Scalable Production of Chiral Alkoxyfuranone Derivatives for IL-1beta Inhibitor Manufacturing
Scalable Production of Chiral Alkoxyfuranone Derivatives for IL-1beta Inhibitor Manufacturing
The pharmaceutical industry continuously seeks robust synthetic pathways for complex intermediates that serve as the backbone for next-generation therapeutics, particularly in the realm of anti-inflammatory agents. Patent CN1269795A discloses a groundbreaking methodology for the preparation of alkoxyfuranone amine derivatives, which are critical precursors in the synthesis of interleukin-1beta converting enzyme inhibitors. This technology represents a paradigm shift from traditional amino acid-based syntheses, offering a route that bypasses the limitations of expensive chiral pool starting materials. By leveraging racemic alkoxyfuranones and employing sophisticated crystallization techniques for stereochemical resolution, this process addresses the escalating demand for high-purity pharmaceutical intermediates. The strategic implementation of this chemistry allows manufacturers to secure a reliable supply chain for potent bioactive compounds while mitigating the risks associated with multi-step chiral syntheses that rely on scarce natural products.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
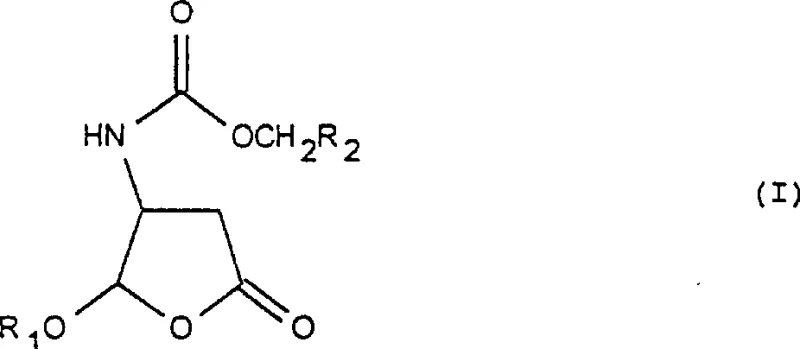
Historically, the synthesis of formula (I) compounds, which are essential for constructing interleukin-1beta converting enzyme inhibitors, has relied heavily on protected L-aspartic acid as the chiral starting material. This conventional approach, as documented in earlier literature such as Chapman K.T. et al., necessitates a cumbersome four-step sequence involving acylation, reduction, oxidation, and cyclization. The reliance on L-aspartic acid beta-tert-butyl ester introduces significant economic and logistical burdens, as this reagent is not only costly but also subject to supply volatility inherent to fermentation-derived products. Furthermore, the purification of intermediates in this legacy route invariably requires chromatographic separation to isolate specific diastereomers, a technique that is notoriously difficult to scale and inefficient for industrial manufacturing. The accumulation of impurities and the low overall throughput associated with column chromatography render this method suboptimal for meeting the rigorous demands of modern commercial API production.
The Novel Approach
In stark contrast, the innovative process described in the patent utilizes readily available racemic alkoxyfuranones of formula (II) as the foundational building blocks, thereby eliminating the dependency on expensive chiral pool reagents. This novel synthetic strategy capitalizes on the differential solubility of diastereomeric salts to achieve high levels of stereochemical purity without the need for chromatographic intervention. By reacting the racemic starting material with specific arylamines, the process generates trans-isomers that can be selectively crystallized as salts with acids like trichloroacetic acid or monochloroacetic acid. This crystallization-induced diastereomer transformation not only simplifies the downstream processing but also significantly enhances the overall yield and purity profile of the final intermediates. The ability to access both trans and cis configurations through controlled epimerization further expands the versatility of this platform, making it an ideal solution for the cost-effective manufacturing of diverse furanone derivatives.
Mechanistic Insights into Stereoselective Michael Addition and Epimerization
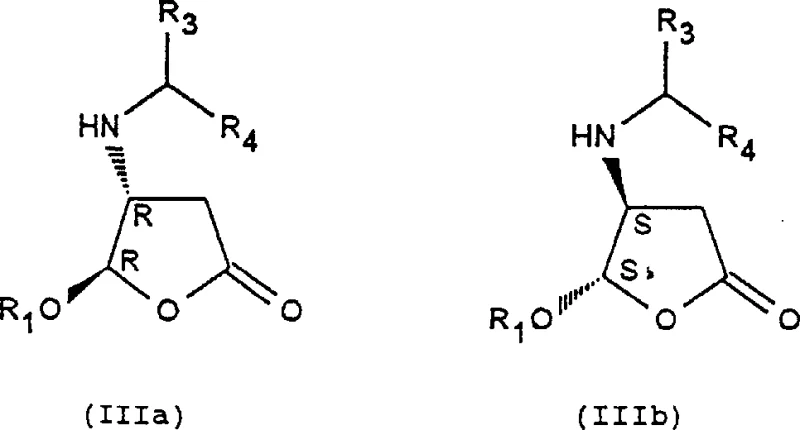
The core of this synthetic breakthrough lies in the precise control of stereochemistry during the Michael addition of arylamines to the racemic alkoxyfuranone scaffold. When an arylamine, such as phenylethylamine, reacts with the racemic mixture, it generates a pair of trans-diastereomers, designated as formula (IIIa) and (IIIb), which possess distinct physical properties amenable to separation. The mechanistic pathway favors the formation of these trans-isomers initially, which can then be isolated as crystalline salts through the careful selection of counter-ions and solvent systems. For instance, the use of trichloroacetic acid in solvents like tert-butyl methyl ether facilitates the selective precipitation of one enantiomeric salt, while the mother liquor retains the other, allowing for sequential recovery. This resolution strategy is far superior to kinetic resolution methods that inherently cap the maximum theoretical yield at fifty percent, as this process allows for the recycling or conversion of the undesired isomer.
Following the isolation of the trans-isomers, the process employs a sophisticated epimerization step to access the cis-configuration, which is often required for the biological activity of the final inhibitor. In the presence of Lewis acids like tin tetrachloride or organic acids such as methanesulfonic acid, the stereocenter at the 4-position of the furanone ring undergoes inversion to yield the thermodynamically stable cis-diastereomers, formula (IIIc) or (IIId). This acid-catalyzed equilibration is a critical maneuver that maximizes atom economy by converting the abundant trans-isomer into the valuable cis-form. Subsequent hydrogenolysis removes the chiral auxiliary, yielding the free amine intermediate ready for final protection and coupling. The entire sequence is designed to minimize waste and maximize the throughput of high-value chiral intermediates, ensuring that the impurity profile remains well within the stringent specifications required for pharmaceutical applications.
How to Synthesize Alkoxyfuranone Derivatives Efficiently
The execution of this synthesis requires strict adherence to the optimized reaction conditions outlined in the patent to ensure reproducible stereochemical outcomes and high purity. The process begins with the Michael addition under inert atmosphere to prevent oxidation, followed by a meticulous salt formation protocol that leverages solubility differences for purification. Detailed standard operating procedures for each unit operation, including specific temperature ranges, solvent ratios, and crystallization times, are essential for transferring this laboratory-scale innovation to commercial production environments. Operators must pay close attention to the epimerization step, where control of acid concentration and reaction time dictates the ratio of cis-to-trans isomers in the final mixture. The following guide summarizes the critical operational phases necessary to implement this technology effectively.
- Perform Michael addition of arylamine to racemic alkoxyfuranone to generate trans-isomer mixtures.
- Separate trans-diastereomers through selective crystallization using trichloroacetic or monochloroacetic acid salts.
- Execute epimerization and hydrogenolysis to yield the target cis-alkoxyfuranone amine intermediates.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this patented methodology offers transformative benefits that directly impact the bottom line and operational resilience. By shifting away from proprietary chiral starting materials to commodity-grade racemic chemicals, manufacturers can drastically reduce the raw material costs associated with producing these complex intermediates. The elimination of chromatographic purification steps not only lowers the consumption of expensive silica gel and solvents but also accelerates the production cycle time, allowing for faster turnaround on customer orders. This streamlined workflow reduces the capital expenditure required for specialized purification equipment and minimizes the environmental footprint of the manufacturing process, aligning with modern sustainability goals. Furthermore, the robustness of the crystallization-based purification ensures consistent product quality across different batches, mitigating the risk of supply disruptions caused by failed purification runs.
- Cost Reduction in Manufacturing: The substitution of expensive L-aspartic acid derivatives with inexpensive racemic alkoxyfuranones results in substantial savings on raw material expenditures, while the removal of chromatography significantly lowers processing costs related to solvents and stationary phases. This dual approach to cost optimization ensures that the final intermediates are priced competitively in the global market, providing a distinct advantage for generic drug manufacturers seeking to lower their cost of goods sold. Additionally, the higher overall yields achieved through the recycling of isomers contribute to a more efficient utilization of resources, further enhancing the economic viability of the process.
- Enhanced Supply Chain Reliability: Sourcing racemic starting materials is inherently more stable than relying on single-enantiomer natural products, which can be subject to agricultural or fermentation variability. This shift diversifies the supplier base and reduces the risk of bottlenecks that often plague chiral synthesis routes. The simplified process flow, characterized by fewer unit operations and robust crystallization steps, ensures that production schedules can be met with greater predictability, thereby strengthening the reliability of supply for downstream API manufacturers who depend on timely deliveries to maintain their own production lines.
- Scalability and Environmental Compliance: The reliance on crystallization rather than chromatography makes this process inherently scalable from pilot plant to multi-ton commercial production without the need for complex engineering modifications. This scalability is complemented by a reduced generation of hazardous waste, as the volumes of organic solvents and silica waste are significantly diminished. Consequently, the process facilitates easier compliance with environmental regulations and lowers the costs associated with waste disposal and treatment, making it an attractive option for companies aiming to improve their environmental, social, and governance (ESG) performance metrics.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this synthesis technology, drawing directly from the experimental data and claims presented in the patent documentation. These insights are intended to clarify the operational advantages and chemical principles that underpin the superiority of this new method over legacy processes. Understanding these details is crucial for technical teams evaluating the feasibility of integrating this route into their existing manufacturing portfolios. The answers provided reflect the specific embodiments and preferred conditions described in the intellectual property to ensure accuracy and relevance.
Q: How does this new method improve upon traditional L-aspartic acid routes?
A: The novel process eliminates the need for expensive chiral starting materials like L-aspartic acid beta-tert-butyl ester and replaces complex chromatographic purification with scalable crystallization steps, drastically reducing production costs and processing time.
Q: What represents the key stereochemical control mechanism in this synthesis?
A: Stereochemical purity is achieved through the selective crystallization of diastereomeric salts, specifically utilizing trichloroacetic acid to isolate the desired trans-isomer, followed by acid-catalyzed epimerization to access the cis-configuration required for biological activity.
Q: Is this process suitable for large-scale commercial manufacturing?
A: Yes, the methodology is explicitly designed for industrial scale-up, utilizing readily available racemic starting materials and avoiding chromatography, which ensures robust supply chain continuity and consistent quality for high-volume pharmaceutical production.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Alkoxyfuranone Derivatives Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of deploying advanced synthetic technologies to meet the evolving needs of the global pharmaceutical market. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory discovery to industrial reality is seamless and efficient. We are committed to maintaining stringent purity specifications and operating rigorous QC labs to guarantee that every batch of alkoxyfuranone derivatives meets the highest standards of quality and safety. Our infrastructure is designed to handle complex stereochemical syntheses with precision, providing our partners with a dependable source of high-performance intermediates for their drug development programs.
We invite potential collaborators to engage with our technical procurement team to discuss how this innovative synthesis route can be tailored to your specific project requirements. By requesting a Customized Cost-Saving Analysis, you can gain a clear understanding of the economic benefits associated with switching to this more efficient manufacturing process. We encourage you to reach out for specific COA data and route feasibility assessments that demonstrate our capability to deliver superior value. Let us partner with you to optimize your supply chain and accelerate the development of life-saving therapies through the power of advanced chemical manufacturing.