Advanced Synthesis of Lipid-Soluble Isoguanosine Intermediates for Commercial Antisense Oligonucleotide Production
Advanced Synthesis of Lipid-Soluble Isoguanosine Intermediates for Commercial Antisense Oligonucleotide Production
The rapid evolution of genomic medicine has placed antisense oligonucleotide therapeutics at the forefront of pharmaceutical innovation, yet the clinical translation of these molecules is frequently hindered by poor cellular permeability and metabolic instability. Addressing these critical bottlenecks, the technical disclosure in patent CN110759957B introduces a groundbreaking methodology for synthesizing isoguanosine intermediates modified with linear alkane chains. This novel approach not only imparts superior lipid solubility to the final nucleoside analogues but also establishes a robust, scalable synthetic route that minimizes isomeric impurities. By strategically functionalizing the 2'-hydroxyl position of the ribose sugar with long-chain alkyl groups, the resulting compounds demonstrate enhanced resistance to enzymatic degradation and significantly improved bioavailability. For pharmaceutical manufacturers and CDMOs, this represents a pivotal shift towards more efficient production of high-value antisense drug candidates, bridging the gap between laboratory synthesis and commercial viability.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
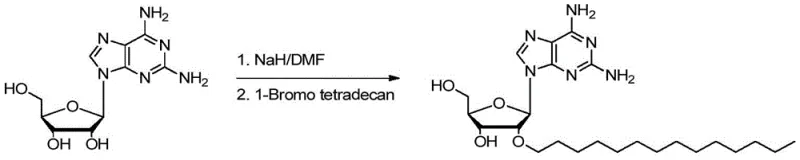
Historically, the synthesis of 2'-O-alkylated nucleoside intermediates has relied heavily on the use of strong, non-nucleophilic bases such as sodium hydride (NaH) to deprotonate the hydroxyl groups prior to alkylation. As illustrated in comparative data within the patent, this conventional strategy suffers from severe drawbacks, primarily due to the aggressive nature of the base which promotes non-selective substitution at multiple sites, including the 3' and 5' positions. This lack of regioselectivity leads to a complex mixture of isomers that are notoriously difficult to separate, drastically reducing the overall yield of the desired 2'-O-alkyl product. For instance, comparative examples utilizing NaH at low temperatures resulted in yields as low as 22.45%, accompanied by significant purification challenges that increase both processing time and solvent waste. Furthermore, the handling of sodium hydride poses substantial safety risks in large-scale manufacturing environments due to its pyrophoric nature, necessitating specialized equipment and rigorous safety protocols that inflate operational costs.
The Novel Approach
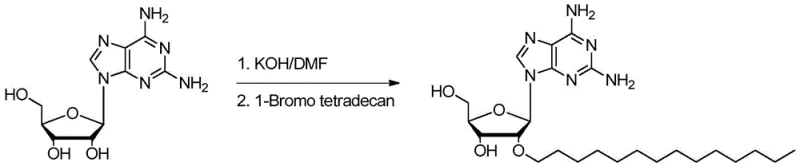
In stark contrast, the methodology disclosed in CN110759957B employs potassium hydroxide (KOH) as a milder, yet highly effective base catalyst within a polar aprotic solvent system such as DMF. This strategic substitution fundamentally alters the reaction landscape, enabling highly regioselective alkylation specifically at the 2'-hydroxyl position while leaving other reactive sites intact. The process operates under relatively mild thermal conditions, typically between 40°C and 100°C, with an optimal range around 60°C, which further suppresses side reactions and thermal degradation of the sensitive purine base. Experimental data confirms that this optimized protocol can achieve yields exceeding 77% with purity levels reaching 98.94%, a dramatic improvement over traditional methods. The use of commercially available haloalkanes, such as 1-bromotetradecane, coupled with the benign nature of KOH, streamlines the supply chain and eliminates the need for hazardous reagent handling, thereby facilitating a safer and more cost-effective manufacturing process suitable for multi-kilogram production scales.
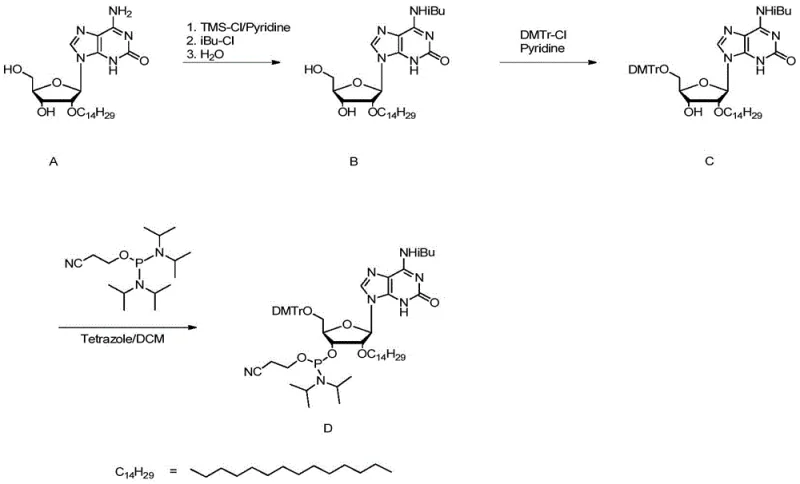
Mechanistic Insights into Regioselective Alkylation and Diazotization
The core chemical innovation lies in the precise control of nucleophilicity and steric hindrance during the activation phase. When 2,6-diaminopurine nucleoside is treated with KOH in DMF, the formation of the potassium alkoxide intermediate is kinetically favored at the 2'-position due to the specific conformational constraints of the ribose ring and the coordination environment provided by the potassium cation. This selective activation ensures that upon the subsequent addition of the haloalkane electrophile, the substitution occurs almost exclusively at the 2'-oxygen, effectively preventing the formation of 3'-O- or 5'-O-alkylated byproducts that plague other synthetic routes. Following the isolation of the 2'-O-alkyl-2,6-diaminopurine intermediate, the process proceeds to a critical transformation: the conversion of the 6-amino group into a carbonyl functionality to generate the isoguanosine core. This is achieved through a diazotization-hydrolysis sequence using sodium nitrite (NaNO2) in an acidic medium, typically acetic acid. The reaction is conducted at low temperatures, optimally around 5°C, to stabilize the diazonium species before hydrolysis, ensuring high selectivity and preventing depurination or glycosidic bond cleavage.

Furthermore, the introduction of the linear alkane chain serves a dual purpose beyond mere solubility enhancement; it acts as a steric shield against nucleases. In biological systems, unmodified nucleosides are rapidly degraded by enzymes such as adenosine deaminase. The bulky lipophilic tail at the 2'-position physically obstructs the active site of these degradative enzymes, thereby conferring remarkable metabolic stability to the final antisense compound. This mechanistic advantage translates directly to therapeutic efficacy, as the modified oligonucleotides maintain their structural integrity for longer durations within the cellular environment, allowing for sustained gene silencing activity. The patent data explicitly demonstrates that compounds synthesized via this route exhibit no solid precipitation or new peaks when exposed to adenosine deaminase, confirming their resistance to enzymatic breakdown compared to unmodified or short-chain analogues.
How to Synthesize 2'-O-Tetradecyl Isoguanosine Efficiently
The practical implementation of this synthesis involves a streamlined workflow designed for reproducibility and scale-up potential. The process begins with the dissolution of the starting nucleoside in a polar solvent, followed by the controlled addition of the base to generate the reactive species. Subsequent alkylation is driven to completion by maintaining precise temperature control and reaction times, after which the crude product is isolated via crystallization, a purification method that is inherently scalable and solvent-efficient. The final conversion to the isoguanosine derivative requires careful pH management and temperature control during the diazotization step to maximize yield. For detailed operational parameters, stoichiometry, and workup procedures, please refer to the standardized synthesis guide below.
- Activate 2,6-diaminopurine nucleoside using KOH in DMF at 60°C under argon protection to form a reactive intermediate.
- React the activated intermediate with 1-bromotetradecane (or other haloalkanes) at 60°C for 5-12 hours to achieve 2'-O-alkylation.
- Convert the amino group to a carbonyl group via diazotization using NaNO2 and acetic acid at 5°C, followed by crystallization.
Commercial Advantages for Procurement and Supply Chain Teams
From a procurement and supply chain perspective, the adoption of this KOH-mediated synthetic route offers profound advantages in terms of cost structure and operational reliability. The elimination of hazardous reagents like sodium hydride removes the need for specialized storage facilities and expensive safety mitigation measures, directly lowering the overhead costs associated with raw material handling and waste disposal. Moreover, the significant increase in reaction yield and product purity reduces the burden on downstream purification processes, such as chromatography, which are often the most resource-intensive steps in fine chemical manufacturing. By minimizing the generation of isomeric impurities, the process ensures a higher throughput of saleable material per batch, optimizing asset utilization and reducing the cost of goods sold (COGS) for the final active pharmaceutical ingredient.
- Cost Reduction in Manufacturing: The transition to a KOH-based catalytic system utilizes inexpensive, commodity-grade chemicals that are readily available in the global market, insulating the supply chain from volatility associated with specialty reagents. The high selectivity of the reaction means that less solvent and energy are consumed per kilogram of product, as extensive recrystallization or column chromatography steps are minimized. This efficiency gain allows for substantial cost savings in the production of high-purity isoguanosine intermediates, making the final antisense therapies more economically viable for healthcare systems.
- Enhanced Supply Chain Reliability: The reliance on stable, non-pyrophoric reagents simplifies logistics and transportation, reducing the risk of shipment delays or regulatory hurdles associated with dangerous goods. The robustness of the reaction conditions, which tolerate slight variations in temperature and mixing without compromising quality, ensures consistent batch-to-batch performance. This reliability is critical for maintaining continuous production schedules and meeting the stringent delivery timelines required by pharmaceutical clients developing time-sensitive genomic medicines.
- Scalability and Environmental Compliance: The process is inherently designed for scale-up, utilizing common organic solvents like DMF and ethanol that can be easily recovered and recycled in industrial settings. The reduction in hazardous waste generation aligns with increasingly strict environmental regulations, facilitating smoother regulatory approvals and enhancing the sustainability profile of the manufacturing operation. This green chemistry approach not only mitigates environmental impact but also future-proofs the supply chain against evolving compliance standards in the pharmaceutical industry.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the synthesis and application of these novel isoguanosine derivatives. The answers are derived directly from the experimental data and technical specifications outlined in the patent documentation, providing clarity on the performance benefits and process capabilities. Understanding these details is essential for stakeholders evaluating the feasibility of integrating this technology into their existing development pipelines.
Q: How does the new KOH-based method improve yield compared to traditional NaH methods?
A: The patented KOH-catalyzed method significantly reduces isomer formation, achieving yields up to 77% compared to roughly 22% with traditional sodium hydride methods, while simplifying purification.
Q: Why is lipid solubility critical for isoguanosine antisense compounds?
A: Enhanced lipid solubility allows the compound to penetrate cell membranes more effectively, drastically improving cellular uptake rates and overall bioavailability of the antisense therapeutic.
Q: What is the role of the linear alkane chain in these intermediates?
A: The linear alkane chain (C8-C16) provides steric bulk and lipophilicity that protects the nucleoside from enzymatic degradation, extending its half-life in biological systems.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Isoguanosine Intermediate Supplier
As the demand for advanced antisense therapeutics continues to surge, the ability to produce high-quality, lipid-soluble nucleoside intermediates at scale becomes a decisive competitive advantage. NINGBO INNO PHARMCHEM stands ready to support your development goals with our extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production. Our state-of-the-art facilities are equipped to handle the specific solvent systems and thermal requirements of this KOH-catalyzed process, ensuring that every batch meets stringent purity specifications and rigorous QC labs standards. We understand the critical nature of supply continuity in drug development and are committed to delivering reliable quantities of these key building blocks to keep your projects on track.
We invite you to engage with our technical procurement team to discuss how this innovative synthetic route can be tailored to your specific project needs. By requesting a Customized Cost-Saving Analysis, you can gain deeper insights into the potential economic benefits of switching to this high-yield methodology. We encourage you to contact us today to obtain specific COA data and route feasibility assessments, ensuring that your transition to next-generation antisense compounds is seamless, efficient, and commercially successful.