Advanced Green Synthesis of Tert-Butyl Carbazate for High-Purity Pharmaceutical Intermediates
The pharmaceutical industry continuously seeks robust, scalable, and environmentally sustainable pathways for synthesizing critical amino-protecting agents. Patent CN102911084A introduces a groundbreaking methodology for the preparation of tert-butyl carbazate, a pivotal intermediate in the synthesis of gonadotropin-releasing hormone (GnRH) analogs and various anticancer therapeutics. This innovation departs from traditional hazardous protocols by employing a one-pot reaction system mediated by ionic liquids and driven by a novel magnetic magnesium aluminum hydrotalcite solid base catalyst. By integrating green chemistry principles with high-efficiency catalysis, this technology addresses long-standing challenges regarding impurity profiles, specifically phenol residues often found in imported batches, while offering a streamlined route that is inherently safer and more cost-effective for large-scale manufacturing.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of tert-butyl carbazate has been plagued by significant technical and economic hurdles that limit its accessibility and quality. Early methodologies, such as the seminal work by Carpino in 1959, relied on expensive reagents like sodium tert-butoxide and carbon sulfide, resulting in prohibitive costs and lengthy reaction times that rendered industrial scaling nearly impossible. Subsequent improvements, including those documented in Organic Syntheses in 1973, utilized phenyl chloroformate and tert-butanol but necessitated rigorous distillation steps to isolate intermediates, creating bottlenecks in throughput. Furthermore, a critical quality issue persists in the global supply chain: many imported variants of this intermediate suffer from persistent phenol impurities derived from the starting materials, which can complicate downstream peptide coupling reactions and compromise the safety profile of the final active pharmaceutical ingredient (API). These legacy processes also frequently depend on liquid acid or base catalysts, which generate substantial corrosive waste streams and require complex neutralization and disposal procedures, thereby inflating the environmental footprint and operational expenditures of the manufacturing facility.
The Novel Approach
In stark contrast, the technology disclosed in CN102911084A leverages the unique solvation properties of ionic liquids to create a superior reaction environment that enhances both selectivity and yield. The core of this innovation lies in the use of imidazolium-based ionic liquids, such as 1-methyl-3-butylimidazolium tetrafluoroborate, which serve as a stable, non-volatile medium for the esterification and subsequent hydrazinolysis steps. 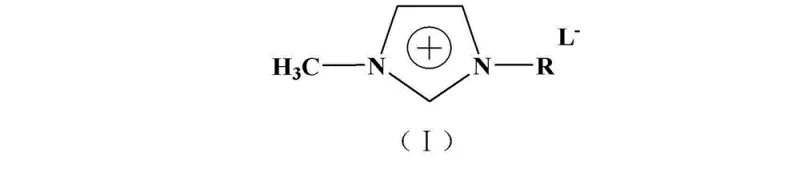 This specialized solvent system, combined with a magnetic solid base catalyst, allows the reaction to proceed smoothly at mild temperatures ranging from 30°C to 75°C, eliminating the need for energy-intensive heating or high-pressure equipment. The one-pot design drastically simplifies the workflow by removing the isolation of the unstable tert-butyl chloroformate intermediate, thereby reducing material loss and exposure to hazardous substances. Moreover, the magnetic nature of the catalyst facilitates rapid separation post-reaction, and the ionic liquid can potentially be recycled, representing a paradigm shift towards a circular economy model in fine chemical synthesis that significantly lowers the barrier to entry for high-quality domestic production.
This specialized solvent system, combined with a magnetic solid base catalyst, allows the reaction to proceed smoothly at mild temperatures ranging from 30°C to 75°C, eliminating the need for energy-intensive heating or high-pressure equipment. The one-pot design drastically simplifies the workflow by removing the isolation of the unstable tert-butyl chloroformate intermediate, thereby reducing material loss and exposure to hazardous substances. Moreover, the magnetic nature of the catalyst facilitates rapid separation post-reaction, and the ionic liquid can potentially be recycled, representing a paradigm shift towards a circular economy model in fine chemical synthesis that significantly lowers the barrier to entry for high-quality domestic production.
Mechanistic Insights into Magnetic Hydrotalcite-Catalyzed Esterification
The catalytic efficiency of this process is rooted in the sophisticated architecture of the magnetic magnesium aluminum hydrotalcite, which functions as a heterogeneous solid base with exceptional activity and stability. Structurally, this catalyst consists of layered double hydroxides where magnesium and aluminum cations are arranged in brucite-like layers, balanced by interlayer anions, and doped with iron oxides to impart magnetic properties. During the esterification phase, the basic sites on the hydrotalcite surface activate the hydroxyl group of tert-butanol, facilitating a nucleophilic attack on the carbonyl carbon of phenyl chloroformate. The ionic liquid medium plays a crucial synergistic role by stabilizing the transition state and solubilizing the organic reactants, ensuring homogeneous mixing despite the heterogeneous nature of the catalyst. This dual-phase system prevents the aggregation of catalyst particles and maintains high surface area availability throughout the reaction, leading to consistent conversion rates that are difficult to achieve with traditional homogeneous liquid bases which often suffer from deactivation or side reactions.
Impurity control is another mechanistic advantage inherent to this catalytic system, particularly regarding the suppression of phenol byproducts. In conventional liquid-base catalysis, the leaving phenoxide group can sometimes participate in unwanted side reactions or remain trapped in the product matrix. However, the specific interaction between the ionic liquid anions (such as tetrafluoroborate or hexafluorophosphate) and the reaction intermediates helps to sequester byproducts effectively. Furthermore, the mild reaction conditions (30-40°C for esterification and 60-75°C for substitution) minimize thermal degradation of the sensitive carbazate linkage, preserving the integrity of the Boc-protecting group. The subsequent addition of hydrazine hydrate proceeds via a clean nucleophilic substitution mechanism where the hydrazine displaces the phenoxy group, driven by the basic environment provided by the hydrotalcite. This precise control over the reaction trajectory ensures that the final product achieves a purity level of 99% or higher, as demonstrated in the patent examples, making it directly suitable for sensitive peptide synthesis applications without extensive recrystallization.
How to Synthesize Tert-Butyl Carbazate Efficiently
The operational simplicity of this patented route makes it an attractive candidate for immediate technology transfer and process optimization within a GMP environment. The procedure eliminates the need for cryogenic conditions or inert gas protection typically associated with chloroformate chemistry, as the ionic liquid provides a protective shield against moisture and oxidation. Operators simply charge the reactor with phenyl chloroformate, tert-butanol, the magnetic catalyst, and the ionic liquid, initiating the esterification at mild heat. Upon completion, hydrazine hydrate is introduced directly into the same vessel for the substitution step, showcasing the true power of the one-pot methodology. For a detailed breakdown of the specific molar ratios, temperature ramps, and workup procedures including the magnetic separation and silica gel chromatography purification steps, please refer to the standardized synthesis guide below.
- Mix phenyl chloroformate, tert-butanol, magnetic magnesium aluminum hydrotalcite catalyst, and ionic liquid in a reactor.
- Conduct esterification at 30-40°C for 1-6 hours, then add hydrazine hydrate solution.
- Perform substitution reaction at 60-75°C, followed by extraction and silica gel column chromatography purification.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this synthesis route offers compelling strategic benefits that extend beyond mere technical feasibility. The shift from imported sources, which are often fraught with quality inconsistencies and long lead times, to a domestically controllable manufacturing process enhances supply security significantly. By utilizing a solid catalyst that can be magnetically recovered and an ionic liquid solvent system that minimizes volatile organic compound (VOC) emissions, the process aligns perfectly with increasingly stringent environmental regulations, reducing the risk of production shutdowns due to compliance issues. This green chemistry approach not only future-proofs the supply chain but also opens up opportunities for cost optimization through waste reduction and energy efficiency, making it a financially sound investment for long-term API production strategies.
- Cost Reduction in Manufacturing: The elimination of expensive phosphine ligands and the removal of complex distillation units for intermediate isolation result in substantial capital and operational expenditure savings. The ability to recycle the ionic liquid and the magnetic catalyst further drives down the cost of goods sold (COGS) by minimizing raw material consumption per kilogram of product. Additionally, the mild reaction conditions reduce energy consumption for heating and cooling, contributing to a leaner manufacturing budget without compromising on the high yield and purity required for pharmaceutical grade materials.
- Enhanced Supply Chain Reliability: Relying on imported intermediates often exposes manufacturers to geopolitical risks and logistics delays, whereas this technology enables localized production using readily available raw materials like phenyl chloroformate and tert-butanol. The robustness of the magnetic catalyst ensures consistent batch-to-batch performance, reducing the variability that often leads to supply disruptions. By establishing a domestic source for high-purity tert-butyl carbazate, companies can secure a steady flow of critical materials for their GnRH analog and anticancer drug pipelines, insulating themselves from global market fluctuations.
- Scalability and Environmental Compliance: The one-pot nature of the reaction significantly simplifies the scale-up process, as it reduces the number of unit operations and transfer steps that typically introduce errors or losses during expansion from pilot to commercial plant. The use of non-volatile ionic liquids drastically cuts down on VOC emissions, simplifying the permitting process for new production lines and reducing the load on waste treatment facilities. This environmental compatibility ensures that the manufacturing process remains sustainable and compliant with global green chemistry standards, safeguarding the company's reputation and operational license.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this ionic liquid-based synthesis technology. These insights are derived directly from the experimental data and beneficial effects reported in the patent literature, providing a clear understanding of the process capabilities. Understanding these details is crucial for R&D teams evaluating the feasibility of adopting this route for their specific API manufacturing needs and for procurement teams assessing the quality assurances associated with this method.
Q: How does this method address phenol impurities found in imported tert-butyl carbazate?
A: Traditional methods often leave phenol residues due to the use of phenyl chloroformate without effective scavenging. This novel protocol utilizes a specific ionic liquid medium and solid base catalyst that facilitates cleaner conversion and easier separation, significantly reducing phenolic impurity profiles compared to conventional distillation-based processes.
Q: What are the advantages of using magnetic magnesium aluminum hydrotalcite?
A: The magnetic modification allows for easy separation of the catalyst from the reaction mixture using external magnetic fields, eliminating complex filtration steps. Furthermore, as a solid base, it replaces corrosive liquid acids or bases, enhancing operational safety and allowing for potential catalyst recycling, which aligns with green chemistry principles.
Q: Is this process suitable for large-scale commercial production?
A: Yes, the process operates at mild temperatures (30-75°C) and atmospheric pressure, avoiding extreme conditions that hinder scale-up. The one-pot nature reduces unit operations, and the use of recoverable ionic liquids and magnetic catalysts makes it highly viable for industrial manufacturing of pharmaceutical intermediates.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Tert-Butyl Carbazate Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of high-purity intermediates in the development of life-saving medications, and we possess the technical expertise to bring advanced synthetic routes like CN102911084A to commercial reality. Our team has extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory bench to industrial reactor is seamless and efficient. We maintain stringent purity specifications and operate rigorous QC labs equipped to detect trace impurities, guaranteeing that every batch of tert-butyl carbazate meets the exacting standards required for peptide synthesis and oncology drug manufacturing.
We invite you to collaborate with us to optimize your supply chain and reduce your manufacturing costs through the adoption of this superior green chemistry technology. Contact our technical procurement team today to request a Customized Cost-Saving Analysis tailored to your specific volume requirements. We are ready to provide specific COA data and comprehensive route feasibility assessments to demonstrate how our capabilities can support your long-term production goals and enhance the reliability of your pharmaceutical supply chain.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →