Revolutionizing Chloramphenicol Succinate Production: A Deep Dive into Enzymatic Catalysis and Commercial Scalability
The pharmaceutical industry is constantly seeking greener, more efficient pathways for synthesizing critical antibiotic derivatives, and the recent disclosure in patent CN112538506A presents a transformative approach to producing Chloramphenicol Succinate. This specific intellectual property details a robust enzymatic catalysis method that replaces traditional, hazardous chemical synthesis with a highly selective biocatalytic process. By utilizing hydrolases, specifically lipases, to catalyze the esterification between Chloramphenicol and Succinic Anhydride, this technology addresses long-standing issues regarding toxicity, environmental impact, and product quality. For R&D directors and procurement specialists alike, this patent represents a significant leap forward, offering a route that not only simplifies the reaction conditions but also ensures the production of high-purity intermediates essential for parenteral formulations. The shift from organic base catalysis to enzymatic systems underscores a broader industry trend towards sustainable manufacturing that does not compromise on yield or scalability.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of Chloramphenicol Succinate has relied heavily on chemical catalysis using organic bases, a method fraught with significant operational and safety challenges. These traditional processes often require harsh reaction conditions that lead to high energy consumption and the generation of substantial toxic waste streams. Furthermore, the lack of selectivity in chemical catalysis frequently results in the formation of numerous byproducts and impurities, complicating the downstream purification process and necessitating extensive refining steps to meet pharmaceutical grade standards. The use of toxic reagents not only poses health risks to operators but also creates a heavy burden on environmental compliance teams, driving up the overall cost of manufacturing. Additionally, the difficulty in controlling side reactions often leads to inconsistent batch-to-batch quality, which is a critical risk factor for supply chain stability in the regulated pharmaceutical sector.
The Novel Approach
In stark contrast, the enzymatic method disclosed in the patent utilizes biological catalysts to drive the esterification reaction under mild, ambient conditions, effectively circumventing the pitfalls of chemical synthesis. By employing immobilized lipases such as Candida antarctica lipase B (CALB), the process achieves exceptional regioselectivity, ensuring that the succinyl group is attached precisely where needed without affecting other sensitive functional groups on the Chloramphenicol molecule. This high specificity drastically reduces the formation of byproducts, leading to a much cleaner reaction profile that simplifies the work-up procedure. The ability to conduct the reaction at moderate temperatures, specifically around 40°C, significantly lowers energy requirements compared to the high-temperature reflux often needed in chemical methods. Moreover, the use of acetone as a preferred solvent offers a balance of solubility and ease of recovery, further enhancing the economic and environmental viability of the process for large-scale industrial application.
Mechanistic Insights into Lipase-Catalyzed Esterification
The core of this technological breakthrough lies in the precise mechanism of lipase-catalyzed esterification, where the enzyme acts as a highly efficient biological machine to facilitate the bond formation between the hydroxyl group of Chloramphenicol and the carboxylic group of Succinic Anhydride. Unlike chemical catalysts that rely on brute force thermodynamics, lipases operate through a specific active site that stabilizes the transition state, lowering the activation energy required for the reaction to proceed. The patent highlights the critical importance of maintaining an anhydrous environment, often achieved through the addition of desiccants like 4A molecular sieves, to prevent the hydrolysis of the anhydride and ensure the equilibrium favors ester formation. This delicate balance of water activity is crucial; too much water deactivates the enzyme or hydrolyzes the reactants, while the right amount maintains enzyme flexibility and activity. The immobilization of the enzyme on a solid support not only enhances its thermal and operational stability but also prevents enzyme leaching into the product stream, a key factor in maintaining high purity.
Furthermore, the impurity control mechanism inherent in this biocatalytic route is superior to conventional methods due to the enzyme's innate chiral and regio-selectivity. Chemical catalysts often lack this discrimination, leading to the acylation of unintended sites or the racemization of chiral centers, which can compromise the efficacy and safety of the final drug product. The enzymatic process ensures that only the desired stereoisomer is produced and that the succinylation occurs exclusively at the primary hydroxyl position, leaving the secondary hydroxyl and amide groups intact. This precision minimizes the need for complex chromatographic separations later in the process, allowing for simpler crystallization techniques to achieve the final purity specifications. The result is a product with a well-defined impurity profile that is easier to characterize and validate, accelerating the regulatory approval process for new drug applications relying on this intermediate.
How to Synthesize Chloramphenicol Succinate Efficiently
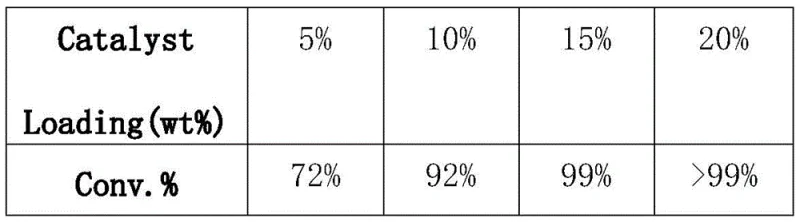
To implement this advanced synthesis route effectively, manufacturers must adhere to a optimized protocol that balances reaction kinetics with enzyme stability. The process begins with the dissolution of Chloramphenicol and Succinic Anhydride in a suitable organic solvent, with acetone being identified as the optimal choice due to its favorable solubility parameters and low boiling point for easy removal. The addition of the immobilized lipase catalyst, typically at a loading of 10-20% relative to the substrate mass, initiates the reaction, which is then maintained at a controlled temperature of 40°C to maximize conversion rates without denaturing the biocatalyst. Detailed standardized synthetic steps see the guide below.
- Dissolve Chloramphenicol and Succinic Anhydride in acetone with a molar ratio of 1: 1.1, add immobilized lipase (e.g., CALB) and molecular sieves, and react at 40°C until conversion is complete.
- Filter to recover the enzyme catalyst, decolorize the filtrate with activated carbon, and remove the solvent under reduced pressure to obtain the crude white solid.
- Purify the crude product by dissolving in methanol, adding water as an anti-solvent, cooling to 4°C for crystallization, and drying under vacuum to achieve >99% purity.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this enzymatic technology translates into tangible strategic benefits that extend far beyond simple reaction yields. The elimination of toxic organic bases and heavy metal catalysts removes the need for expensive and time-consuming purification steps designed to strip these contaminants from the final product. This simplification of the downstream processing workflow significantly reduces the consumption of auxiliary materials and solvents, leading to a leaner, more cost-effective manufacturing operation. Furthermore, the mild reaction conditions reduce the stress on reactor equipment, potentially extending the lifespan of capital assets and lowering maintenance costs associated with corrosion or high-pressure operations. The overall process intensification allows for faster batch turnover times, enhancing the responsiveness of the supply chain to market demands.
- Cost Reduction in Manufacturing: The economic model of this enzymatic process is driven by the reusability of the immobilized catalyst and the reduction in waste disposal costs. Since the enzyme is immobilized on a solid support, it can be easily filtered out of the reaction mixture and potentially reused for multiple cycles, drastically cutting down the recurring cost of catalyst procurement. Additionally, the high selectivity of the enzyme means that raw material utilization is maximized, with less starting material lost to side reactions or degradation. The simplified purification process, which relies on straightforward crystallization rather than complex column chromatography, further reduces operational expenditures related to labor and consumables. These factors combine to create a substantially lower cost of goods sold (COGS) compared to traditional chemical synthesis routes.
- Enhanced Supply Chain Reliability: From a supply chain perspective, the robustness of the enzymatic process offers greater predictability and continuity of supply. The use of readily available, stable enzymes and common solvents like acetone mitigates the risk of raw material shortages that can plague specialized chemical reagent markets. The mild operating conditions also reduce the safety risks associated with exothermic runaways or hazardous reagent handling, minimizing the likelihood of unplanned plant shutdowns due to safety incidents. This operational stability ensures that production schedules can be met consistently, providing downstream pharmaceutical manufacturers with the reliability they need to plan their own production cycles without fear of interruption.
- Scalability and Environmental Compliance: Scaling this process from laboratory to industrial production is facilitated by the use of standard stirred tank reactors or fixed-bed reactors, which are widely available in the fine chemical industry. The environmental footprint of the process is significantly smaller, as it generates less hazardous waste and consumes less energy, aligning perfectly with increasingly strict global environmental regulations. This 'green' credential not only simplifies regulatory compliance but also enhances the brand reputation of the manufacturer as a sustainable partner. The ability to scale without proportionally increasing waste treatment costs provides a competitive advantage in markets where environmental taxes and carbon footprints are becoming critical financial metrics.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this enzymatic synthesis technology. These answers are derived directly from the experimental data and technical disclosures found within the patent literature, providing a factual basis for decision-making. Understanding these nuances is critical for technical teams evaluating the feasibility of adopting this new route for commercial production.
Q: What are the primary advantages of enzymatic synthesis over traditional chemical methods for Chloramphenicol Succinate?
A: Enzymatic synthesis eliminates the need for toxic organic base catalysts and harsh reaction conditions, resulting in significantly fewer byproducts, easier downstream purification, and a much cleaner impurity profile suitable for pharmaceutical applications.
Q: Can the biocatalyst be reused in this process to lower production costs?
A: Yes, the patent specifically highlights the use of immobilized enzymes (such as Novozym 435), which allows for easy filtration and recovery of the catalyst, enabling multiple reuse cycles and drastically reducing catalyst consumption costs.
Q: What purity levels can be achieved with this enzymatic route?
A: Experimental data from the patent indicates that through optimized crystallization processes involving methanol and water, the final product can consistently achieve purity levels exceeding 99%, meeting stringent pharmacopoeia standards.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Chloramphenicol Succinate Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of the enzymatic synthesis route detailed in patent CN112538506A and are fully equipped to leverage this technology for our global partners. As a leading CDMO, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from lab-scale optimization to full-scale manufacturing is seamless and efficient. Our state-of-the-art facilities are designed to handle biocatalytic processes with precision, featuring rigorous QC labs that enforce stringent purity specifications to guarantee that every batch of Chloramphenicol Succinate meets the highest international pharmacopoeia standards. We understand that consistency is key in the pharmaceutical supply chain, and our commitment to quality assurance ensures that our clients receive a product that is both chemically pure and commercially reliable.
We invite potential partners to engage with our technical team to explore how this advanced synthesis method can optimize your specific supply chain requirements. By requesting a Customized Cost-Saving Analysis, you can gain a clear understanding of the economic benefits tailored to your volume needs. We encourage you to contact our technical procurement team today to索取 specific COA data and route feasibility assessments, allowing you to make informed decisions based on real-world performance data. Let us collaborate to bring safer, greener, and more cost-effective antibiotic intermediates to the global market.