Scalable Manufacturing of Aminomethanephosphonic Acid: A Technical Breakthrough for Global Agrochemical Supply Chains
The global demand for high-purity agrochemical intermediates continues to drive innovation in synthetic methodology, particularly for key precursors like aminomethanephosphonic acid. A pivotal advancement in this domain is detailed in patent CN1120841A, which outlines a robust and economically viable process for manufacturing this critical compound. This technology represents a significant departure from traditional synthesis routes, leveraging the phosphonation of urea derivatives to achieve superior yield profiles and simplified downstream processing. For R&D directors and procurement specialists alike, understanding the nuances of this pathway is essential for optimizing supply chains and reducing the overall cost of goods sold for herbicide production. The method specifically targets the conversion of N,N'-disubstituted ureas into aminomethanephosphonic acid through a controlled sequence of phosphonation and hydrolysis, offering a compelling alternative to glyoxal-based chemistries that have historically dominated the market.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the production of aminomethanephosphonic acid and its subsequent conversion into N-phosphonomethylglycine has relied heavily on reactions involving glyoxal or hydrated glyoxylates, as exemplified by earlier patents such as US4094928. These conventional pathways often suffer from inherent inefficiencies, including the requirement for expensive aldehyde starting materials and multi-step reduction sequences that introduce significant operational complexity. The reliance on glyoxal introduces challenges related to reagent stability and the formation of difficult-to-remove impurities, which can compromise the purity of the final herbicide active ingredient. Furthermore, the atom economy of these older processes is frequently suboptimal, leading to higher waste generation and increased burden on effluent treatment facilities. From a supply chain perspective, the volatility in the pricing and availability of specialized aldehyde reagents creates uncertainty for long-term production planning, making these legacy routes less attractive for modern, cost-sensitive manufacturing environments.
The Novel Approach
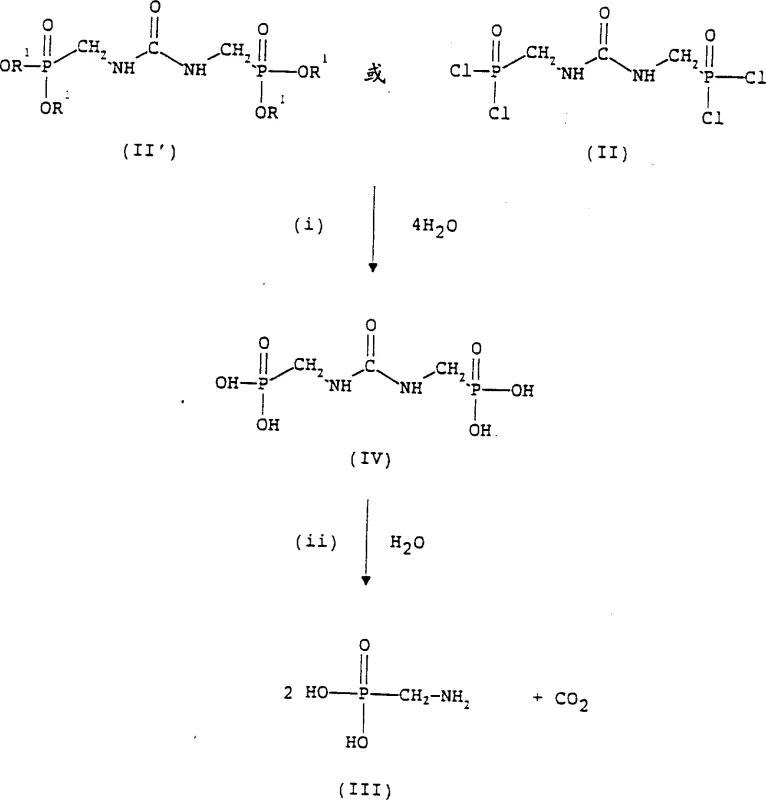
In stark contrast, the novel approach disclosed in the reference patent utilizes N,N'-bis(hydroxymethyl)urea, a derivative readily synthesized from urea and formaldehyde, as the foundational building block. This strategy fundamentally alters the economic landscape of the synthesis by substituting costly aldehydes with inexpensive, commodity-grade nitrogen sources. The process involves reacting this urea derivative with potent phosphonating agents such as phosphorus trichloride or dialkyl phosphite chlorides under anhydrous conditions. This direct phosphonation eliminates the need for separate reduction steps, streamlining the workflow into a more cohesive operation. The resulting intermediate, a bis(phosphonomethyl)urea species, is then subjected to hydrolysis, which cleanly cleaves the urea linkage to release the target aminomethanephosphonic acid along with carbon dioxide. This mechanistic simplicity not only enhances reaction throughput but also significantly reduces the number of unit operations required, thereby lowering capital expenditure and operational overheads for manufacturing plants.
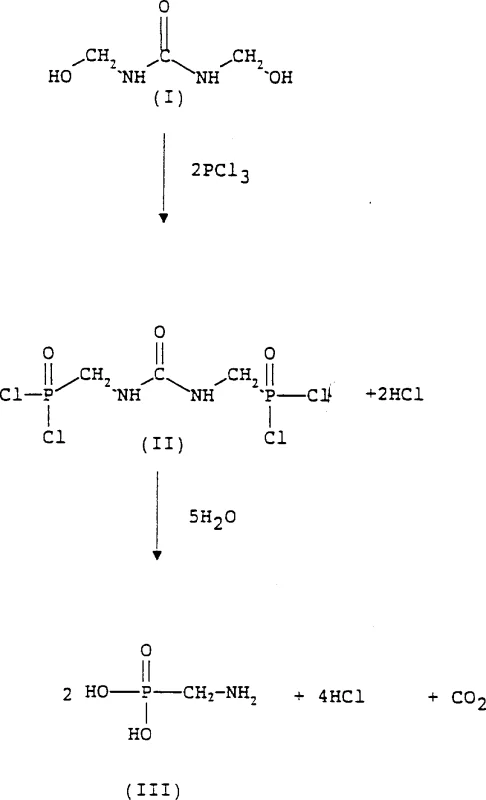
Mechanistically, the transformation relies on the nucleophilic substitution of the hydroxyl or alkoxy leaving groups on the urea substrate by the phosphorus species. When phosphorus trichloride is employed, the reaction proceeds through the formation of phosphorus-chlorine bonds which are subsequently hydrolyzed to phosphonic acid groups. The versatility of this system allows for the use of various phosphonating reagents, including mixtures of phosphorus trichloride and alcohols, providing flexibility in tuning the reaction kinetics and solubility profiles. The hydrolysis step is particularly critical, as it must be conducted under controlled thermal conditions, typically ranging from 100°C to 200°C, to ensure complete cleavage of the central carbonyl group without degrading the sensitive phosphonic acid moieties. The evolution of carbon dioxide during this stage serves as a driving force for the reaction equilibrium, pushing the conversion towards completion and simplifying the purification of the aqueous product stream.
Mechanistic Insights into Phosphonation and Hydrolytic Cleavage
A deep dive into the reaction mechanism reveals a sophisticated interplay between solvent effects, temperature control, and reagent stoichiometry that dictates the overall success of the synthesis. The initial phosphonation stage is highly exothermic and requires precise temperature management, ideally maintained between 0°C and 50°C, to prevent the formation of unwanted side products such as polymeric phosphorus species. The choice of solvent plays a pivotal role here; water-miscible solvents like acetonitrile facilitate the dissolution of the solid urea starting material, creating a homogeneous reaction medium that ensures efficient contact between the reagents. However, the patent also highlights the utility of water-immiscible solvents in later stages, where they enable a liquid-liquid extraction strategy to separate the phosphonated intermediate from organic by-products before the final hydrolysis. This biphasic approach is instrumental in achieving high purity levels, as it allows for the removal of residual chlorinating agents and organic impurities prior to the high-temperature hydrolysis step.
Impurity control is further enhanced by the specific selection of leaving groups on the urea substrate. While hydroxyl groups are preferred for economic reasons, the system tolerates alkoxy groups such as methoxy or ethoxy, which can modulate the reactivity of the substrate. The hydrolysis mechanism itself is believed to proceed via a stepwise degradation of the urea bridge, first forming a mono-substituted intermediate before fully collapsing into the amine and carbon dioxide. Understanding this pathway is crucial for R&D teams aiming to optimize reaction times and minimize the residence time at elevated temperatures, which can otherwise lead to the degradation of the aminomethanephosphonic acid product. The ability to conduct this hydrolysis in either acidic or basic media provides additional levers for process optimization, allowing manufacturers to tailor the pH environment to match their existing infrastructure and waste treatment capabilities.
How to Synthesize Aminomethanephosphonic Acid Efficiently
Implementing this synthesis route requires careful attention to the sequential addition of reagents and the management of solvent systems to maximize yield and safety. The process begins with the preparation of an anhydrous reaction mixture containing the urea derivative and the chosen phosphonating agent, often necessitating an inert atmosphere to prevent oxidation of the phosphorus species. Following the formation of the phosphonated intermediate, the protocol involves a strategic solvent swap or direct aqueous workup to initiate hydrolysis.
- React N,N'-bis(hydroxymethyl)urea with a phosphonating agent such as phosphorus trichloride or dialkyl phosphite chloride in an anhydrous solvent like acetonitrile at temperatures between 0°C and 50°C.
- Perform a solvent exchange or direct addition of water to hydrolyze the intermediate bis(phosphonomethyl)urea, optionally utilizing a water-immiscible solvent for phase separation.
- Complete the hydrolysis under pressure at elevated temperatures ranging from 100°C to 200°C to cleave the urea linkage, releasing carbon dioxide and forming the final aminomethanephosphonic acid product.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain leaders, the adoption of this urea-based phosphonation route offers substantial strategic benefits that extend beyond simple chemical yield. The primary advantage lies in the drastic simplification of the raw material basket, shifting dependence from volatile specialty aldehydes to stable, commodity-grade urea and formaldehyde derivatives. This transition inherently stabilizes the supply chain against market fluctuations, ensuring a more predictable and reliable flow of inputs for continuous manufacturing operations. Furthermore, the elimination of heavy metal catalysts or complex reducing agents reduces the regulatory burden associated with hazardous material handling and disposal, aligning the production process with increasingly stringent global environmental standards.
- Cost Reduction in Manufacturing: The economic viability of this process is underpinned by the use of low-cost starting materials and the potential for solvent recycling. By utilizing solvents like acetonitrile and xylene, which can be distilled and recovered for reuse, the operational expenditure on consumables is significantly minimized. Additionally, the high atom efficiency of the reaction, where the majority of the carbon skeleton is converted into the desired product or benign gas, reduces the cost per kilogram of the final active ingredient. The avoidance of expensive reduction steps further contributes to a leaner cost structure, making the final agrochemical intermediate more competitive in the global marketplace.
- Enhanced Supply Chain Reliability: The robustness of the chemical transformations described ensures consistent output quality, which is critical for maintaining long-term contracts with downstream herbicide formulators. The process tolerance for various phosphonating agents means that supply disruptions for one specific reagent can be mitigated by switching to an alternative, such as moving from phosphorus trichloride to dialkyl phosphite chlorides, without requiring a complete process revalidation. This flexibility acts as a buffer against supply chain shocks, guaranteeing continuity of supply even in turbulent market conditions.
- Scalability and Environmental Compliance: From a scale-up perspective, the reaction conditions are well-suited for large-scale batch or continuous flow reactors, with temperature and pressure parameters that are easily managed using standard industrial equipment. The generation of carbon dioxide as a primary by-product simplifies waste treatment compared to processes generating heavy organic sludge. Moreover, the ability to isolate the product as an aqueous solution suitable for direct downstream conversion into N-phosphonomethylglycine eliminates the energy-intensive drying and crystallization steps often required for solid intermediates, further enhancing the environmental profile and energy efficiency of the plant.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this aminomethanephosphonic acid manufacturing technology. These insights are derived directly from the experimental data and process descriptions found in the underlying patent literature, providing a factual basis for decision-making.
Q: What are the primary raw materials for this aminomethanephosphonic acid synthesis?
A: The process utilizes N,N'-bis(hydroxymethyl)urea (dimethylol urea) as the core substrate, which is reacted with phosphonating agents like phosphorus trichloride or dialkyl phosphite chlorides. These starting materials are economically viable and widely available compared to glyoxal-based alternatives.
Q: How does this method improve environmental compliance compared to traditional routes?
A: Unlike older methods that may generate complex organic waste streams, this phosphonation-hydrolysis route primarily produces carbon dioxide and hydrochloric acid as by-products. The ability to recycle solvents like acetonitrile and xylene further minimizes the environmental footprint of the manufacturing process.
Q: Can this process be scaled for industrial production of glyphosate intermediates?
A: Yes, the patent describes robust conditions suitable for scale-up, including the use of common industrial solvents and manageable temperature ranges. The two-step nature allows for intermediate isolation or telescoping, providing flexibility for large-scale continuous or batch processing facilities.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Aminomethanephosphonic Acid Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical role that efficient intermediate synthesis plays in the broader agrochemical value chain. Our technical team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of advanced patents like CN1120841A are fully realized in practical, industrial settings. We maintain stringent purity specifications and operate rigorous QC labs to guarantee that every batch of aminomethanephosphonic acid meets the exacting standards required for herbicide manufacturing. Our commitment to quality assurance ensures that our clients receive a product that facilitates smooth downstream processing and consistent final product performance.
We invite global partners to engage with our technical procurement team to discuss how this optimized synthesis route can be integrated into your supply network. By requesting a Customized Cost-Saving Analysis, you can gain a clearer understanding of the potential economic impact of switching to this urea-based methodology. We encourage you to contact us for specific COA data and route feasibility assessments tailored to your production volume requirements, allowing us to demonstrate our capability as a strategic partner in your growth.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →