Advanced Continuous Flow Synthesis of p-Acetamidobenzenesulfonyl Chloride for Global Pharma Supply Chains
Advanced Continuous Flow Synthesis of p-Acetamidobenzenesulfonyl Chloride for Global Pharma Supply Chains
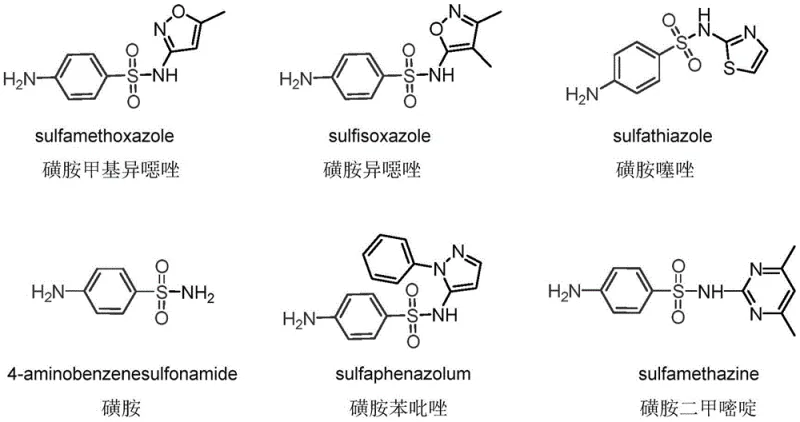
The pharmaceutical and fine chemical industries are currently witnessing a paradigm shift towards continuous manufacturing technologies, driven by the urgent need for safer, more efficient, and environmentally sustainable production methods. A prime example of this technological evolution is detailed in patent CN111039829B, which discloses a novel method for producing p-acetamidobenzenesulfonyl chloride using a two-temperature zone two-stage continuous flow reaction system. This specific intermediate is of paramount importance in the global supply chain, serving as the critical precursor for a vast array of sulfonamide antibiotics and other therapeutic agents. As depicted in the structural overview below, compounds such as sulfamethoxazole and sulfathiazole rely heavily on the availability of high-purity sulfonyl chloride intermediates, making the optimization of their synthesis a strategic priority for procurement and R&D leaders alike.
The innovation presented in this patent addresses long-standing challenges associated with the chlorosulfonation of aryl compounds, specifically the reaction between acetanilide and chlorosulfonic acid. Traditional batch processes have historically struggled with the intense exothermic nature of this reaction, often leading to safety hazards, inconsistent product quality, and significant environmental burdens due to the generation of waste acid. By leveraging the superior heat and mass transfer capabilities of silicon carbide microchannel reactors, this new methodology achieves intrinsic safety and precise control over reaction parameters. For supply chain directors and technical procurement managers, this represents a tangible opportunity to secure a more reliable source of high-purity pharmaceutical intermediates while simultaneously mitigating the operational risks associated with hazardous chemical manufacturing.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the industrial production of p-acetamidobenzenesulfonyl chloride has been dominated by batch processing techniques that utilize acetanilide and a substantial excess of chlorosulfonic acid. While chemically straightforward, this approach is fraught with significant engineering and economic drawbacks that hinder modern manufacturing efficiency. The primary issue lies in the poor solubility of solid acetanilide in chlorosulfonic acid, which creates a viscous, heterogeneous mixture that is notoriously difficult to stir and control. In a large-scale tank reactor, the inability to rapidly dissipate the immense heat generated during the reaction often results in localized hot spots, leading to the formation of undesirable byproducts such as ortho-sulfonated isomers and tarry decomposition products, commonly referred to as brown oil. Furthermore, to drive the reaction to completion and overcome mixing limitations, manufacturers are forced to use a large excess of chlorosulfonic acid, which not only escalates raw material costs but also generates massive quantities of hazardous waste acid that require expensive neutralization and disposal procedures. The safety risks are equally concerning, as the accumulation of reactive mass in a batch vessel poses a constant threat of thermal runaway, potentially leading to catastrophic equipment failure or the release of toxic hydrochloric gas.
The Novel Approach
In stark contrast to these legacy methods, the continuous flow technology described in patent CN111039829B offers a revolutionary solution by decoupling the reaction into two distinct temperature-controlled stages within a microchannel environment. This approach utilizes the exceptional surface-to-volume ratio of microreactors to achieve heat transfer rates that are hundreds of times more efficient than conventional stirred tanks. The process begins by dissolving acetanilide in an inert halogen-containing solvent, such as 1,2-dichloroethane or dichloromethane, which ensures a homogeneous feed stream and eliminates the mixing issues inherent to solid-liquid batch reactions. The reaction is then initiated in a first temperature zone maintained at a lower range of 10 to 40 degrees Celsius, optimized specifically to favor the formation of the para-sulfonated intermediate while suppressing ortho-substitution. The effluent from this first stage is immediately transferred to a second reactor zone operating at a higher temperature of 60 to 100 degrees Celsius, where the conversion to the final sulfonyl chloride is completed. This spatial and temporal separation of reaction conditions allows for unprecedented selectivity and yield, effectively eliminating the formation of brown oil and ensuring a consistent, high-purity product stream that is ready for downstream processing with minimal purification requirements.
Mechanistic Insights into Two-Stage Chlorosulfonation
The success of this continuous flow methodology relies on a sophisticated understanding of the reaction kinetics and thermodynamics governing the chlorosulfonation of acetanilide. The reaction proceeds through a sequential mechanism where the initial step involves the electrophilic aromatic substitution of the acetanilide ring by the sulfonic acid group. In the first microchannel zone, the lower temperature regime is critical because it kinetically favors the para-position due to the steric hindrance of the acetamido group, while thermodynamically preventing the over-reaction or decomposition of the sensitive sulfonic acid intermediate. The microchannel geometry ensures that every molecule of reactant experiences the exact same residence time and temperature profile, eradicating the batch-to-batch variability that plagues traditional manufacturing. As the reaction mixture flows into the second zone, the temperature is elevated to provide the activation energy required for the subsequent chlorination step, where the sulfonic acid group is converted into the sulfonyl chloride functionality. This second stage requires careful thermal management; if the temperature is too low, the conversion remains incomplete, leaving residual sulfonic acid that complicates purification. Conversely, if the temperature is too high, the sulfonyl chloride bond may hydrolyze or decompose. The continuous flow system allows operators to pinpoint the optimal window of 60 to 100 degrees Celsius with extreme precision, maintaining the reaction exactly at the peak of efficiency.
Furthermore, the mechanism of impurity control in this system is fundamentally superior to batch processing due to the suppression of secondary reactions. In a batch reactor, as the concentration of the desired product builds up over time, it remains exposed to the harsh acidic environment and elevated temperatures for the duration of the entire batch cycle, increasing the probability of degradation or further unwanted substitution. In the continuous flow setup, the residence time is strictly limited to between 45 and 120 seconds per stage. This means that once the p-acetamidobenzenesulfonyl chloride is formed, it is almost immediately quenched or moved to the next processing step, minimizing its exposure to degrading conditions. Additionally, the use of a back-pressure valve regulating the system at 1 to 5 atmospheres prevents the volatilization of solvents and reagents at the higher temperatures of the second zone, maintaining a single-phase liquid system that maximizes contact between reactants. This precise control over the reaction environment ensures that the impurity profile is dominated by the desired para-isomer, with ortho-isomers and poly-sulfonated byproducts reduced to trace levels, thereby simplifying the crystallization and washing steps required to meet stringent pharmaceutical specifications.
How to Synthesize p-Acetamidobenzenesulfonyl Chloride Efficiently
To implement this advanced synthesis route effectively, manufacturers must adhere to a strict protocol that leverages the capabilities of the microchannel reactor system. The process begins with the preparation of two distinct feed streams: a solution of acetanilide dissolved in an inert solvent like 1,2-dichloroethane at a concentration of roughly 1:6 weight-to-volume, and a diluted stream of chlorosulfonic acid. These streams are metered into the reactor system using high-precision pumps to maintain a molar ratio of acetanilide to chlorosulfonic acid between 1:1.1 and 1:1.5 in the first stage, with additional acid introduced in the second stage to drive the final conversion. The detailed standardized synthesis steps, including specific flow rates, pump calibrations, and quenching procedures, are outlined in the guide below.
- Dissolve acetanilide in an inert halogen-containing solvent such as 1,2-dichloroethane to form a homogeneous solution with a weight-to-volume ratio of approximately 1: 6.
- Pump the acetanilide solution and a diluted chlorosulfonic acid solution into the first microchannel reactor zone maintained at 10-40°C to facilitate selective para-sulfonation.
- Direct the effluent into a second reactor zone heated to 60-100°C with additional chlorosulfonic acid to complete the conversion to the sulfonyl chloride, followed by quenching in ice water.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain executives, the adoption of this continuous flow technology translates into profound strategic advantages that extend far beyond simple yield improvements. The transition from batch to continuous manufacturing fundamentally alters the cost structure and risk profile of producing p-acetamidobenzenesulfonyl chloride. By enabling the use of near-stoichiometric amounts of chlorosulfonic acid rather than the massive excesses required in batch tanks, the process drastically reduces the consumption of raw materials. This reduction in reagent usage directly correlates to a significant decrease in the volume of waste acid generated, which in turn lowers the operational expenditures associated with wastewater treatment and environmental compliance. In an era where regulatory scrutiny on chemical discharge is intensifying globally, the ability to minimize the environmental footprint of production is a critical competitive differentiator that can prevent costly shutdowns and fines.
- Cost Reduction in Manufacturing: The elimination of excessive chlorosulfonic acid usage serves as a primary driver for cost optimization in this manufacturing process. In traditional batch methods, the need to overcome poor mixing and heat transfer often forces the use of reagent ratios that are far higher than theoretically necessary, leading to inflated material costs and expensive waste disposal fees. By utilizing the high-efficiency mixing of microchannels, this new method allows for a much tighter control over stoichiometry, meaning less money is spent on purchasing unnecessary acids and less capital is tied up in waste neutralization infrastructure. Furthermore, the continuous nature of the process reduces the labor intensity associated with charging, monitoring, and discharging batch reactors, allowing for a more streamlined operation with lower overhead costs per kilogram of product produced.
- Enhanced Supply Chain Reliability: Supply chain continuity is often threatened by the inconsistency of batch processes, where a single failed run due to temperature excursions or mixing errors can result in the loss of tons of material and weeks of production time. The continuous flow system mitigates this risk by establishing a steady-state operation where the reaction conditions are constantly monitored and adjusted in real-time. This inherent stability ensures that every liter of output meets the same rigorous quality standards, eliminating the variability that often leads to supply shortages or the need for extensive rework. For buyers of pharmaceutical intermediates, this reliability means more predictable lead times and a reduced need for safety stock, allowing for leaner inventory management and improved cash flow.
- Scalability and Environmental Compliance: Scaling up exothermic reactions like chlorosulfonation is traditionally a hazardous endeavor that requires complex engineering solutions to manage heat removal in larger vessels. The microchannel approach bypasses this scaling challenge entirely through number-up strategies, where capacity is increased by adding more reactor modules in parallel rather than building larger, harder-to-control tanks. This modularity allows for rapid capacity expansion to meet market demand without the long lead times associated with constructing new batch facilities. Additionally, the closed nature of the continuous flow system significantly reduces the emission of volatile organic compounds and corrosive gases like hydrogen chloride, creating a safer working environment for personnel and ensuring easier compliance with increasingly strict occupational health and safety regulations.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this continuous flow technology for sulfonamide intermediate production. These answers are derived directly from the experimental data and technical disclosures found in the patent literature, providing a factual basis for evaluating the feasibility of this route for your specific supply chain needs. Understanding these nuances is essential for making informed decisions about adopting next-generation manufacturing technologies.
Q: How does the continuous flow method improve safety compared to batch chlorosulfonation?
A: The microchannel reactor drastically reduces the reactive volume at any given moment, eliminating the risk of thermal runaway associated with the highly exothermic reaction of acetanilide and chlorosulfonic acid in large batch tanks.
Q: What is the impact of the two-temperature zone strategy on product purity?
A: By separating the sulfonation (lower temperature) and chlorination (higher temperature) stages, the process minimizes the formation of ortho-sulfonated byproducts and prevents the decomposition of the active sulfonyl chloride group.
Q: Does this process reduce environmental waste compared to traditional methods?
A: Yes, the precise stoichiometric control enabled by continuous flow allows for the use of near-equivalent amounts of chlorosulfonic acid, significantly reducing the volume of waste acid generated compared to the large excesses required in batch processing.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable p-Acetamidobenzenesulfonyl Chloride Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition to advanced continuous flow manufacturing represents the future of fine chemical production, particularly for high-value intermediates like p-acetamidobenzenesulfonyl chloride. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of laboratory-scale flow chemistry are successfully translated into robust industrial reality. We understand that maintaining stringent purity specifications is non-negotiable in the pharmaceutical sector, which is why our rigorous QC labs are equipped to verify the absence of ortho-isomers and other critical impurities in every batch we produce. By partnering with us, you gain access to a supply chain that is not only compliant with the latest safety and environmental standards but is also optimized for cost-efficiency and reliability.
We invite you to engage with our technical procurement team to discuss how this innovative synthesis route can be tailored to your specific volume requirements and quality targets. Whether you are looking to optimize an existing supply line or develop a new source for sulfonamide precursors, we are prepared to provide a Customized Cost-Saving Analysis that quantifies the potential economic benefits of switching to this continuous flow methodology. Please contact us today to request specific COA data and route feasibility assessments, and let us demonstrate how our technical expertise can drive value for your organization.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →