Advanced Continuous Flow Synthesis of Rosuvastatin Calcium Intermediate D7
Advanced Continuous Flow Synthesis of Rosuvastatin Calcium Intermediate D7
The pharmaceutical industry constantly seeks robust manufacturing processes that balance high purity with operational safety, particularly for critical statin intermediates. Patent CN111471034A introduces a groundbreaking method for preparing the rosuvastatin side chain by utilizing oxidation within a continuous flow microchannel reactor. This technology represents a significant paradigm shift from traditional batch processing, addressing long-standing challenges such as exothermic control and impurity management. By leveraging the precise mixing capabilities of micro-reactors, this process converts compound D6 directly into the high-value aldehyde D7 with exceptional efficiency. The technical breakthrough lies in the ability to maintain strict reaction parameters, ensuring that the oxidation proceeds selectively without degrading the sensitive acetonide protecting groups. For global supply chains, this innovation offers a pathway to more reliable sourcing of high-purity pharmaceutical intermediates.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of (4R-cis)-6-formyl-2,2-dimethyl-1,3-dioxane-4-tert-butyl acetate (D7) has been plagued by inefficient and hazardous batch protocols. Traditional literature methods often rely on Swern oxidation, which necessitates cryogenic conditions below -65°C, creating immense energy burdens and safety risks associated with handling oxalyl chloride and dimethyl sulfoxide at extreme temperatures. Alternative approaches using trichloroisocyanuric acid or pyridine-sulfur trioxide complexes frequently suffer from cumbersome post-treatment procedures, requiring extensive washing and separation steps to remove toxic byproducts. Furthermore, catalytic systems involving ruthenium tetroxide introduce prohibitive costs due to the expensive metal catalysts and the complexity of removing trace heavy metals to meet pharmaceutical standards. These legacy methods often result in variable yields, typically ranging from 73% to 88%, and struggle with consistent quality control during scale-up due to poor heat dissipation in large batch vessels.
The Novel Approach
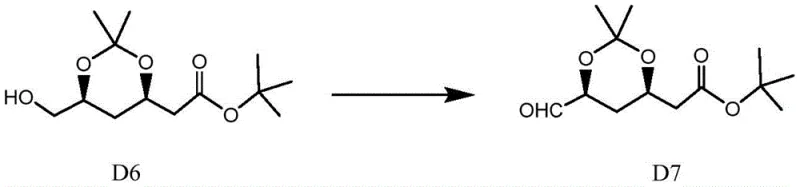
The novel approach detailed in the patent utilizes a continuous flow microchannel reactor to execute the oxidation of compound D6 using sodium hypochlorite as the primary oxidant. This methodology fundamentally alters the reaction landscape by enabling rapid heat exchange and instantaneous mixing of reagents, thereby eliminating the hot spots that lead to byproduct formation in batch reactors. The process operates under mild conditions, specifically between 0°C and 15°C, which drastically reduces energy consumption compared to cryogenic alternatives. By employing a TEMPO/KBr catalytic system within the flow regime, the reaction achieves completion within seconds, specifically maintaining a residence time of merely 8 to 90 seconds. This rapid throughput not only enhances safety by minimizing the inventory of reactive intermediates but also simplifies the downstream processing, as the reaction mixture can be directly quenched and separated without complex purification trains. The result is a streamlined manufacturing route that delivers product purity exceeding 99.8% with yields consistently above 92%.
Mechanistic Insights into TEMPO-Mediated Flow Oxidation
The core of this technological advancement relies on the efficient catalytic cycle of TEMPO (2,2,6,6-tetramethylpiperidine-1-oxyl) mediated by sodium hypochlorite in a biphasic flow system. In this mechanism, the nitroxyl radical catalyst facilitates the selective oxidation of the primary alcohol in compound D6 to the corresponding aldehyde D7. The microchannel environment ensures that the aqueous oxidant phase and the organic substrate phase are intimately mixed, maximizing the interfacial area for the catalytic turnover. The presence of potassium bromide acts as a co-catalyst, generating active brominating species in situ that accelerate the regeneration of the oxoammonium cation, which is the actual oxidizing agent. This synergistic effect allows for the use of stoichiometric amounts of inexpensive bleach rather than expensive stoichiometric oxidants. The precise control over pH, maintained between 8.0 and 9.0 via buffer systems, is critical to prevent the hydrolysis of the acid-sensitive acetonide moiety while ensuring the stability of the hypochlorite species.
Furthermore, the continuous flow architecture inherently suppresses the formation of over-oxidized carboxylic acid impurities, a common issue in batch oxidations where local concentration gradients exist. The laminar flow profile combined with specialized mixing structures, such as heart-shaped or water-drop-shaped channels, guarantees uniform exposure of the substrate to the oxidant. This uniformity is essential for maintaining the stereochemical integrity of the chiral centers present in the rosuvastatin side chain precursor. By avoiding prolonged exposure to oxidative conditions, the process minimizes degradation pathways that typically lower the overall yield in conventional stirred tank reactors. The mechanistic efficiency translates directly into a cleaner crude product profile, reducing the burden on subsequent crystallization or chromatography steps and ensuring that the final API intermediate meets stringent regulatory specifications for impurity levels.
How to Synthesize Rosuvastatin Side Chain Efficiently
Implementing this continuous flow protocol requires precise preparation of three distinct feed streams to ensure optimal reaction kinetics and safety. The process begins with the careful formulation of an aqueous sodium hypochlorite solution buffered to a specific alkaline pH, alongside an organic solution containing the substrate D6 and the TEMPO catalyst. A third stream containing potassium bromide is introduced to activate the catalytic cycle. These streams are converged within the microchannel reactor where the reaction occurs almost instantaneously under controlled thermal conditions. The detailed standardized synthesis steps, including specific flow rates, pump settings, and quenching procedures, are outlined in the technical guide below to assist process engineers in replicating this high-efficiency route.
- Prepare Material A by adjusting pH of diluted NaClO solution to 8.0-9.0 at below 10°C.
- Dissolve Compound D6 and TEMPO catalyst in dichloromethane to form Material B solution.
- Pump Materials A, B, and KBr solution (Material C) into a microchannel reactor at 0-15°C for 8-90 seconds residence time.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the transition to this microchannel oxidation technology offers profound strategic benefits beyond mere technical superiority. The elimination of cryogenic cooling requirements and expensive heavy metal catalysts fundamentally reshapes the cost structure of producing this critical statin intermediate. By replacing complex batch operations with a continuous process, manufacturers can achieve significant reductions in operational expenditure through lower energy usage and reduced solvent consumption. The simplicity of the workup procedure, which involves basic liquid-liquid separation rather than elaborate purification, further drives down processing costs and waste disposal fees. This economic efficiency allows suppliers to offer more competitive pricing models while maintaining healthy margins, providing a distinct advantage in cost reduction in pharmaceutical intermediates manufacturing.
- Cost Reduction in Manufacturing: The substitution of costly oxidants like oxalyl chloride or ruthenium salts with commodity-grade sodium hypochlorite results in substantial raw material savings. Additionally, the continuous nature of the process maximizes reactor utilization rates, effectively lowering the fixed cost per kilogram of product produced. The removal of energy-intensive low-temperature steps further contributes to a leaner manufacturing budget, allowing for better resource allocation across the production facility.
- Enhanced Supply Chain Reliability: Continuous flow systems are inherently more scalable than batch processes, mitigating the risks associated with production bottlenecks during peak demand periods. The robustness of the microchannel reactor design ensures consistent output quality regardless of production volume, securing a stable supply of high-purity pharmaceutical intermediates for downstream API synthesis. This reliability is crucial for maintaining uninterrupted production schedules for major pharmaceutical clients who depend on just-in-time delivery models.
- Scalability and Environmental Compliance: The compact footprint of microchannel reactors facilitates easier integration into existing facilities without requiring massive capital investment in new infrastructure. Moreover, the process generates significantly less hazardous waste compared to traditional methods, aligning with increasingly strict environmental regulations and sustainability goals. The ability to safely handle reactive intermediates in small volumes within the channels enhances overall plant safety, reducing insurance premiums and liability risks associated with chemical manufacturing.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this continuous flow oxidation technology. These insights are derived directly from the patent specifications and practical engineering considerations to help stakeholders evaluate the feasibility of adoption. Understanding these details is essential for making informed decisions about integrating this advanced synthetic route into your supply chain.
Q: What are the advantages of using a microchannel reactor for D7 synthesis?
A: The microchannel reactor allows for precise temperature control (0-15°C) and short residence times (8-90s), preventing over-oxidation and ensuring high purity (>99.8%) compared to traditional batch methods.
Q: How does this method compare to Swern oxidation?
A: Unlike Swern oxidation which requires cryogenic conditions below -65°C and complex workups, this flow method operates at mild temperatures with simple aqueous quenching, significantly improving safety and operational efficiency.
Q: Is this process suitable for large-scale industrial production?
A: Yes, the continuous flow nature facilitates linear scale-up without the heat transfer limitations of batch reactors, making it particularly suitable for industrial large-scale production with yields exceeding 92%.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Rosuvastatin Side Chain Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of adopting cutting-edge synthetic technologies to meet the evolving demands of the global pharmaceutical market. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that innovations like the microchannel oxidation of D6 to D7 can be seamlessly transferred from the laboratory to full-scale manufacturing. We are committed to delivering products that meet stringent purity specifications through our rigorous QC labs, guaranteeing that every batch of rosuvastatin intermediate performs flawlessly in your subsequent synthesis steps. Our dedication to technical excellence positions us as a strategic partner capable of navigating the complexities of modern API intermediate production.
We invite you to collaborate with us to leverage these advanced manufacturing capabilities for your specific project needs. Please contact our technical procurement team to request a Customized Cost-Saving Analysis tailored to your volume requirements. We are prepared to provide specific COA data and comprehensive route feasibility assessments to demonstrate how our optimized processes can enhance your supply chain efficiency and product quality. Let us help you secure a competitive edge through superior chemical manufacturing solutions.