-compliance.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this synthesis technology, derived directly from the experimental data and comparative analysis provided in the patent documentation. These insights are intended to clarify the operational advantages and chemical rationale behind the selected pathway for R&D and technical procurement teams evaluating this method for potential licensing or contract manufacturing partnerships.
Q: What is the primary advantage of the new synthesis method for Cyazofamid compared to prior art?
A: The new method described in patent CN102424671B significantly reduces reaction time from 18-33 hours to approximately 5 hours for key steps and increases total yield from 42.5% to 61.7%, while utilizing recyclable solvents like ethyl acetate instead of non-recoverable DMF.
Q: Which reagents are critical for the chlorination and cyclization steps in this process?
A: The process utilizes thionyl chloride (SOCl2) for activation and N-chlorosuccinimide (NCS) as the chlorinating agent, alongside reductants such as V-Brite B, S-WAT, or sodium bisulfite to ensure high purity and selectivity.
Q: How does this synthesis route impact environmental compliance and waste management?
A: By replacing DMF with ethyl acetate, which can be distilled and recovered, the process drastically reduces wastewater discharge and solvent waste, aligning with stricter environmental regulations for agrochemical manufacturing.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Cyazofamid Intermediate Supplier
At NINGBO INNO PHARMCHEM, we possess the technical expertise and infrastructure to translate this patented synthesis route into commercial reality, ensuring a steady supply of high-purity Cyazofamid intermediates for the global agrochemical market. Our facility is equipped with advanced reactor systems capable of handling exothermic acylation reactions and precise temperature-controlled cyclizations, backed by rigorous QC labs that enforce stringent purity specifications to meet international standards. We have extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, allowing us to offer flexible engagement models that match your specific volume requirements and timeline constraints.
We invite you to collaborate with our technical team to explore how this optimized manufacturing process can integrate into your supply chain to drive efficiency and cost savings. Please contact our technical procurement team to request a Customized Cost-Saving Analysis, along with specific COA data and route feasibility assessments tailored to your project needs. Let us partner with you to secure a sustainable and competitive supply of critical agrochemical intermediates.