Revolutionizing Ivermectin Production: A High-Yield Route from Avermectin B2 Components
The pharmaceutical and veterinary industries are constantly seeking more efficient pathways to produce critical antiparasitic agents like Ivermectin. Patent CN103396464A introduces a groundbreaking preparation method that fundamentally shifts the raw material basis from the traditional Avermectin B1 components to the often underutilized Avermectin B2 fraction. This technological leap addresses long-standing inefficiencies in fermentation utilization, offering a robust alternative that bypasses the need for expensive rhodium catalysts typically required for B1 shortening. By leveraging the structural nuances of the B2 component, specifically targeting the 23-position functionality, this invention provides a streamlined four-step sequence that achieves a remarkable total yield of 67-72%. For global supply chain directors and R&D leaders, this represents not just a chemical optimization, but a strategic opportunity to diversify raw material sourcing and reduce dependency on single-component fermentation outputs.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the industrial production of Ivermectin has relied heavily on the hydrogenation of Avermectin B1a and B1b mixtures. While effective, this conventional route is plagued by significant economic and technical bottlenecks. The primary constraint lies in the necessity of using precious metal catalysts, such as rhodium complexes, to effect the critical carbon-chain shortening required to convert the B1 macrocycle into the Ivermectin structure. These catalysts are not only prohibitively expensive but also introduce complex purification challenges to ensure residual metal levels meet stringent regulatory standards for veterinary drugs. Furthermore, earlier academic approaches, such as those reported by Merck, attempted to utilize thiocarbonyl derivatives but relied on tributyltin hydride (Bu3SnH) for the deoxygenation step. This reagent is notoriously toxic, posing severe health risks to operators and creating substantial environmental liabilities due to the difficulty of removing organotin residues from the final active pharmaceutical ingredient (API). Additionally, these older methods suffered from abysmal yields, often hovering around 10%, rendering them commercially unviable for large-scale manufacturing.
The Novel Approach
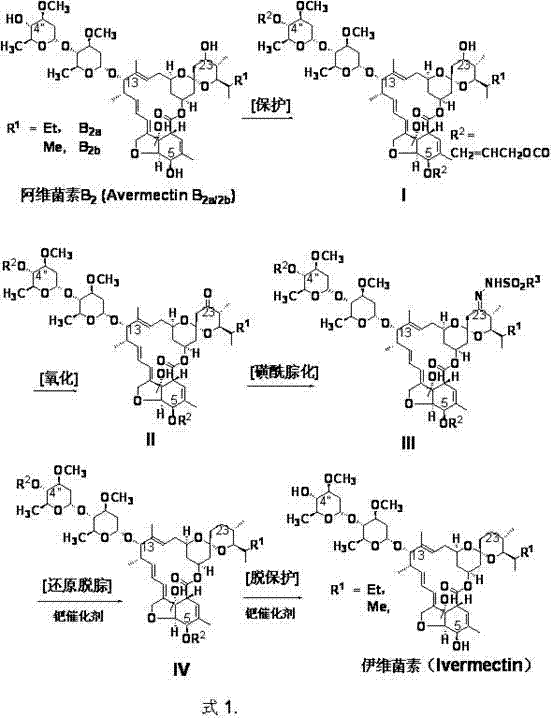
In stark contrast, the methodology disclosed in CN103396464A presents a sophisticated yet practical solution that circumvents these historical pitfalls. The core innovation lies in the strategic functionalization of the Avermectin B2 component, which is naturally abundant in fermentation broths but frequently discarded or undervalued. The process initiates with a selective protection strategy, followed by a precise oxidation at the 23-position to generate a ketone. This ketone is then converted into a sulfonyl hydrazone, a stable crystalline intermediate that facilitates easy purification—a critical advantage for maintaining high purity profiles. The culmination of the synthesis is a elegant one-pot reduction and deprotection step using palladium catalysis and borohydrides. This approach completely eliminates the need for toxic tin reagents and expensive rhodium, replacing them with safer, more abundant chemicals. As illustrated in the reaction scheme below, this pathway transforms a waste stream into a high-value product with exceptional efficiency.
Mechanistic Insights into Hydrazone-Mediated Deoxygenation
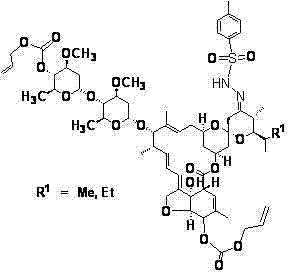
The heart of this synthetic breakthrough is the formation and subsequent reductive cleavage of the 23-position sulfonyl hydrazone. Mechanistically, this sequence offers superior control over stereochemistry and impurity profiles compared to direct reduction methods. The initial oxidation of the 23-hydroxyl group to a ketone activates the position for nucleophilic attack by the organic sulfonyl hydrazine. This reaction is highly chemoselective, occurring readily in alcoholic solutions at moderate temperatures between 20°C and 80°C. The resulting hydrazone intermediate is not merely a transient species; it is a isolable, crystalline solid. This physical property is paramount for process chemistry, as it allows manufacturers to purge impurities through simple filtration or recrystallization before proceeding to the final step, thereby ensuring the integrity of the final API.
The final transformation involves a palladium-catalyzed hydrogenolysis coupled with a borohydride reduction. In this step, the sulfonyl hydrazone moiety is reductively removed, effectively deoxygenating the 23-position to restore the saturated macrocyclic lactone structure characteristic of Ivermectin. Simultaneously, the allyl carbonate protecting groups installed at the 4'' and 5-positions are cleaved under these mild reducing conditions. This tandem deprotection-reduction is a masterpiece of atom economy, collapsing two distinct operational steps into a single reactor charge. The use of sodium borohydride (NaBH4) as the terminal reductant is particularly advantageous; it is inexpensive, safe to handle, and generates benign byproducts. The specific intermediate structure shown below highlights the complexity of the molecule and the precision required to manipulate the 23-position without affecting the sensitive spiroketal systems elsewhere in the macrocycle.
How to Synthesize Ivermectin Efficiently
Executing this synthesis requires strict adherence to the optimized conditions outlined in the patent to maximize the 67-72% total yield. The process is designed for scalability, utilizing common solvents like methylene chloride and sec-butyl acetate which are easily recovered and recycled in an industrial setting. The reaction parameters, such as temperature ranges of -40°C to 60°C and atmospheric pressure operations, are well within the capabilities of standard glass-lined or stainless steel reactors found in modern fine chemical facilities. Detailed standardized operating procedures regarding stoichiometry, addition rates, and workup protocols are essential for reproducibility.
- Protect the 4'' and 5-position hydroxyl groups of Avermectin B2 using allyl chloroformate in an inert solvent with an organic base.
- Oxidize the 23-position hydroxyl group to a ketone carbonyl using DMSO and an oxidizing agent under controlled pH conditions.
- React the 23-position ketone with organic sulfonyl hydrazine in an alcoholic solution to form the crystalline sulfonyl hydrazone intermediate.
- Perform a one-pot reduction and deprotection using a borohydride reducing agent and a palladium catalyst to obtain final Ivermectin.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain strategists, the adoption of this Avermectin B2-based route offers compelling economic and logistical benefits that extend beyond simple yield improvements. The primary value driver is the radical shift in raw material economics. By utilizing the B2 fraction, which is a secondary output of Streptomyces avermitilis fermentation, manufacturers can access a feedstock that is significantly cheaper and more abundant than the primary B1 components. This diversification of raw material sources mitigates the risk of supply shortages and price volatility associated with relying solely on the major fermentation fractions. Furthermore, the elimination of rhodium catalysts removes a major cost center and reduces exposure to the fluctuating prices of precious metals, leading to substantial cost savings in veterinary drug manufacturing.
- Cost Reduction in Manufacturing: The replacement of toxic tributyltin hydride with sodium borohydride and palladium catalysts drastically reduces the cost of goods sold (COGS). Tin reagents are not only expensive but require specialized waste treatment protocols to meet environmental regulations, adding hidden costs to the production process. By switching to borohydrides, the facility avoids these hazardous waste disposal fees entirely. Additionally, the high crystallinity of the hydrazone intermediate minimizes the need for extensive chromatographic purification, which is a major cost driver in API production. The ability to purify via crystallization rather than column chromatography translates directly to lower solvent consumption and reduced labor hours per kilogram of product.
- Enhanced Supply Chain Reliability: The reliance on commodity chemicals such as allyl chloroformate, dimethyl sulfoxide (DMSO), and sodium borohydride ensures a robust and resilient supply chain. Unlike specialized organometallic reagents that may have limited suppliers and long lead times, these reagents are available globally from multiple vendors. This multi-sourcing capability protects the manufacturing schedule from disruptions caused by single-supplier failures. Moreover, the mild reaction conditions (0°C to 60°C) reduce the energy load on the facility compared to processes requiring cryogenic temperatures or high-pressure hydrogenation, further stabilizing operational costs and ensuring consistent production throughput regardless of energy market fluctuations.
- Scalability and Environmental Compliance: From an environmental, health, and safety (EHS) perspective, this process is vastly superior. The avoidance of organotin compounds aligns perfectly with increasingly stringent global environmental regulations regarding heavy metal residues in pharmaceuticals. This compliance advantage accelerates regulatory approval timelines and reduces the burden on quality control laboratories. The process is inherently scalable; the use of standard inert solvents and atmospheric pressure reactions means that technology transfer from pilot scale to commercial production (100 kgs to 100 MT) is straightforward and low-risk. The high step yields (>90% per step) minimize the accumulation of waste mass, supporting green chemistry initiatives and reducing the overall environmental footprint of the manufacturing site.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this novel Ivermectin synthesis route. These insights are derived directly from the experimental data and comparative analysis provided in the patent documentation, offering clarity on how this method outperforms legacy technologies in terms of safety, yield, and operational simplicity.
Q: Why is Avermectin B2 preferred over B1 for this synthesis?
A: Avermectin B2 is often an underutilized byproduct of fermentation. This method valorizes waste material, significantly lowering raw material costs compared to using the primary B1a/1b components which require expensive rhodium catalysts for shortening.
Q: How does this method improve safety compared to traditional Merck processes?
A: Traditional methods often rely on highly toxic tributyltin hydride (Bu3SnH) for deoxygenation. This novel route replaces it with safer borohydride reducing agents and palladium catalysts, eliminating severe toxicity risks and simplifying waste disposal.
Q: What is the expected purity and yield of the final Ivermectin product?
A: The process achieves a total yield of 67-72% with individual step yields exceeding 90%. The final product typically demonstrates high purity, with 22,23-dihydro avermectin B1 content reaching over 97% as confirmed by HPLC analysis.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Ivermectin Supplier
The transition to this advanced Avermectin B2 utilization strategy represents a significant opportunity for veterinary drug manufacturers to optimize their production portfolios. At NINGBO INNO PHARMCHEM, we possess the technical expertise and infrastructure to execute this complex multi-step synthesis with precision. Our team has extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory bench to industrial reactor is seamless. We maintain stringent purity specifications and operate rigorous QC labs equipped with HPLC and NMR capabilities to verify the identity and purity of every batch, guaranteeing that the final Ivermectin meets all international pharmacopoeia standards.
We invite potential partners to engage with our technical procurement team to discuss how this innovative route can be integrated into your supply chain. By collaborating with us, you can leverage our process optimization capabilities to achieve a Customized Cost-Saving Analysis tailored to your specific volume requirements. We encourage you to contact us today to request specific COA data and route feasibility assessments, allowing you to make informed decisions that drive efficiency and profitability in your veterinary pharmaceutical operations.