Scalable One-Step Oxidation of Triiodotrimethylbenzene to Triiodobenzenetricarboxylic Acid for Contrast Agents
The pharmaceutical and fine chemical industries are constantly seeking robust synthetic pathways for critical intermediates used in advanced medical imaging. Patent CN102503814B introduces a transformative approach to the synthesis of triiodobenzenetricarboxylic acid, a pivotal precursor for non-ionic fluoroscopy contrast agents. This innovation addresses long-standing challenges in the manufacturing of iodinated aromatic compounds by replacing hazardous multi-step sequences with a direct, one-step oxidation protocol. By utilizing triiodotrimethylbenzene as the starting material and employing potassium permanganate in a unique pyridine-water solvent system, the method achieves high conversion rates at moderate temperatures of 85-95°C. For R&D directors and procurement specialists, this represents a significant leap forward in process safety and efficiency, offering a reliable pharmaceutical intermediate supplier pathway that minimizes environmental impact while maximizing yield. The transition from complex, toxic legacy chemistries to this streamlined oxidation process underscores a broader industry shift towards greener, more sustainable manufacturing practices.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
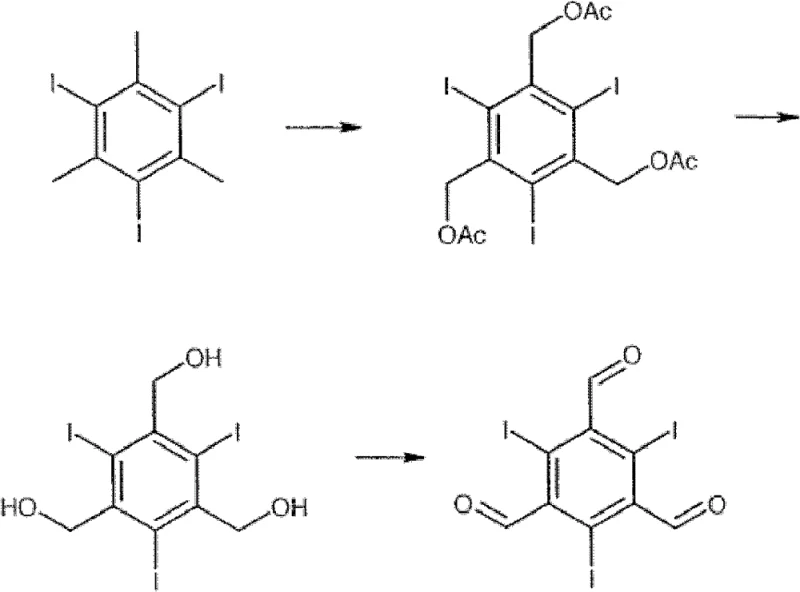
Historically, the synthesis of triiodobenzenetricarboxylic acid has been plagued by severe safety hazards and operational inefficiencies that hinder commercial viability. Traditional Route 1 relies on nitroisophthalic acid, necessitating a dangerous sequence involving reduction, iodination with iodine chloride, and subsequent substitution with cyanide groups using highly toxic reagents like HNO2, KCN, and CuCN. This pathway not only generates lethal hydrocyanic gas but also results in substantial copper-containing wastewater, creating a massive burden for environmental compliance and waste treatment facilities. Furthermore, the hydrolysis of the nitrile group to the carboxylic acid is notoriously difficult, often stalling at the amide stage and requiring harsh conditions that degrade product quality. Alternatively, Conventional Route 2 attempts to oxidize triiodotrimethylbenzene but suffers from excessive complexity, requiring distinct steps to form acetate esters, hydrolyze them to alcohols, and finally oxidize to the acid, leading to prolonged production cycles and accumulated yield losses at each isolation stage.
The Novel Approach
In stark contrast, the novel methodology disclosed in the patent simplifies this landscape by executing a direct benzylic oxidation in a single reactor vessel. By dissolving triiodotrimethylbenzene in a mixed solvent of water and pyridine (volume ratio 2-3:1) and introducing potassium permanganate in controlled batches, the process bypasses the need for isolating unstable intermediates like alcohols or aldehydes. This one-pot strategy significantly reduces the reaction cycle time and eliminates the requirement for corrosive acetic anhydride or concentrated sulfuric acid found in older methods. The operational simplicity allows for easier temperature control and monitoring, ensuring that the oxidation proceeds selectively to the tricarboxylic acid without over-oxidation or ring degradation. This streamlined workflow not only enhances the throughput of the manufacturing line but also drastically lowers the capital expenditure required for specialized corrosion-resistant equipment, making it an attractive option for cost reduction in API manufacturing.
Mechanistic Insights into Permanganate-Mediated Benzylic Oxidation
The core of this technological breakthrough lies in the precise manipulation of permanganate oxidation kinetics within a biphasic solvent environment. Potassium permanganate acts as a powerful oxidant capable of cleaving benzylic C-H bonds, converting the methyl groups on the aromatic ring directly into carboxylic acid functionalities. The presence of pyridine is critical; it acts as a phase transfer catalyst and solubilizing agent, ensuring that the organic substrate (triiodotrimethylbenzene) remains sufficiently accessible to the aqueous permanganate species. The reaction mechanism likely proceeds through transient benzyl alcohol and aldehyde intermediates, which are rapidly oxidized in situ under the reaction conditions of 85-95°C. By maintaining this specific temperature window, the process ensures sufficient activation energy for the oxidation while preventing the thermal decomposition of the sensitive iodinated aromatic core. The batch-wise addition of the oxidant (4-6 portions over 1 hour intervals) is a crucial control parameter that prevents local exotherms and limits the concentration of active manganese species, thereby suppressing side reactions such as ring iodination displacement or oxidative decarboxylation.
Impurity control is inherently built into this mechanistic design, addressing a primary concern for R&D teams focused on purity profiles. In traditional cyanide-based routes, heavy metal contamination (copper) is a persistent issue that requires expensive scavenging resins or complex recrystallization steps to meet pharmacopeial standards. In this permanganate-driven system, the primary inorganic byproduct is manganese dioxide (MnO2), which is insoluble and easily removed via hot filtration before the acidification step. This physical separation of the metal byproduct prior to product isolation ensures that the final organic phase is virtually free of heavy metal contaminants. Furthermore, the use of fresh distilled pyridine minimizes the introduction of oxidative impurities that could arise from aged solvents. The subsequent acidification with hydrochloric acid to pH 1 precipitates the target tricarboxylic acid, while remaining soluble impurities stay in the aqueous mother liquor or are washed away during the ethyl acetate extraction, consistently delivering high-purity triiodobenzenetricarboxylic acid suitable for downstream coupling reactions.
How to Synthesize Triiodobenzenetricarboxylic Acid Efficiently
Implementing this synthesis requires strict adherence to the optimized parameters regarding solvent ratios and oxidant dosing to ensure reproducibility and safety. The process begins with the preparation of the reaction matrix, where the solubility of the starting material is balanced against the oxidative capacity of the medium. Operators must monitor the temperature profile closely during the exothermic addition of potassium permanganate to prevent runaway reactions. Following the oxidation phase, the workup procedure involves a strategic sequence of hot filtration, solvent removal, and pH-controlled precipitation to maximize recovery. The detailed standardized operating procedures, including specific mass-to-volume ratios and timing for each addition, are critical for achieving the reported yields of approximately 70% and purity levels exceeding 98.5%.
- Charge triiodotrimethylbenzene, pyridine, and water into a reactor and heat to 60°C, ensuring a pyridine-to-water volume ratio of 2-3: 1.
- Add potassium permanganate in 4-6 batches over several hours while maintaining the reaction temperature between 85-95°C for 10-12 hours.
- Filter the hot mixture, wash the cake with KOH solution, rotary evaporate the filtrate to remove pyridine, acidify with HCl to pH 1, and extract with ethyl acetate to isolate the pure product.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this synthesis route offers tangible benefits that extend beyond mere chemical yield, fundamentally altering the cost structure and reliability of the supply base. The elimination of highly regulated and dangerous reagents like potassium cyanide removes a significant layer of regulatory overhead and safety training costs associated with handling Schedule 1 chemicals. This simplification of the raw material basket allows for more flexible sourcing strategies and reduces the risk of supply disruptions caused by strict controls on toxic precursors. Moreover, the reduction in processing steps translates directly into lower utility consumption and labor hours per kilogram of product, driving down the overall cost of goods sold (COGS). The robustness of the process also means fewer batch failures and less variability in output, providing supply chain planners with greater predictability for inventory management and delivery scheduling.
- Cost Reduction in Manufacturing: The economic advantages of this method are driven primarily by the simplification of the process flow and the removal of expensive waste treatment protocols. By avoiding the generation of copper-laden wastewater and toxic cyanide off-gases, manufacturers save substantially on effluent treatment plant (ETP) operations and hazardous waste disposal fees. Additionally, the use of triiodotrimethylbenzene, a relatively inexpensive and commercially available starting material, replaces costlier nitro-isophthalic derivatives. The one-step nature of the reaction reduces the need for intermediate isolation, drying, and re-dissolution, which cuts down on solvent usage and energy consumption for heating and cooling cycles. These factors combine to create a leaner manufacturing process that offers significant cost savings without compromising on the quality of the final high-purity contrast agent intermediate.
- Enhanced Supply Chain Reliability: From a logistics perspective, the simplified reagent list enhances supply security by reducing dependency on niche suppliers of hazardous chemicals. Potassium permanganate and pyridine are commodity chemicals with stable global supply chains, minimizing the risk of raw material shortages that can plague specialized synthetic routes. The shorter production cycle time, achieved by collapsing multiple reaction steps into a single operation, increases the turnover rate of manufacturing assets, allowing suppliers to respond more rapidly to fluctuations in market demand. This agility is crucial for maintaining continuity of supply for downstream pharmaceutical customers who rely on just-in-time delivery models for their own contrast agent production lines, effectively reducing lead time for high-purity intermediates.
- Scalability and Environmental Compliance: The process is inherently designed for commercial scale-up of complex organic acids, featuring mild reaction conditions that do not require exotic high-pressure or cryogenic equipment. The absence of strong corrosives like concentrated sulfuric acid extends the lifespan of standard stainless steel reactors, lowering capital depreciation costs. Environmentally, the switch to a permanganate-based oxidation aligns with increasingly stringent global regulations on heavy metal discharge and volatile organic compound (VOC) emissions. The solid manganese dioxide byproduct can be filtered and potentially recycled or disposed of with less environmental impact than liquid heavy metal waste streams. This alignment with green chemistry principles future-proofs the supply chain against tightening environmental legislation, ensuring long-term operational viability.
Frequently Asked Questions (FAQ)
The following technical inquiries address common concerns regarding the implementation and validation of this synthesis technology. These answers are derived directly from the experimental data and comparative analysis provided in the patent documentation, offering clarity on yield expectations, safety protocols, and purification methods. Understanding these details is essential for technical teams evaluating the feasibility of integrating this route into existing production facilities.
Q: How does this new synthesis method improve safety compared to traditional cyanide-based routes?
A: Unlike conventional methods that utilize highly toxic potassium cyanide (KCN) and copper salts which generate hazardous hydrocyanic acid and heavy metal wastewater, this novel protocol employs potassium permanganate in a pyridine-water system, completely eliminating the risk of cyanide exposure and simplifying waste treatment.
Q: What purity levels can be achieved with this one-step oxidation process?
A: The optimized reaction conditions, specifically the controlled addition of oxidant at 85-95°C, consistently yield products with purity exceeding 98.5% as verified by liquid chromatography, meeting stringent requirements for pharmaceutical contrast agent intermediates.
Q: Is this process suitable for large-scale commercial manufacturing?
A: Yes, the process is designed for scalability; it utilizes inexpensive raw materials, operates under mild conditions without strong corrosive reagents, and features a short production cycle, making it ideal for commercial scale-up from pilot plants to multi-ton production.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Triiodobenzenetricarboxylic Acid Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical role that high-quality intermediates play in the development of next-generation diagnostic imaging agents. Our technical team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory optimization to full-scale manufacturing is seamless and efficient. We are committed to delivering products that meet stringent purity specifications, utilizing our rigorous QC labs to verify every batch against the highest industry standards. Our facility is equipped to handle the specific solvent systems and oxidation chemistries required for this synthesis, guaranteeing a consistent supply of triiodobenzenetricarboxylic acid that supports your R&D and commercial timelines.
We invite you to collaborate with us to optimize your supply chain for contrast agent precursors. Our experts are ready to provide a Customized Cost-Saving Analysis tailored to your specific volume requirements, demonstrating how this novel synthetic route can reduce your overall procurement costs. Please contact our technical procurement team to request specific COA data and route feasibility assessments, and let us help you secure a competitive advantage in the pharmaceutical intermediates market.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →