Advanced Synthesis of Shikimic Acid Epoxide via Anion Exchange Resin Catalysis for Commercial Scale-up
The pharmaceutical and fine chemical industries are constantly seeking more efficient and safer pathways for synthesizing critical intermediates, and the technology disclosed in patent CN113292517A represents a significant leap forward in the production of shikimic acid derivatives. This patent details a novel preparation method for shikimic acid epoxy compounds, specifically utilizing a demethylation sulfonic acid reaction mediated by anion exchange resin rather than traditional homogeneous bases. By shifting from harsh reflux conditions to a mild, solid-phase catalytic system, this innovation addresses long-standing safety concerns and purity issues inherent in previous manufacturing protocols. For R&D directors and process chemists, the ability to achieve reaction yields between 98% and 100% under normal pressure and temperatures ranging from 5°C to 90°C offers a compelling value proposition for process optimization. Furthermore, the methodology ensures a high degree of controllability, which is paramount when scaling up sensitive chiral intermediates for active pharmaceutical ingredient (API) synthesis. This report analyzes the technical merits and commercial implications of adopting this resin-catalyzed route for reliable pharma intermediate supplier networks.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of shikimic acid epoxide from hydrogenolysis products has relied on conventional base-mediated cyclization methods that present significant operational hazards and efficiency bottlenecks. The traditional approach typically employs a sodium bicarbonate and ethanol system, requiring reflux conditions at approximately 80°C to drive the reaction to completion. This thermal intensity not only consumes substantial energy but also induces vigorous gas evolution due to the generation of carbon dioxide, creating potential safety risks related to pressure buildup and foaming in large-scale reactors. Moreover, the harsh thermal environment often promotes the formation of undesired by-products and impurities, complicating downstream purification and reducing the overall mass balance of the process. These factors collectively contribute to higher production costs and extended cycle times, making the conventional route less attractive for modern, lean manufacturing environments that prioritize safety and atom economy.
The Novel Approach
In stark contrast, the novel approach outlined in the patent utilizes strong basic anion exchange resins to facilitate the demethylation sulfonic acid reaction under remarkably mild conditions. By replacing the soluble inorganic base with a solid-phase resin, the process eliminates the violent effervescence associated with carbonate decomposition, thereby enhancing the safety profile and operational stability of the reaction. The method allows for precise temperature control within a broad window of 5°C to 90°C, with preferred embodiments operating effectively at ambient temperatures between 20°C and 30°C, which drastically reduces energy consumption. This transition to heterogeneous catalysis not only simplifies the work-up procedure by allowing for easy filtration of the catalyst but also results in a cleaner reaction profile with significantly fewer impurities. The ability to achieve near-quantitative yields of 98% to 100% demonstrates the superior selectivity of this resin-mediated pathway compared to legacy technologies.
Mechanistic Insights into Anion Exchange Resin-Catalyzed Cyclization
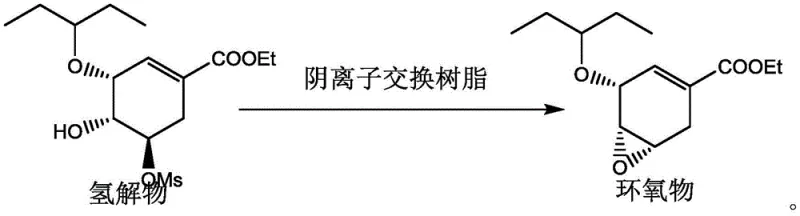
The core of this technological advancement lies in the unique mechanistic role played by the anion exchange resin, which acts as a solid-supported base to initiate the intramolecular nucleophilic substitution required for epoxide formation. In this system, the hydroxide ions or other basic functional groups immobilized on the resin matrix deprotonate the hydroxyl group of the shikimic acid hydrogenolysis product, generating an alkoxide intermediate in situ. This activated species then undergoes an intramolecular attack on the adjacent carbon bearing the mesylate (OMs) leaving group, resulting in the closure of the epoxide ring with inversion of configuration. The solid nature of the resin creates a microenvironment that likely stabilizes the transition state while preventing the aggregation of reactive species that could lead to polymerization or degradation. This controlled activation is crucial for maintaining the stereochemical integrity of the molecule, which is essential for its subsequent utility in asymmetric synthesis.
Furthermore, the use of anion exchange resin provides a robust mechanism for impurity control that is difficult to achieve with homogeneous bases. In traditional solution-phase reactions, localized high concentrations of base can lead to over-reaction or elimination side pathways; however, the heterogeneous nature of the resin ensures a more uniform distribution of basic sites throughout the reaction medium. This moderation of reactivity prevents the degradation of the sensitive cyclohexene ring and the ester functionality, preserving the structural fidelity of the product. Additionally, the resin can be tailored with specific pore sizes and exchange capacities (such as Amberjet or Amberlite series mentioned in the patent) to optimize diffusion rates and contact time, further refining the selectivity of the transformation. The result is a high-purity product stream that requires minimal purification, directly translating to cost reduction in pharma intermediate manufacturing.
How to Synthesize Shikimic Acid Epoxide Efficiently
To implement this advanced synthesis route effectively, process engineers must adhere to specific stoichiometric and operational parameters defined in the patent to ensure optimal performance and reproducibility. The standard protocol involves mixing the anion exchange resin with a suitable organic solvent, such as ethyl acetate or dichloromethane, prior to the addition of the substrate to ensure proper swelling and activation of the catalytic sites. The detailed standardized synthesis steps below outline the precise sequence of operations, including the critical post-reaction resin regeneration process that enables sustainable manufacturing practices. Following these guidelines allows production teams to replicate the high yields and safety profiles demonstrated in the patent examples.
- Mix anion exchange resin (10-20 eq) with an organic solvent such as ethyl acetate or dichloromethane (2-8 volumes) uniformly in a reaction vessel.
- Add the shikimic acid hydrogenolysis product (1 eq) to the mixture and maintain the reaction temperature between 5°C and 90°C under normal pressure.
- Monitor the demethylation sulfonic acid reaction until the yield reaches 98-100%, then recover and regenerate the anion exchange resin for reuse.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this resin-catalyzed technology offers transformative benefits that extend far beyond simple chemical yield improvements. The shift to a milder, safer process inherently reduces the risk profile of the manufacturing facility, potentially lowering insurance premiums and compliance costs associated with handling hazardous exothermic reactions. Moreover, the ability to operate at lower temperatures significantly decreases the energy load required for heating and cooling, contributing to a smaller carbon footprint and reduced utility expenses. The robustness of the reaction across various solvents provides flexibility in sourcing raw materials, mitigating the risk of supply disruptions for specific reagents. These factors combine to create a more resilient and cost-effective supply chain for high-purity shikimic acid derivatives.
- Cost Reduction in Manufacturing: The implementation of this process drives down manufacturing costs through multiple mechanisms, primarily by eliminating the need for expensive quenching steps and extensive wastewater treatment associated with inorganic salt by-products. Since the anion exchange resin can be recovered, regenerated via alkaline soaking, and reused multiple times, the recurring cost of catalyst consumption is drastically minimized compared to single-use homogeneous bases. Additionally, the high reaction yield of 98% to 100% ensures that raw material utilization is maximized, reducing the cost per kilogram of the final API intermediate. The simplified work-up procedure also reduces labor hours and solvent usage during purification, leading to substantial overall cost savings without compromising quality.
- Enhanced Supply Chain Reliability: Supply chain reliability is significantly bolstered by the operational simplicity and safety of this new method, which reduces the likelihood of batch failures or unplanned shutdowns due to safety incidents. The use of commercially available and stable anion exchange resins, such as the Amberjet and Amberlite series, ensures that critical catalyst supplies are readily accessible from multiple global vendors, preventing bottlenecks. Furthermore, the mild reaction conditions allow for the use of standard glass-lined or stainless steel reactors without the need for specialized high-pressure or high-temperature equipment, increasing the number of qualified contract manufacturing organizations (CMOs) capable of producing the material. This flexibility enhances the agility of the supply network, ensuring consistent delivery of reducing lead time for high-purity shikimic acid epoxides.
- Scalability and Environmental Compliance: Scaling this process from laboratory to commercial production is straightforward due to the absence of vigorous gas evolution and exotherms that typically complicate reactor design at large volumes. The heterogeneous nature of the reaction facilitates easy separation of the catalyst, minimizing the generation of saline wastewater and aligning with increasingly stringent environmental regulations regarding effluent discharge. The ability to recycle the resin further supports green chemistry initiatives by reducing solid waste generation, making the process highly attractive for companies with aggressive sustainability goals. Consequently, the commercial scale-up of complex pharma intermediates becomes more predictable and environmentally compliant, securing long-term operational licenses and community support.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this anion exchange resin technology, derived directly from the specific embodiments and beneficial effects described in the patent documentation. Understanding these details is crucial for technical teams evaluating the feasibility of integrating this route into existing production lines. The answers provided reflect the rigorous data and operational parameters established in the intellectual property, ensuring accuracy for decision-making purposes.
Q: What are the primary advantages of using anion exchange resin over sodium bicarbonate for this synthesis?
A: The use of anion exchange resin eliminates the vigorous gas evolution (CO2) associated with sodium bicarbonate systems, allowing for milder reaction temperatures (5-90°C vs 80°C reflux) and significantly reducing impurity formation while achieving yields of 98-100%.
Q: Can the anion exchange resin catalyst be recycled in this process?
A: Yes, the patent explicitly describes a recovery process where the resin is soaked in an alkaline pH regulator, washed to neutrality, and dried, enabling multiple reuse cycles which drastically lowers material costs.
Q: What solvents are compatible with this demethylation sulfonic acid reaction?
A: The process is robust across several common organic solvents, specifically ethyl acetate, dichloromethane, and trichloromethane (chloroform), providing flexibility for downstream processing and solvent recovery strategies.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Shikimic Acid Epoxide Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of adopting cutting-edge synthetic methodologies to maintain competitiveness in the global pharmaceutical market. Our team of expert chemists has thoroughly analyzed the resin-catalyzed pathway described in CN113292517A and possesses the extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production required to bring this technology to fruition. We are committed to delivering high-purity intermediates that meet stringent purity specifications, leveraging our rigorous QC labs to ensure every batch conforms to the highest industry standards. Our infrastructure is designed to handle complex chemistries safely and efficiently, making us an ideal partner for companies looking to secure a stable supply of advanced shikimic acid derivatives.
We invite you to collaborate with us to explore how this innovative synthesis route can optimize your specific project requirements and drive value across your organization. Please contact our technical procurement team to request a Customized Cost-Saving Analysis tailored to your volume needs. We are ready to provide specific COA data and route feasibility assessments to demonstrate how our capabilities align with your strategic goals for cost reduction and supply chain resilience.