Advanced Purification Technology for Leuprorelin Acetate: Scaling High-Purity GnRH Analogs
Advanced Purification Technology for Leuprorelin Acetate: Scaling High-Purity GnRH Analogs
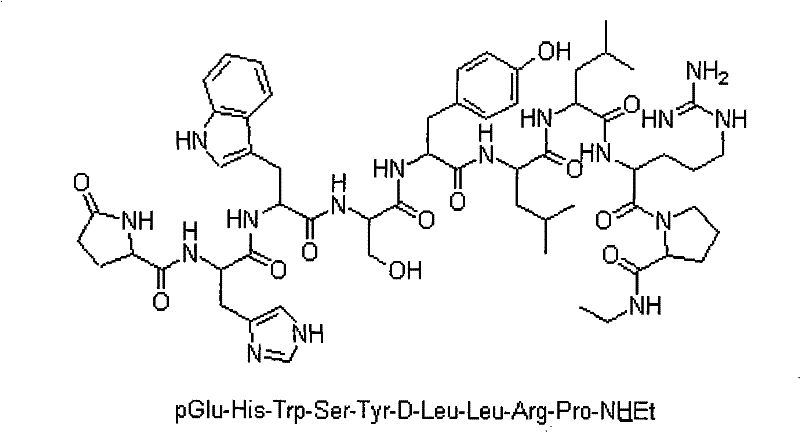
The pharmaceutical industry continuously demands robust, scalable, and highly efficient purification strategies for complex peptide therapeutics, particularly for potent GnRH analogs like Leuprorelin. Patent CN101597325B introduces a significant technological advancement in this domain, detailing a specialized method for the large-scale purification of Leuprorelin that addresses critical bottlenecks in yield and purity. This innovation leverages Reversed-Phase High-Performance Liquid Chromatography (RP-HPLC) coupled with a strategic anion exchange step to convert the peptide into its pharmacologically active acetate salt form. For R&D directors and supply chain executives, understanding this methodology is crucial, as it offers a viable pathway to produce high-purity Active Pharmaceutical Ingredients (APIs) that meet stringent regulatory standards such as the European Pharmacopoeia. The process effectively manages the complex impurity profile inherent in solid-phase peptide synthesis, ensuring that the final product possesses the requisite biological activity and safety profile for clinical applications in treating prostate cancer and endometriosis.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the purification of therapeutic peptides like Leuprorelin has been fraught with challenges that hinder commercial viability and cost-effectiveness. Traditional methods often rely on simple precipitation or less selective chromatographic techniques that fail to adequately separate the target peptide from closely related deletion sequences and truncated byproducts generated during synthesis. These conventional approaches frequently result in suboptimal purity levels, necessitating multiple recrystallization steps that drastically reduce overall yield and increase solvent consumption. Furthermore, managing the counter-ion status of the peptide is often an afterthought in older protocols, leading to final products that may contain undesirable phosphate residues instead of the required acetate form, which can impact stability and bioavailability. The lack of a unified, scalable process means that manufacturers often struggle to transition from gram-scale laboratory synthesis to kilogram-scale commercial production without encountering significant variability in product quality.
The Novel Approach
The methodology outlined in CN101597325B represents a paradigm shift by integrating high-resolution RP-HPLC with a dedicated salt conversion workflow. This novel approach utilizes a specific mobile phase system comprising a phosphate buffer adjusted to a pH of 2.0 to 3.0 as Phase A, and a mixture of chromatographically pure acetonitrile and methanol in a 4:1 volume ratio as Phase B. This precise solvent system optimizes the resolution of the Leuprorelin peak from impurities during gradient elution. Crucially, the process does not stop at purification; it seamlessly incorporates an anion exchange step using resins like Amberlite IRA-93 to transform the purified phosphate salt into the therapeutically preferred acetate salt. This dual-stage strategy ensures that the final product not only achieves purity levels exceeding 98.5% but also possesses the correct physicochemical properties required for formulation into sustained-release depot injections, thereby solving the long-standing issue of low yield and poor scalability in peptide manufacturing.
Mechanistic Insights into RP-HPLC Separation and Ion Exchange
The core of this purification technology lies in the sophisticated interplay between hydrophobic interactions and ion-exchange mechanisms. In the RP-HPLC stage, the stationary phase, typically octadecylsilane (C18) or octylsilane (C8) bonded silica, interacts with the hydrophobic regions of the Leuprorelin peptide. As the gradient of organic modifier (acetonitrile/methanol) increases, the peptide desorbs from the column based on its specific hydrophobicity, which is distinct from that of impurities. The inclusion of methanol alongside acetonitrile is a critical mechanistic detail; it modifies the selectivity of the mobile phase, allowing for sharper peak resolution and better separation of structurally similar peptide variants that might co-elute in a standard acetonitrile/water system. The acidic pH of the mobile phase ensures that the peptide remains protonated and soluble, preventing aggregation on the column which could otherwise lead to band broadening and loss of resolution.
Following chromatographic isolation, the mechanism shifts to ion exchange to address the counter-ion requirement. The purified peptide elutes as a phosphate salt due to the buffering agent used in the mobile phase. However, for clinical efficacy and stability, the acetate form is mandated. The process employs strong base anion exchange resins which have a higher affinity for phosphate ions than for acetate ions when conditioned correctly. As the peptide solution passes through the resin bed, phosphate ions are captured by the functional groups on the resin matrix, while acetate ions are released into the solution to maintain charge neutrality with the cationic peptide. This stoichiometric exchange is highly efficient and avoids the need for additional diafiltration steps, streamlining the downstream processing and minimizing the risk of introducing new contaminants during the salt conversion phase.
How to Synthesize Leuprorelin Efficiently
Implementing this purification protocol requires precise adherence to the operational parameters defined in the patent to ensure reproducibility and compliance. The process begins with the dissolution of the crude peptide in a specific solvent mixture of ultrapure water, acetonitrile, and acetic acid, followed by filtration to protect the chromatographic column. The detailed standardized synthesis and purification steps involve careful control of flow rates, gradient slopes, and column dimensions to maximize throughput while maintaining resolution. For a comprehensive guide on the exact operational settings and equipment configurations required for successful implementation, please refer to the technical guide below.
- Dissolve crude peptide in a mixture of ultrapure water, acetonitrile, and acetic acid, then filter to remove particulates before loading onto the column.
- Perform gradient elution on a C18 or C8 reversed-phase silica column using a phosphate buffer (pH 2.0-3.0) and an acetonitrile/methanol mobile phase.
- Convert the purified phosphate salt to the acetate form using an anion exchange resin like Amberlite IRA-93, followed by lyophilization.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this purification technology translates into tangible strategic benefits that extend beyond mere technical specifications. The robustness of the RP-HPLC method significantly reduces the risk of batch failures, which is a major cost driver in peptide manufacturing. By achieving high purity in a single chromatographic pass followed by a straightforward salt conversion, the process minimizes the need for reprocessing, thereby optimizing the utilization of expensive raw materials and solvents. This efficiency directly contributes to cost reduction in API manufacturing, as it lowers the overall cost of goods sold (COGS) by improving the mass balance of the production line. Furthermore, the use of standard chromatographic resins and common solvents ensures that the supply chain for consumables remains stable and resilient against market fluctuations.
- Cost Reduction in Manufacturing: The elimination of complex, multi-step recrystallization procedures and the high recovery yield associated with this method lead to substantial cost savings. By maximizing the amount of usable product obtained from each batch of crude peptide, manufacturers can significantly lower the unit cost of the final API. Additionally, the streamlined workflow reduces labor hours and energy consumption associated with extended processing times, further enhancing the economic viability of large-scale production runs without compromising on quality standards.
- Enhanced Supply Chain Reliability: The scalability of this process ensures a consistent and reliable supply of high-purity Leuprorelin. Unlike methods that are sensitive to minor variations in scale, this chromatographic approach can be linearly scaled from pilot to commercial production by adjusting column dimensions and flow rates proportionally. This predictability allows supply chain planners to forecast production timelines with greater accuracy, reducing lead times for high-purity pharmaceutical intermediates and ensuring that downstream formulation teams receive materials on schedule to meet market demand.
- Scalability and Environmental Compliance: The process is designed with environmental sustainability in mind, utilizing solvent systems that are amenable to recovery and recycling. The high efficiency of the separation means less solvent waste per kilogram of product, aligning with green chemistry principles. Moreover, the ability to handle large loading capacities on preparative columns demonstrates that the technology is ready for commercial scale-up of complex peptides, supporting the growing global demand for GnRH analogs without generating excessive hazardous waste streams.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the purification of Leuprorelin, derived directly from the insights provided in patent CN101597325B. These answers are intended to clarify the operational feasibility and quality outcomes of the described method for stakeholders evaluating this technology for potential integration into their manufacturing portfolios.
Q: What is the primary advantage of the RP-HPLC method described in CN101597325B?
A: The primary advantage is the ability to achieve purity greater than 98.5% meeting European Pharmacopoeia standards while maintaining a high recovery yield suitable for industrial scaling, overcoming the limitations of traditional precipitation methods.
Q: How is the critical salt conversion from phosphate to acetate managed?
A: The process utilizes specific anion exchange resins, such as Amberlite IRA-93 or Wofatit AD-41, to efficiently replace phosphate ions with acetate ions, ensuring the final API form is stable and biologically compatible.
Q: Is this purification method scalable for commercial production?
A: Yes, the patent explicitly outlines parameters for large-scale columns (up to 30cm diameter) and high flow rates, demonstrating a clear pathway from laboratory benchtop to multi-kilogram commercial manufacturing.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Leuprorelin Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of advanced purification technologies in delivering high-quality therapeutic peptides to the global market. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that complex molecules like Leuprorelin are manufactured with the highest degree of precision. We operate stringent purity specifications and utilize rigorous QC labs to verify that every batch meets or exceeds international pharmacopoeial standards, providing our partners with the confidence they need to advance their drug development pipelines.
We invite you to collaborate with us to leverage these cutting-edge purification capabilities for your next project. Contact our technical procurement team today to request a Customized Cost-Saving Analysis tailored to your specific volume requirements. We are prepared to provide specific COA data and route feasibility assessments to demonstrate how our optimized processes can enhance your supply chain efficiency and product quality.