Advanced Synthesis of Beta-Aminovinyl Ketones for High-Purity Herbicide Intermediates
Advanced Synthesis of Beta-Aminovinyl Ketones for High-Purity Herbicide Intermediates
The pharmaceutical and agrochemical industries are constantly seeking more efficient pathways to synthesize complex heterocyclic scaffolds, particularly those serving as critical precursors for broad-spectrum herbicides. Patent CN1043229C introduces a groundbreaking methodology for the preparation of novel beta-aminovinyl ketones, which serve as versatile intermediates in the synthesis of 4-benzoylisoxazole derivatives. These derivatives are well-known in the art for their potent herbicidal activity, making the efficient production of their precursors a matter of significant commercial interest. The disclosed technology offers a robust alternative to traditional multi-step syntheses by enabling the direct condensation of aromatic nitriles with methyl organic ketones. This approach not only simplifies the synthetic route but also enhances the overall atom economy and process safety, addressing key pain points for R&D directors and procurement managers alike who are focused on optimizing supply chains for agrochemical intermediates.
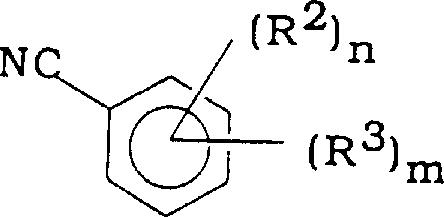
Furthermore, the versatility of this synthetic route allows for the introduction of diverse functional groups, such as alkylthio, haloalkyl, and halogen substituents, directly onto the aromatic ring. This structural flexibility is crucial for medicinal chemists and process engineers who need to fine-tune the physicochemical properties of the final active ingredient. By leveraging the specific reaction conditions outlined in the patent, manufacturers can achieve high conversion rates while maintaining strict control over impurity profiles. The ability to produce these intermediates with high purity and consistency is paramount for ensuring the efficacy and regulatory compliance of the final herbicidal products. As a reliable agrochemical intermediate supplier, understanding and implementing such advanced synthetic methodologies is essential for maintaining a competitive edge in the global market.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of beta-diketones, which are the immediate precursors to 4-benzoylisoxazoles, has relied on a cumbersome three-stage linkage that is both time-consuming and resource-intensive. The conventional pathway typically begins with the hydrolysis of an aromatic nitrile to obtain the corresponding carboxylic acid, a step that often requires harsh acidic or basic conditions and generates significant amounts of salt waste. Following hydrolysis, the carboxylic acid must be derivatized with an aliphatic alcohol, such as methanol, to form an ester, adding another unit operation and requiring the handling of volatile organic solvents. Finally, the ester undergoes a Claisen condensation reaction with a ketone in the presence of a strong base to yield the desired beta-diketone. This multi-step sequence not only increases the capital expenditure required for equipment but also compounds the potential for yield loss at each stage, resulting in lower overall efficiency and higher production costs for cost reduction in herbicide manufacturing.
The Novel Approach
In stark contrast to the traditional methodology, the novel approach described in the patent streamlines the synthesis by collapsing multiple steps into a single, efficient condensation reaction. By reacting an aromatic nitrile directly with a methyl organic ketone in the presence of a strong base, such as an alkali metal alkoxide, the process bypasses the need for intermediate isolation of carboxylic acids and esters. This direct transformation significantly reduces the number of unit operations, thereby minimizing solvent usage, energy consumption, and labor costs associated with the manufacturing process. Moreover, the reaction conditions are relatively mild, typically conducted at temperatures ranging from 30°C to 120°C in inert solvents like tetrahydrofuran or toluene, which enhances operational safety and reduces the risk of thermal runaway. The result is a more sustainable and economically viable process that aligns perfectly with the goals of modern green chemistry and industrial scalability.
Mechanistic Insights into Base-Catalyzed Nitrile Condensation
The core of this innovative synthesis lies in the base-catalyzed condensation mechanism, where a strong base, specifically an alkoxide derived from alkali metals and primary, secondary, or tertiary alcohols, plays a pivotal role. The base deprotonates the alpha-carbon of the methyl ketone to generate a reactive enolate species, which then acts as a nucleophile attacking the electrophilic carbon of the nitrile group. This nucleophilic addition forms an imine anion intermediate, which subsequently undergoes protonation and tautomerization to yield the stable beta-aminovinyl ketone structure. The choice of base is critical; alkoxides such as sodium tert-butoxide or potassium isopropoxide are preferred due to their strong basicity and solubility in organic media, ensuring rapid and complete conversion of the starting materials. The reaction is typically carried out under an inert atmosphere, such as nitrogen or argon, to prevent moisture ingress which could hydrolyze the sensitive intermediates or deactivate the base.
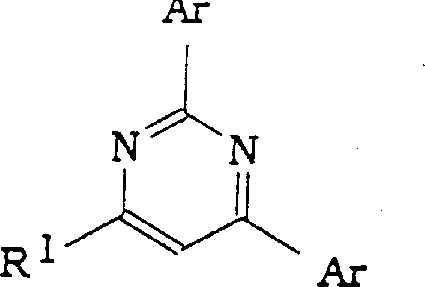
Despite the high efficiency of the main reaction, the formation of byproducts is an inherent challenge that must be managed to ensure product quality. The patent identifies pyrimidine derivatives and amides as potential side products that can arise from the cyclization of the intermediate species or further reaction of the aminovinyl ketone. For instance, the pyrimidine byproduct shown in the structural analysis can form when the reaction conditions favor intramolecular cyclization over the desired intermolecular condensation. However, the process is designed to minimize these side reactions through careful control of stoichiometry and reaction time. Typically, the molar ratio of the methyl ketone to the nitrile is maintained between 1:1 and 4:1, with a preference for a slight excess of ketone to drive the equilibrium towards the desired product. Additionally, the reaction time is optimized to be between 30 minutes and 5 hours, preventing prolonged exposure to basic conditions that might promote degradation or side reactions.
Impurity control is further enhanced by the workup procedure, which involves quenching the reaction with an aqueous acid solution to neutralize the base and dissolve inorganic salts. This step creates a biphasic system where the organic phase contains the crude beta-aminovinyl ketone along with minor amounts of byproducts. The patent notes that the residue obtained after solvent removal predominantly consists of the target compound, with pyrimidine and amide impurities typically not exceeding 14% and 35% respectively in the crude mixture. These levels are manageable and can be further reduced through recrystallization from suitable solvents like toluene or toluene/cyclohexane mixtures. This robust purification capability ensures that the final intermediate meets the stringent purity specifications required for downstream pharmaceutical or agrochemical applications, providing peace of mind to quality assurance teams.
How to Synthesize Beta-Aminovinyl Ketones Efficiently
To implement this synthesis effectively in a laboratory or pilot plant setting, operators must adhere to precise procedural guidelines regarding reagent addition, temperature control, and workup protocols. The process begins with the charging of the aromatic nitrile and the methyl ketone into a reactor equipped with a reflux condenser and stirring system, followed by the addition of the strong base under an inert atmosphere. The mixture is then heated to reflux, maintaining the temperature within the specified range to ensure optimal reaction kinetics without compromising thermal stability. Detailed standardized operating procedures for the synthesis steps, including specific molar ratios and quenching methods, are outlined below to guide technical teams in replicating the high yields reported in the patent examples.
- React aromatic nitrile with methyl organic ketone (1: 1 to 1:4 molar ratio) in an inert aprotic solvent like MTBE or toluene.
- Add a strong base such as sodium tert-butoxide (1 to 4 moles) under inert atmosphere and heat to reflux (30-120°C) for 30 minutes to 5 hours.
- Quench the reaction with aqueous acid, separate the organic phase, and isolate the beta-aminovinyl ketone via concentration or recrystallization.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this novel synthetic route offers substantial strategic benefits that extend beyond mere technical feasibility. The elimination of the hydrolysis and esterification steps translates directly into a simplified supply chain, as fewer raw materials need to be sourced, stored, and handled. This reduction in material complexity lowers the risk of supply disruptions and reduces the inventory carrying costs associated with holding multiple intermediates. Furthermore, the use of commercially available and inexpensive reagents, such as common aromatic nitriles and methyl ketones, ensures a stable and cost-effective supply of starting materials. The process's compatibility with standard industrial equipment means that existing manufacturing facilities can be adapted with minimal capital investment, accelerating the time-to-market for new herbicide products.
- Cost Reduction in Manufacturing: The streamlined nature of the process significantly lowers the cost of goods sold by reducing the number of processing steps and the associated utility consumption. By avoiding the isolation of the carboxylic acid and ester intermediates, the process eliminates the need for separate reactors, filtration units, and drying ovens for these stages, thereby reducing both fixed and variable operating costs. Additionally, the high atom economy of the direct condensation reaction minimizes waste generation, leading to lower disposal costs and a smaller environmental footprint. The ability to recycle solvents like toluene or MTBE further contributes to cost savings, making the overall process highly economical for large-scale production.
- Enhanced Supply Chain Reliability: The reliance on readily available commodity chemicals enhances the resilience of the supply chain against market volatility. Unlike specialized reagents that may have limited suppliers or long lead times, the aromatic nitriles and ketones used in this process are produced by multiple vendors globally, ensuring a continuous and reliable supply. The robustness of the reaction conditions also means that the process is less sensitive to minor variations in raw material quality, reducing the likelihood of batch failures and production delays. This reliability is crucial for maintaining consistent delivery schedules to downstream customers and meeting the demanding timelines of the agrochemical industry.
- Scalability and Environmental Compliance: The process is inherently scalable, having been demonstrated to work efficiently from gram scale in the laboratory to multi-kilogram batches in pilot plants. The simple workup procedure involving phase separation and solvent distillation is easily transferable to large-scale industrial reactors, facilitating rapid commercial scale-up of complex agrochemical intermediates. Moreover, the reduction in waste streams and the use of less hazardous reagents align with increasingly stringent environmental regulations, helping companies meet their sustainability goals. The ability to operate under mild conditions also reduces energy consumption, contributing to a greener manufacturing profile that is increasingly valued by stakeholders and regulators alike.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this beta-aminovinyl ketone synthesis technology. These answers are derived directly from the experimental data and process descriptions provided in the patent documentation, ensuring accuracy and relevance for technical decision-makers. Understanding these details is essential for evaluating the feasibility of integrating this route into existing production workflows and for assessing the potential impact on product quality and cost structures.
Q: What are the primary advantages of this nitrile condensation route over traditional Claisen condensation?
A: The primary advantage is the reduction in synthetic steps. Traditional methods require hydrolysis of the nitrile to an acid, esterification, and then Claisen condensation. This novel route condenses the nitrile directly with the ketone, eliminating the isolation of the carboxylic acid and ester intermediates, which significantly improves overall yield and reduces waste.
Q: How are pyrimidine byproducts managed in this synthesis?
A: While pyrimidine derivatives can form as byproducts (up to 14% in some mixtures), the process allows for effective purification. The beta-aminovinyl ketone can be isolated via recrystallization from solvents like toluene or toluene/cyclohexane mixtures, ensuring high purity suitable for downstream herbicide synthesis.
Q: Is this process scalable for industrial production of herbicide intermediates?
A: Yes, the process is designed for industrial scalability. It utilizes common reagents like alkali metal alkoxides and standard solvents (MTBE, toluene). The workup involves simple phase separation and solvent removal, avoiding complex chromatographic purifications, which makes it highly suitable for large-scale manufacturing.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Beta-Aminovinyl Ketone Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical role that high-quality intermediates play in the success of agrochemical development programs. Our team of expert chemists and process engineers possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that your project transitions smoothly from the laboratory to the marketplace. We are committed to delivering beta-aminovinyl ketones and related herbicide intermediates with stringent purity specifications, supported by our rigorous QC labs that employ advanced analytical techniques to verify identity and potency. Our state-of-the-art manufacturing facilities are designed to handle complex chemistries safely and efficiently, providing you with a secure and dependable source of supply for your most challenging projects.
We invite you to collaborate with us to optimize your supply chain and reduce your manufacturing costs through the adoption of this advanced synthetic technology. Our technical procurement team is ready to provide a Customized Cost-Saving Analysis tailored to your specific volume requirements and quality standards. Please contact us today to request specific COA data and route feasibility assessments for your target compounds. Let us help you accelerate your product development and achieve your commercial objectives with our premium chemical solutions.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →