Revolutionizing Imatamine Production: Enzymatic Reduction for Commercial Scale-Up
Revolutionizing Imatamine Production: Enzymatic Reduction for Commercial Scale-Up
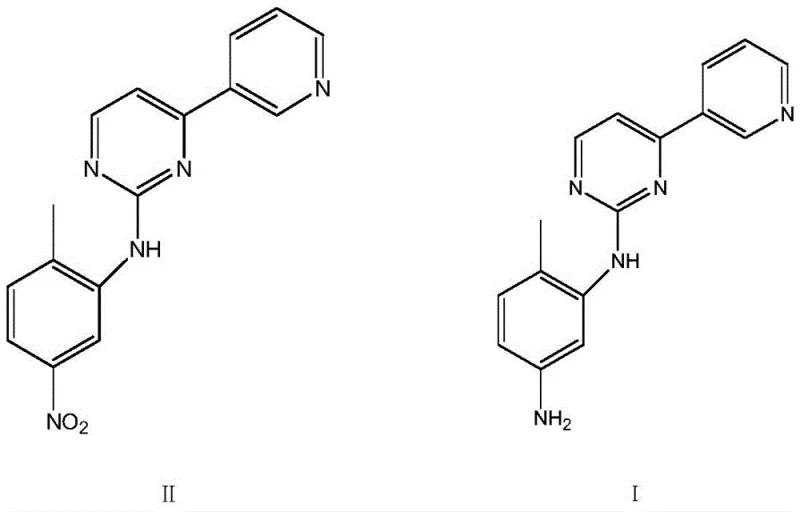
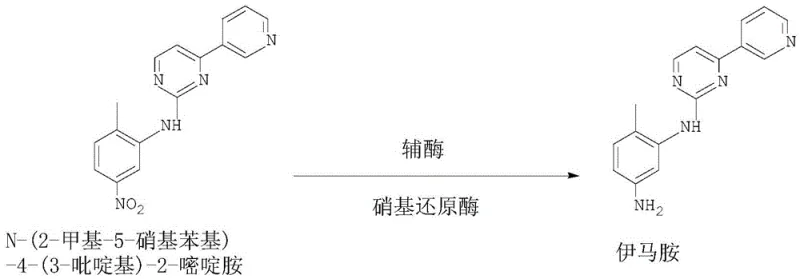
The pharmaceutical industry is currently witnessing a paradigm shift towards greener, more efficient synthetic routes for critical oncology intermediates. A pivotal development in this domain is detailed in patent CN112359079B, which discloses a highly innovative preparation method for Imatamine, a key precursor in the synthesis of Imatinib Mesylate. This patent introduces a biocatalytic approach that utilizes a specific nitroreductase (SEQ ID NO: 1) coupled with a coenzyme system to effect the reduction of the nitro group in N-(2-methyl-5-nitrophenyl)-4-(3-pyridyl)-2-pyrimidinamine. Unlike traditional chemical reduction methods that often suffer from harsh conditions and toxic byproducts, this enzymatic pathway operates under mild physiological conditions, offering a compelling solution for manufacturers seeking to optimize their supply chains for tyrosine kinase inhibitor intermediates. The technical breakthrough lies not just in the conversion efficiency, which reportedly exceeds 97%, but in the profound simplification of the downstream processing and waste treatment protocols.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the industrial synthesis of Imatamine has relied heavily on chemical reduction strategies that present significant operational and environmental challenges. The most common conventional method involves catalytic hydrogenation using palladium on carbon (Pd/C). While effective, this process necessitates the use of high-pressure hydrogen gas, introducing severe safety hazards related to explosion risks and requiring specialized, costly infrastructure for pressure containment. Furthermore, the removal of trace palladium residues from the final active pharmaceutical ingredient (API) intermediate is a rigorous and expensive process, often requiring additional scavenging steps to meet stringent regulatory limits for heavy metals. Alternative chemical routes utilizing hydrazine hydrate or metal powders like zinc and iron have also been employed; however, these methods generate substantial quantities of hazardous wastewater containing nitrogenous byproducts or heavy metal salts. The treatment of such effluent is not only costly but also increasingly difficult to manage under tightening global environmental regulations, rendering these legacy processes economically unsustainable for modern, large-scale manufacturing facilities.
The Novel Approach
In stark contrast to these legacy technologies, the novel enzymatic route described in the patent data offers a streamlined, safe, and highly selective alternative. By leveraging the specificity of biological catalysts, this method converts the nitro precursor directly into the amino product without the need for high-pressure equipment or toxic reagents. The reaction proceeds efficiently in a benign solvent system comprising water and a lower alcohol, such as ethanol or methanol, which drastically reduces the volatility and flammability risks associated with organic solvents. This shift from chemocatalysis to biocatalysis effectively decouples the production process from the volatility of precious metal markets, as no palladium or other expensive transition metals are required. Moreover, the high selectivity of the enzyme ensures that the pyrimidine and pyridine rings remain intact without unwanted side reductions, leading to a crude product profile that is exceptionally clean. This cleanliness translates directly into simplified isolation procedures, where simple filtration and solvent distillation are sufficient to obtain the target molecule, thereby enhancing the overall throughput and reliability of the manufacturing line.
Mechanistic Insights into Nitroreductase-Catalyzed Reduction
The core of this technological advancement is the utilization of a specific nitroreductase enzyme, identified in the patent as SEQ ID NO: 1, derived from Burkholderia palladis. This enzyme functions as an oxidoreductase that facilitates the transfer of electrons to the nitro group of the substrate, effectively reducing it to an amine. The mechanism relies on a coenzyme system, typically involving nicotinamide adenine dinucleotide (NAD+) or its phosphate form (NADP+), which acts as the electron carrier. In the presence of the coenzyme, the nitroreductase catalyzes the stepwise reduction of the nitro group (-NO2) through nitroso and hydroxylamine intermediates to the final amino group (-NH2). What makes this specific enzyme sequence particularly valuable for industrial application is its robust stability and high turnover number in aqueous-alcoholic media. The enzyme maintains its catalytic activity even in the presence of organic cosolvents like ethanol, which is crucial for solubilizing the relatively hydrophobic pyrimidine-pyridine substrate. This compatibility allows for higher substrate loading concentrations, thereby improving the volumetric productivity of the reactor and reducing the overall solvent consumption per kilogram of product produced.
From an impurity control perspective, the enzymatic mechanism offers superior selectivity compared to chemical reductants. Chemical reducing agents like zinc or iron are non-selective and can often reduce other sensitive functional groups or cause dehalogenation if halogens were present, leading to a complex mixture of impurities that are difficult to separate. In contrast, the nitroreductase exhibits strict substrate specificity, targeting only the nitro moiety on the phenyl ring while leaving the heterocyclic nitrogen atoms in the pyrimidine and pyridine rings untouched. This precision prevents the formation of over-reduced byproducts or ring-opened degradation products that typically plague chemical reduction routes. Consequently, the impurity profile of the resulting Imatamine is significantly cleaner, with the patent data indicating purity levels reaching upwards of 99.5% by HPLC analysis. This high level of purity at the intermediate stage is critical for downstream coupling reactions in the synthesis of Imatinib, as it minimizes the carryover of impurities that could affect the efficacy or safety of the final drug substance.
How to Synthesize Imatamine Efficiently
Implementing this enzymatic synthesis route requires careful optimization of reaction parameters to maximize yield and enzyme longevity. The process generally involves dissolving the nitro-precursor in a mixed solvent system, predominantly water with a minor fraction of alcohol to aid solubility. The specific ratio of water to alcohol is critical; the patent suggests a mass ratio where water constitutes the majority, typically around 4 to 6 parts water to 1 part alcohol. This high water content not only supports the enzymatic activity but also aligns with green chemistry principles by minimizing organic solvent usage. Once the substrate is suspended or dissolved, the biocatalyst (nitroreductase) and the coenzyme are introduced. The reaction is then maintained at a mild temperature range, ideally between 30°C and 40°C, which is easily achievable with standard heating jackets and does not require cryogenic cooling or extreme heating. Following the reaction period, typically around 2 hours, the product precipitates or can be isolated upon solvent removal, yielding the high-purity amino compound ready for the next synthetic step.
- Prepare a reaction mixture using a solvent system of water and alcohol (ethanol or methanol) with a mass ratio favoring water (e.g., 1: 4.0-6.0).
- Add the substrate N-(2-methyl-5-nitrophenyl)-4-(3-pyridyl)-2-pyrimidinamine along with catalytic amounts of nitroreductase (SEQ ID NO: 1) and a coenzyme such as NAD+ or NADP+.
- Maintain the reaction temperature between 30°C and 40°C for approximately 2 to 2.5 hours, followed by filtration and solvent removal to isolate high-purity Imatamine.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this enzymatic technology represents a strategic opportunity to de-risk the supply of critical oncology intermediates. The shift away from hazardous chemical reagents and high-pressure operations fundamentally alters the risk profile of the manufacturing site, leading to lower insurance premiums and reduced regulatory scrutiny. Furthermore, the elimination of heavy metal catalysts removes a significant bottleneck in the quality control workflow, as extensive testing for residual metals is no longer required. This streamlining of the QA/QC process accelerates the release of batches, allowing for faster turnaround times and improved responsiveness to market demand fluctuations. The reliance on renewable biocatalysts rather than finite precious metals also insulates the production cost from the volatile pricing of commodities like palladium, providing greater long-term cost predictability for budget planning.
- Cost Reduction in Manufacturing: The economic benefits of this process are driven primarily by the elimination of expensive catalysts and the simplification of waste treatment. By removing the need for palladium-carbon, manufacturers avoid the high capital cost associated with purchasing and regenerating precious metal catalysts. Additionally, the aqueous nature of the reaction medium significantly reduces the volume of hazardous organic waste generated, leading to substantial savings in waste disposal fees. The high conversion rate (>97%) ensures that raw material utilization is maximized, minimizing the loss of valuable starting materials and further driving down the cost of goods sold (COGS) for the intermediate.
- Enhanced Supply Chain Reliability: The mild operating conditions of the enzymatic process enhance supply chain resilience by reducing the dependency on specialized high-pressure reactors and hazardous gas supplies. Facilities equipped with standard stainless steel reactors can easily adapt to this process, increasing the pool of potential contract manufacturing organizations (CMOs) capable of producing the material. This flexibility mitigates the risk of supply disruptions caused by equipment maintenance or regulatory shutdowns of specialized hydrogenation units. Moreover, the stability of the enzyme and the simplicity of the workup procedure contribute to consistent batch-to-batch quality, ensuring a reliable flow of material to downstream API synthesis sites.
- Scalability and Environmental Compliance: As regulatory bodies worldwide impose stricter limits on pharmaceutical effluents, the environmental footprint of the manufacturing process becomes a key differentiator. This enzymatic route generates wastewater that is significantly less toxic and easier to treat compared to the acidic, metal-laden waste streams from zinc or iron reductions. The use of ethanol or methanol as cosolvents, which are readily biodegradable and recoverable, further aligns the process with sustainability goals. This environmental compliance facilitates smoother regulatory approvals and permits for capacity expansion, enabling seamless commercial scale-up from pilot batches to multi-ton annual production volumes without the burden of complex environmental remediation infrastructure.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the enzymatic production of Imatamine. These insights are derived directly from the technical specifications and experimental data provided in the patent literature, aiming to clarify the feasibility and advantages of this biocatalytic route for industry stakeholders. Understanding these details is essential for R&D teams evaluating process transfers and procurement officers assessing supplier capabilities.
Q: What are the primary advantages of the enzymatic method over traditional Pd/C hydrogenation for Imatamine?
A: The enzymatic method eliminates the need for expensive palladium-carbon catalysts and high-pressure hydrogenation equipment, significantly reducing safety risks and capital expenditure while avoiding heavy metal contamination in the final product.
Q: How does the specific nitroreductase (SEQ ID NO: 1) impact product purity?
A: The specific nitroreductase exhibits high selectivity for the nitro group reduction without affecting other functional groups, preventing side reactions and ensuring product purity levels exceeding 99.5% without complex purification steps.
Q: Is this enzymatic process suitable for large-scale industrial production?
A: Yes, the process operates under mild conditions (30-40°C) in aqueous-alcoholic solvents, generating minimal hazardous waste compared to metal reduction methods, making it highly scalable and environmentally compliant for industrial manufacturing.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Imatamine Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of enzymatic synthesis in the production of high-value pharmaceutical intermediates like Imatamine. As a leading CDMO partner, we possess the technical expertise and infrastructure to seamlessly translate laboratory-scale biocatalytic processes into robust, commercial-scale manufacturing operations. Our facilities are equipped with state-of-the-art fermentation and biocatalysis units capable of handling diverse enzymatic pathways, ensuring that we can meet the rigorous demands of the global oncology drug market. We pride ourselves on our extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, guaranteeing that your supply needs are met with consistency and precision. Our commitment to quality is underscored by our stringent purity specifications and rigorous QC labs, which employ advanced analytical techniques to verify the identity and purity of every batch, ensuring full compliance with international pharmacopoeial standards.
We invite pharmaceutical companies and research institutions to collaborate with us to leverage this advanced enzymatic technology for their Imatinib supply chains. By partnering with us, you gain access to a Customized Cost-Saving Analysis tailored to your specific volume requirements, demonstrating how this green chemistry approach can optimize your overall production economics. We encourage you to contact our technical procurement team today to request specific COA data and comprehensive route feasibility assessments. Let us help you secure a sustainable, cost-effective, and high-quality supply of Imatamine that drives your drug development projects forward with confidence.