Advanced Enzymatic Resolution of Methionine-15N Isotopes for Commercial Scale-Up
The landscape of stable isotope-labeled amino acid manufacturing is undergoing a significant transformation driven by the need for higher purity and more sustainable production methods. Patent CN100392090C introduces a groundbreaking enzymatic resolution technique specifically designed for the preparation of L-methionine-15N and D-methionine-15N, addressing critical bottlenecks in tracer production. This technology leverages the stereoselective power of aminoacylase derived from free Aspergillus oryzae somatic cells to efficiently split racemic N-acetyl-DL-methionine-15N. Unlike traditional chemical synthesis which often struggles with isotopic dilution or requires expensive chiral auxiliaries, this biocatalytic approach ensures that the valuable 15N label is preserved with minimal loss. For R&D directors and procurement specialists in the life sciences sector, this patent represents a pivotal shift towards more reliable and cost-effective sourcing of high-value biochemical intermediates. The method not only delivers superior optical purity but also simplifies the downstream processing through a clever integration of ion exchange chromatography, making it an ideal candidate for commercial scale-up in the competitive pharmaceutical intermediate market.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the production of optically pure methionine isotopes has been plagued by inefficiencies inherent in classical chemical resolution and fermentation techniques. Traditional chemical synthesis often relies on the use of stoichiometric amounts of chiral resolving agents, which dramatically increases the raw material costs and generates substantial chemical waste that requires complex disposal protocols. Furthermore, harsh reaction conditions involving strong acids or bases at elevated temperatures can lead to the degradation of the sensitive sulfur-containing methionine structure and potential scrambling of the nitrogen-15 label, resulting in lower isotopic abundance. Fermentation methods, while biological, frequently suffer from low titers and the difficulty of separating the desired L-isomer from the complex broth without losing the D-isomer counterpart, leading to poor atom economy. These conventional pathways often result in extended lead times and inconsistent batch-to-batch quality, posing significant risks for supply chain managers who require steady streams of high-purity tracers for metabolic studies and drug development.
The Novel Approach
The innovative methodology described in the patent circumvents these challenges by employing a highly specific enzymatic hydrolysis using aminoacylase (EC 3.5.1.14) found within free Aspergillus oryzae cells. This biological catalyst exhibits exquisite stereoselectivity, hydrolyzing only the N-acetyl-L-methionine-15N component of the racemic mixture while leaving the N-acetyl-D-methionine-15N intact. This selectivity allows for a clean separation of the two isomers based on their differing chemical properties after the reaction, rather than relying on difficult crystallization or chromatographic separation of enantiomers. The process operates under mild physiological conditions, typically around 37°C and neutral pH, which preserves the integrity of the 15N label and prevents the oxidation of the thioether group. By converting the racemic starting material into two distinct chemical species—a free amino acid and an N-acetylated amino acid—the process enables efficient separation using standard strong acid cation exchange resins. This dual-production capability maximizes the value extracted from the expensive labeled starting material, offering a compelling economic advantage over methods that discard the unwanted enantiomer.
Mechanistic Insights into Aminoacylase-Catalyzed Stereoselective Hydrolysis
The core of this technological breakthrough lies in the precise mechanistic action of the aminoacylase enzyme embedded within the fungal cell matrix. The enzyme functions as a hydrolase that specifically recognizes the L-configuration of the N-acetyl-methionine substrate, catalyzing the cleavage of the amide bond to release free L-methionine-15N and acetic acid. The active site of the aminoacylase is sterically constrained such that it cannot accommodate the D-enantiomer, effectively acting as a molecular filter that processes only half of the racemic mixture. This kinetic resolution is driven by the specific interaction between the enzyme's binding pocket and the alpha-carbon stereochemistry of the substrate. The use of free mycelial cells rather than purified enzyme adds a layer of stability, as the cellular environment protects the enzyme from denaturation and allows for easier handling during the reaction phase. The reaction proceeds efficiently over a period of 35 to 60 hours, ensuring near-complete conversion of the L-isomer while maintaining the structural integrity of the D-isomer precursor.
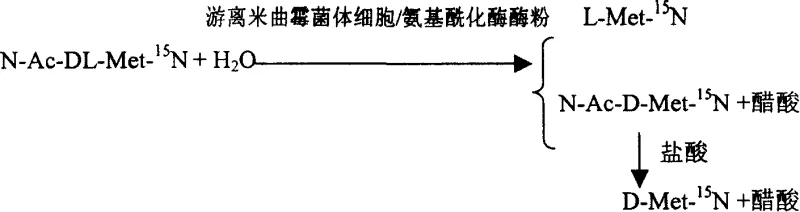
Following the enzymatic step, the separation mechanism relies on the distinct ionization properties of the reaction products. At acidic pH levels (adjusted to pH 1-3 with hydrochloric acid), the free L-methionine-15N exists primarily as a cation due to the protonation of its amino group, whereas the unreacted N-acetyl-D-methionine-15N remains largely uncharged or zwitterionic with different retention characteristics on the 1500H strong acid cation exchange resin. This difference allows the N-acetyl-D-intermediate to flow through the column first, while the L-methionine is retained and subsequently eluted with ammonium chloride or ammonia water. The recovered N-acetyl-D-methionine-15N is then subjected to a secondary chemical hydrolysis using hydrochloric acid under nitrogen protection to prevent oxidation, yielding the final D-methionine-15N product. This two-stage strategy ensures that both enantiomers are recovered with high chemical and optical purity, effectively doubling the output from a single batch of racemic feedstock.
How to Synthesize L-Methionine-15N Efficiently
The synthesis protocol outlined in the patent provides a robust framework for producing high-purity methionine isotopes suitable for sensitive analytical applications. The process begins with the cultivation and preparation of the biocatalyst, followed by the controlled enzymatic resolution and subsequent purification steps. To ensure consistent results, strict adherence to the specified temperature, pH, and reaction time parameters is essential. The detailed标准化 synthesis steps见下方的指南 provide a comprehensive roadmap for laboratory and pilot-scale execution, ensuring that operators can replicate the high yields and purity profiles reported in the patent examples.
- Prepare free Aspergillus oryzae somatic cells or utilize aminoacylase powder as the biocatalyst for the hydrolysis reaction.
- React racemic N-Acetyl-DL-Methionine-15N at 37°C and pH 6-8 for 35-60 hours to selectively hydrolyze the L-isomer.
- Separate L-Methionine-15N and N-Acetyl-D-Methionine-15N using 1500H strong acid cation exchange resin, followed by acid hydrolysis of the D-intermediate.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this enzymatic resolution technology offers profound strategic benefits that extend beyond simple technical feasibility. The shift from chemical resolution to biocatalysis fundamentally alters the cost structure of producing stable isotope-labeled amino acids by eliminating the need for expensive chiral reagents and reducing energy consumption associated with extreme reaction conditions. The ability to recover both L and D isomers from a single racemic input significantly improves the overall material efficiency, directly translating to lower raw material costs per gram of final product. Furthermore, the use of robust fungal cells as the catalyst source reduces dependency on fragile purified enzymes, enhancing the reliability of the supply chain against biological variability. This process stability ensures consistent delivery schedules, a critical factor for pharmaceutical companies managing tight clinical trial timelines.
- Cost Reduction in Manufacturing: The elimination of stoichiometric chiral resolving agents and the utilization of inexpensive fungal biomass as the catalyst source drastically reduce the variable costs associated with production. By avoiding complex purification steps for the enzyme itself and leveraging standard ion exchange resins for separation, the capital expenditure for equipment is kept manageable while operational expenses are minimized. The dual-recovery of both L and D isomers maximizes the return on investment for the expensive 15N-labeled starting material, ensuring that no valuable isotopic mass is wasted as discardable byproduct.
- Enhanced Supply Chain Reliability: The reliance on fermentation-derived biocatalysts and standard chemical processing equipment creates a resilient supply chain that is less susceptible to the bottlenecks often seen in specialized fine chemical synthesis. The raw materials, including the racemic acetyl-methionine and the fungal strains, are readily available and scalable, reducing the risk of shortages. The robustness of the process conditions allows for flexible manufacturing schedules, enabling suppliers to respond quickly to fluctuations in demand from the research and diagnostic sectors without compromising product quality.
- Scalability and Environmental Compliance: The process is inherently green, operating at mild temperatures and generating aqueous waste streams that are easier to treat compared to the organic solvent-heavy waste from traditional chemical resolutions. The use of ion exchange chromatography is a well-established unit operation that scales linearly from laboratory to industrial tonnage, facilitating seamless technology transfer. This environmental compatibility aligns with increasingly stringent global regulations on chemical manufacturing, reducing the compliance burden and potential liability for manufacturing partners.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this enzymatic resolution technology. These insights are derived directly from the patent specifications and are intended to clarify the operational advantages and quality assurances associated with this method. Understanding these details is crucial for stakeholders evaluating the feasibility of integrating this supply source into their existing procurement strategies.
Q: How does this enzymatic method preserve isotopic abundance compared to chemical synthesis?
A: The enzymatic resolution operates under mild physiological conditions (37°C, neutral pH), avoiding the harsh acidic or basic environments often required in chemical synthesis that can lead to isotopic scrambling or loss. The patent data confirms that the 15N abundance remains stable throughout the process, typically maintaining levels above 98%.
Q: What is the primary advantage of using Aspergillus oryzae cells over isolated enzymes?
A: Using free Aspergillus oryzae somatic cells eliminates the costly and complex downstream processing required to purify the aminoacylase enzyme itself. The whole-cell biocatalyst provides a robust, cost-effective matrix that retains high catalytic activity while simplifying the preparation workflow for industrial applications.
Q: Can this process be scaled for commercial production of D-Methionine-15N?
A: Yes, the process is highly scalable. It utilizes standard unit operations such as fermentation for cell growth, stirred tank reactors for enzymatic conversion, and packed bed columns for ion exchange separation. The two-step hydrolysis strategy allows for the simultaneous recovery of both L and D isomers from a single racemic starting material, maximizing atom economy.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable L-Methionine-15N Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of high-quality stable isotope-labeled compounds in advancing pharmaceutical research and development. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the sophisticated enzymatic resolution processes described in patent CN100392090C can be successfully translated into reliable industrial supply. We maintain stringent purity specifications and operate rigorous QC labs equipped with advanced analytical instrumentation to verify isotopic abundance and optical purity for every batch. Our commitment to quality assurance means that clients receive materials that meet the exacting standards required for metabolic tracing and drug metabolism studies.
We invite you to collaborate with us to optimize your supply chain for these critical intermediates. Contact our technical procurement team today to request a Customized Cost-Saving Analysis tailored to your specific volume requirements. We are prepared to provide specific COA data and route feasibility assessments to demonstrate how our manufacturing capabilities can support your long-term R&D goals while delivering substantial value.