Advanced Biocatalytic Production of (S)-(-)-3-Chloro-1-phenylpropanol for Pharmaceutical Scale-Up
Advanced Biocatalytic Production of (S)-(-)-3-Chloro-1-phenylpropanol for Pharmaceutical Scale-Up
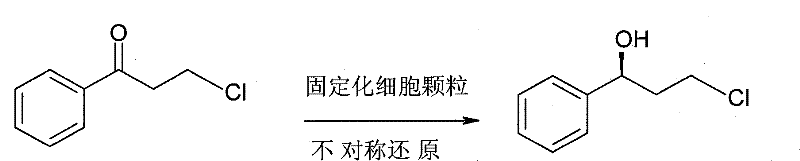
The pharmaceutical industry's relentless pursuit of efficient, environmentally sustainable pathways for chiral intermediates has brought significant attention to biocatalytic solutions. A pivotal development in this domain is detailed in Chinese Patent CN101205548B, which discloses a novel application of the microbial strain Saccharomyces cerevisiae CGMCC No.2230 for the preparation of (S)-(-)-3-chloro-1-phenylpropanol. This compound serves as a critical chiral building block for the synthesis of (S)-Fluoxetine, a first-line antidepressant medication with superior pharmacokinetic properties compared to its racemic counterpart. The patent outlines a robust methodology that transcends traditional limitations by employing immobilized cell particles within a dibutyl phthalate medium, achieving remarkable conversion rates and optical purity under mild conditions. For global procurement and R&D teams, this technology represents a paradigm shift towards greener, more cost-effective manufacturing of high-value pharmaceutical intermediates.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of chiral alcohols like (S)-(-)-3-chloro-1-phenylpropanol has relied heavily on chemical asymmetric reduction, a process fraught with economic and environmental inefficiencies. Conventional chemical routes necessitate the preparation of sophisticated chiral catalysts, often involving precious metals and complex ligands that are not only prohibitively expensive but also generate significant hazardous waste streams requiring costly disposal. Furthermore, earlier biological attempts reported in literature, such as those utilizing strains like IFO10182 in aqueous systems, suffered from critically low substrate conversion rates, often hovering around merely 3.9%. This poor efficiency stems from the inherent incompatibility between hydrophobic organic substrates and aqueous reaction media, leading to mass transfer limitations that render such processes economically unviable for industrial-scale production. Additionally, the use of free-floating cells complicates downstream processing, as separating the biomass from the product requires energy-intensive centrifugation or filtration steps that often result in product loss.
The Novel Approach
In stark contrast, the innovative approach detailed in the patent leverages the unique metabolic capabilities of Saccharomyces cerevisiae CGMCC No.2230, engineered through a sophisticated immobilization technique to overcome solubility and stability barriers. By embedding the microbial cells within a sodium alginate matrix and utilizing dibutyl phthalate as the reaction medium, the process creates a microenvironment that dramatically enhances substrate accessibility while protecting the biocatalyst from shear stress and toxic inhibition. This biphasic-like system allows for high substrate loading concentrations, ranging from 5.86 to 58.6 mmol/L, without compromising cell viability. The result is a transformation process that operates efficiently at mild temperatures between 25°C and 30°C, eliminating the need for extreme pressure or cryogenic conditions. This method not only simplifies the operational workflow but also ensures that the catalyst can be physically separated from the reaction mixture with ease, facilitating immediate reuse and continuous processing capabilities that are impossible with traditional free-cell fermentations.
Mechanistic Insights into Immobilized Cell Asymmetric Reduction
The core of this technological breakthrough lies in the synergistic interaction between the immobilized biocatalyst and the organic solvent system. The Saccharomyces cerevisiae strain produces specific carbonyl reductases that exhibit high stereoselectivity towards the ketone group of 3-chloro-1-propiophenone. When these cells are immobilized using calcium alginate gelation, their structural integrity is preserved, allowing them to function effectively in the organic phase of dibutyl phthalate. This solvent is crucial; unlike water, it dissolves the organic substrate readily, ensuring that the enzyme active sites are saturated with reactants, thereby driving the reaction kinetics forward. The immobilization matrix acts as a semi-permeable barrier, permitting the diffusion of the substrate and cofactors while retaining the intracellular enzymes and cofactor regeneration systems necessary for sustained catalytic activity. This setup effectively mimics a continuous flow reactor environment within a batch process, stabilizing the enzyme conformation and preventing denaturation that typically occurs in harsh organic solvents.
Furthermore, the mechanism ensures exceptional control over the impurity profile, a critical parameter for regulatory compliance in API manufacturing. The enzymatic reduction is highly specific, targeting only the carbonyl functionality while leaving the chloro-substituent untouched, thereby avoiding side reactions such as dehalogenation which are common in metal-catalyzed hydrogenations. The patent data indicates that the enantiomeric excess (ee) value consistently exceeds 98%, demonstrating the enzyme's rigid chiral pocket that discriminates effectively between the pro-chiral faces of the ketone. This high stereocontrol minimizes the formation of the unwanted (R)-enantiomer, significantly reducing the burden on downstream purification steps like chiral chromatography. The stability of the immobilized particles also means that the reaction can proceed for extended periods, up to 72 hours, allowing for maximum substrate conversion without the rapid decay in activity seen in free-cell systems, thus ensuring a consistent and predictable impurity profile across multiple production batches.
How to Synthesize (S)-(-)-3-Chloro-1-phenylpropanol Efficiently
The implementation of this biocatalytic route requires precise control over cell cultivation and immobilization parameters to maximize yield and catalyst longevity. The process begins with the aerobic fermentation of the yeast strain to achieve optimal biomass density, followed by entrapment in alginate beads which are subsequently cured and proliferated to activate the catalytic potential. The subsequent biotransformation step in dibutyl phthalate is straightforward but demands strict adherence to temperature and agitation protocols to maintain mass transfer efficiency. By following these standardized procedures, manufacturers can reliably produce the chiral alcohol with the high purity and optical rotation specifications required for downstream drug synthesis.
- Cultivate Saccharomyces cerevisiae CGMCC No.2230 in optimized fermentation media to achieve high cell density, followed by harvesting the biomass for immobilization.
- Embed the harvested cells into sodium alginate beads using calcium chloride cross-linking, then proliferate the immobilized particles to enhance catalytic activity.
- Perform asymmetric reduction of 3-chloro-1-propiophenone in dibutyl phthalate at 25-30°C, allowing for easy catalyst recovery and product isolation.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this immobilized cell technology offers profound strategic advantages that extend far beyond simple yield improvements. The shift from chemical catalysis to this biocatalytic platform fundamentally alters the cost structure of manufacturing this key intermediate by eliminating the dependency on volatile precious metal markets and complex ligand synthesis. The ability to reuse the biocatalyst multiple times without significant loss of activity translates directly into substantial cost savings on raw materials, as the effective cost of the catalyst per kilogram of product is drastically reduced. Moreover, the mild reaction conditions eliminate the need for specialized high-pressure reactors or cryogenic cooling infrastructure, allowing production to occur in standard stainless steel vessels, thereby lowering capital expenditure requirements for facility upgrades. This operational simplicity also reduces energy consumption, aligning with corporate sustainability goals and reducing the overall carbon footprint of the supply chain.
- Cost Reduction in Manufacturing: The elimination of expensive chiral metal catalysts and the removal of heavy metal scavenging steps significantly lower the variable costs associated with production. Since the immobilized cells can be recovered via simple filtration and reused for multiple cycles, the amortized cost of the biocatalyst becomes negligible over time. Additionally, the high conversion rates minimize the amount of unreacted starting material that needs to be recovered or disposed of, further enhancing the overall process economics and reducing waste treatment expenses.
- Enhanced Supply Chain Reliability: Relying on a fermentation-based process mitigates risks associated with the supply of rare earth metals or specialized chemical reagents that are often subject to geopolitical instability. The microbial strain is robust and can be cultured in-house using standard agricultural feedstocks, ensuring a secure and continuous supply of the biocatalyst. The stability of the immobilized particles also allows for easier storage and transportation compared to sensitive chemical catalysts, providing greater flexibility in inventory management and reducing the risk of production stoppages due to material shortages.
- Scalability and Environmental Compliance: The process is inherently scalable, moving seamlessly from laboratory flasks to industrial fermenters without the complex engineering challenges posed by heterogeneous chemical catalysis. The use of dibutyl phthalate, a solvent with good biocompatibility, and the absence of toxic heavy metals simplify wastewater treatment and regulatory compliance. This green chemistry approach facilitates faster regulatory approvals and reduces the environmental liability associated with hazardous waste disposal, making it an ideal solution for long-term sustainable manufacturing strategies.
Frequently Asked Questions (FAQ)
Understanding the technical nuances of this biocatalytic process is essential for stakeholders evaluating its integration into existing supply chains. The following questions address common concerns regarding solvent compatibility, optical purity, and catalyst lifespan, drawing directly from the empirical data provided in the patent documentation. These insights are intended to provide clarity on the operational feasibility and quality assurance aspects of adopting this technology for commercial production.
Q: Why is dibutyl phthalate used instead of water for this biotransformation?
A: Traditional aqueous systems suffer from low solubility of the organic substrate 3-chloro-1-propiophenone, limiting reaction efficiency. Dibutyl phthalate offers superior biocompatibility and significantly higher substrate solubility, enabling much higher conversion rates without inhibiting the microbial cells.
Q: What is the optical purity achievable with this immobilized cell method?
A: The process utilizing Saccharomyces cerevisiae CGMCC No.2230 demonstrates exceptional stereoselectivity, consistently achieving an enantiomeric excess (ee) value greater than 98%, which is critical for the synthesis of active pharmaceutical ingredients like (S)-Fluoxetine.
Q: Can the biocatalyst be reused to lower production costs?
A: Yes, the immobilization technique allows the biocatalyst to be easily separated via filtration and reused multiple times. The patent data indicates the catalyst retains significant activity over multiple cycles, drastically reducing the cost per batch compared to single-use free cell systems.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable (S)-(-)-3-Chloro-1-phenylpropanol Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of securing a stable supply of high-quality chiral intermediates for the global pharmaceutical market. Our technical team has extensively analyzed the pathway described in CN101205548B and possesses the expertise to implement this immobilized cell technology at a commercial scale. We boast extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that our clients receive consistent quality regardless of order volume. Our state-of-the-art facilities are equipped with rigorous QC labs capable of verifying stringent purity specifications, including enantiomeric excess values exceeding 98%, guaranteeing that every batch meets the exacting standards required for API synthesis.
We invite you to collaborate with us to leverage this advanced biocatalytic route for your next project. By partnering with our technical procurement team, you can request a Customized Cost-Saving Analysis tailored to your specific volume requirements. We encourage you to contact us directly to obtain specific COA data and comprehensive route feasibility assessments, allowing you to make informed decisions that optimize both your production costs and supply chain resilience. Let us help you transform this innovative patent technology into a competitive advantage for your organization.