Advanced Green Manufacturing of 2-Chloroquinoline for Global Pharmaceutical Supply Chains
The pharmaceutical and fine chemical industries are constantly seeking robust, environmentally sustainable pathways for synthesizing critical heterocyclic building blocks. A significant breakthrough in this domain is documented in Chinese Patent CN109369521B, which discloses a novel green preparation method for 2-chloroquinoline. This compound serves as a pivotal intermediate in the synthesis of various bioactive molecules, including anti-asthma agents like Montelukast and other therapeutic drugs targeting spasms and venom effects. The patent outlines a sophisticated protocol that replaces traditional, hazardous chlorinating agents with bis(trichloromethyl) carbonate (BTC), operating under mild conditions with a synergistic catalytic system. For global procurement leaders and R&D directors, this technology represents a shift towards safer, more compliant manufacturing processes that align with increasingly stringent environmental regulations. By leveraging quinoline N-oxide as the starting material and optimizing the reaction with inorganic salts and phase transfer catalysts, this method achieves superior selectivity and yield while drastically reducing the ecological footprint associated with halogenated N-heterocycle production.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of 2-chloroquinoline and related halogenated N-heterocycles has relied heavily on aggressive chlorinating agents such as phosphorus oxychloride (POCl3) or phosphorus pentachloride (PCl5). These conventional routes typically require reflux conditions or high-temperature environments, often in the presence of acetic anhydride, to drive the reaction to completion. The reliance on phosphorus-based reagents introduces severe downstream challenges, including the generation of large volumes of acidic, phosphorus-containing wastewater that requires complex and costly neutralization and treatment protocols. Furthermore, these traditional methods often suffer from poor atom economy, requiring molar excesses of the chlorinating agent—sometimes three times the molar amount of the substrate—to achieve acceptable conversion. This not only inflates raw material costs but also complicates the purification process, leading to lower overall yields and significant selectivity issues where unwanted byproducts contaminate the final API intermediate. The corrosive nature of POCl3 also demands specialized equipment and rigorous safety measures, increasing the capital expenditure and operational risk for manufacturing facilities.
The Novel Approach
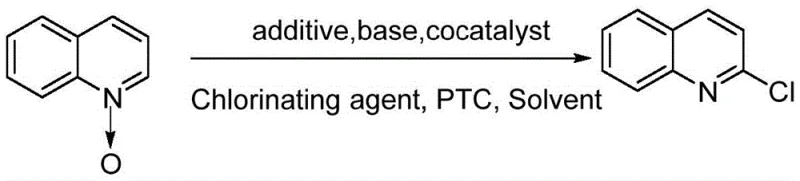
In stark contrast, the methodology described in patent CN109369521B introduces a paradigm shift by utilizing bis(trichloromethyl) carbonate as a solid, manageable chlorinating source. This innovative approach operates at significantly lower temperatures, typically ranging from -15°C to 30°C, which inherently reduces energy consumption and thermal stress on the reaction system. The integration of a multi-component catalytic system, comprising inorganic salts like sodium chloride, co-catalysts such as sodium sulfite, and phase transfer catalysts, creates a highly efficient reaction environment. This synergy allows for the effective chlorination of quinoline N-oxide without the need for toxic phosphorus reagents or heavy metal catalysts. The result is a cleaner reaction profile with simplified post-treatment procedures, where the crude product can be easily isolated through standard extraction and washing steps. By eliminating the formation of sulfur dioxide and phosphorus waste, this green chemistry route not only enhances operator safety but also streamlines the regulatory compliance process for commercial production, making it an attractive option for cost reduction in pharmaceutical intermediate manufacturing.
Mechanistic Insights into BTC-Mediated Chlorination with PTC
The core of this technological advancement lies in the intricate interplay between the chlorinating agent and the catalytic additives. Bis(trichloromethyl) carbonate acts as a source of phosgene equivalents in situ, which react with the N-oxide functionality to activate the quinoline ring for nucleophilic substitution. The presence of the organic base, such as triethylamine, serves to scavenge the acidic byproducts generated during the chlorination, maintaining the reaction equilibrium favorably towards the formation of 2-chloroquinoline. Crucially, the addition of inorganic salts like sodium chloride appears to enhance the ionic strength of the medium, potentially stabilizing transition states or facilitating the availability of chloride ions for the substitution event. The co-catalyst, specifically sodium sulfite or dithionite, likely plays a role in preventing oxidative side reactions or stabilizing reactive intermediates, thereby preserving the integrity of the heterocyclic framework. This precise control over the reaction microenvironment is what enables the high selectivity observed in the patent examples, avoiding the formation of poly-chlorinated impurities that often plague traditional high-temperature chlorinations.
Furthermore, the inclusion of a phase transfer catalyst (PTC) such as benzyltriethylammonium chloride is instrumental in bridging the solubility gap between the organic substrate and the inorganic additives. In a homogeneous organic solvent like 1,2-dichloroethane, the PTC facilitates the transport of anionic species into the organic phase, ensuring that the chlorination proceeds efficiently even at sub-zero temperatures. This mechanistic feature is vital for impurity control, as it prevents the accumulation of unreacted starting materials and minimizes the residence time of reactive intermediates that could degrade into tars or polymers. The ability to monitor the reaction progress via liquid chromatography allows for real-time optimization, ensuring that the endpoint is reached before any potential decomposition occurs. For R&D teams, understanding this mechanism provides a blueprint for scaling the process while maintaining the stringent purity specifications required for pharmaceutical applications, effectively turning a complex chemical transformation into a robust, reproducible unit operation.
How to Synthesize 2-Chloroquinoline Efficiently
The synthesis of 2-chloroquinoline via this green pathway involves a carefully orchestrated sequence of addition and temperature control steps to maximize yield and safety. The process begins with the dissolution of quinoline N-oxide in a suitable solvent, followed by the sequential addition of base, salts, and catalysts under cooling to manage the exotherm. The chlorinating agent is then introduced slowly to maintain the low-temperature regime essential for selectivity. While the patent provides specific experimental examples detailing reagent ratios and workup procedures, the successful implementation of this chemistry on a larger scale requires adherence to strict operational parameters regarding mixing efficiency and heat exchange. The detailed standardized synthesis steps, including specific molar ratios and quenching protocols, are outlined below to guide process engineers in replicating these results.
- Dissolve quinoline N-oxide in a solvent like 1,2-dichloroethane and cool to 0°C, then add an organic base such as triethylamine.
- Add inorganic salt (NaCl), a co-catalyst (sodium sulfite), and a phase transfer catalyst to the mixture while maintaining low temperatures.
- Slowly add a solution of bis(trichloromethyl) carbonate at -15°C to -10°C, react for 4-8 hours, then quench and purify via column chromatography.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this green synthesis route offers compelling economic and logistical benefits that extend beyond simple yield improvements. The shift away from hazardous liquid chlorinating agents like POCl3 to solid bis(trichloromethyl) carbonate significantly simplifies raw material handling and storage logistics. Solid reagents are generally easier to transport, weigh, and dose accurately in a manufacturing setting, reducing the risk of spills and exposure incidents that can lead to costly downtime. Moreover, the elimination of phosphorus-containing waste streams translates directly into substantial cost savings in waste disposal and environmental compliance, areas where regulatory pressure is continuously increasing. The milder reaction conditions also imply lower energy consumption for heating and cooling, contributing to a reduced carbon footprint and lower utility costs per kilogram of product. These factors combined create a more resilient and cost-effective supply chain for high-purity pharmaceutical intermediates.
- Cost Reduction in Manufacturing: The economic advantages of this process are driven primarily by the simplification of the downstream processing and waste management phases. By avoiding the use of heavy metals and toxic phosphorus reagents, manufacturers eliminate the need for expensive scavenging resins or complex neutralization trains typically required to meet residual metal and phosphorus limits in API intermediates. The high selectivity of the reaction means that less raw material is wasted on byproduct formation, improving the overall mass balance and reducing the cost of goods sold. Additionally, the use of common, recyclable solvents like 1,2-dichloroethane further enhances the economic viability, allowing for solvent recovery loops that minimize fresh solvent purchases. This holistic approach to cost optimization ensures that the final product remains competitive in the global market without compromising on quality or safety standards.
- Enhanced Supply Chain Reliability: From a supply chain perspective, the reliance on readily available and stable reagents like BTC and quinoline N-oxide mitigates the risk of raw material shortages. Unlike specialized chlorinating agents that may be subject to strict transportation regulations or limited supplier bases, the key components of this synthesis are commodity chemicals with robust global supply networks. The operational safety of the process also reduces the likelihood of unplanned shutdowns due to safety incidents, ensuring a consistent and reliable flow of material to downstream customers. This stability is crucial for long-term supply agreements with multinational pharmaceutical companies that demand uninterrupted continuity of supply for their critical drug pipelines. The ability to source materials locally and manufacture safely adds a layer of security to the supply chain that is increasingly valued in the current geopolitical landscape.
- Scalability and Environmental Compliance: The scalability of this green method is supported by its compatibility with standard chemical engineering practices and equipment. The absence of extreme pressures or temperatures allows the reaction to be scaled from pilot plant to commercial production using existing infrastructure, minimizing capital investment requirements. Environmentally, the process aligns perfectly with green chemistry principles by reducing the E-factor (mass of waste per mass of product) through the avoidance of stoichiometric phosphorus waste. This compliance with environmental standards future-proofs the manufacturing site against tightening regulations, avoiding potential fines or mandatory process changes down the line. The clean nature of the reaction also facilitates easier regulatory filing and approval, accelerating the time to market for new drug formulations that rely on this key intermediate.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the green synthesis of 2-chloroquinoline, based on the detailed disclosures within the patent literature. These insights are intended to clarify the operational benefits and chemical rationale behind this advanced manufacturing route for stakeholders evaluating its adoption. Understanding these nuances is essential for making informed decisions about process integration and supplier qualification.
Q: Why is bis(trichloromethyl) carbonate preferred over POCl3 for 2-chloroquinoline synthesis?
A: Bis(trichloromethyl) carbonate (BTC) is a solid, safer alternative to liquid POCl3. It eliminates the generation of toxic phosphorus-containing wastewater and sulfur dioxide, significantly reducing environmental impact and waste treatment costs while maintaining high reaction selectivity.
Q: What role does the phase transfer catalyst play in this reaction?
A: The phase transfer catalyst, such as benzyltriethylammonium chloride, facilitates the interaction between the organic substrate and the inorganic additives in the organic phase. This enhances reaction kinetics under mild conditions, allowing for lower temperatures and improved yield compared to traditional high-temperature methods.
Q: Is this process scalable for industrial production of pharmaceutical intermediates?
A: Yes, the process utilizes common solvents like 1,2-dichloroethane and avoids hazardous heavy metals or extreme pressures. The mild temperature range (-15°C to 30°C) and simple workup procedures make it highly suitable for commercial scale-up in standard chemical reactors.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 2-Chloroquinoline Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of adopting sustainable and efficient synthetic routes for high-value pharmaceutical intermediates like 2-chloroquinoline. Our technical team has extensively analyzed the capabilities of this green chlorination technology and is well-positioned to implement it within our state-of-the-art manufacturing facilities. We possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory bench to industrial reactor is seamless and robust. Our commitment to quality is underpinned by stringent purity specifications and rigorous QC labs that utilize advanced analytical techniques to verify every batch, guaranteeing that the impurity profile meets the exacting standards required for global pharmaceutical applications.
We invite potential partners to engage with us to explore how this innovative synthesis route can optimize your supply chain and reduce overall manufacturing costs. Our technical procurement team is ready to provide a Customized Cost-Saving Analysis tailored to your specific volume requirements and quality needs. We encourage you to contact us directly to request specific COA data and route feasibility assessments, allowing you to validate the superiority of our green manufacturing approach for your next project. By collaborating with NINGBO INNO PHARMCHEM, you secure a reliable partner dedicated to delivering high-purity intermediates through cutting-edge, environmentally responsible chemistry.