Optimizing Mandipropamid Production: A Technical Analysis of Novel Synthetic Routes for Global Supply Chains
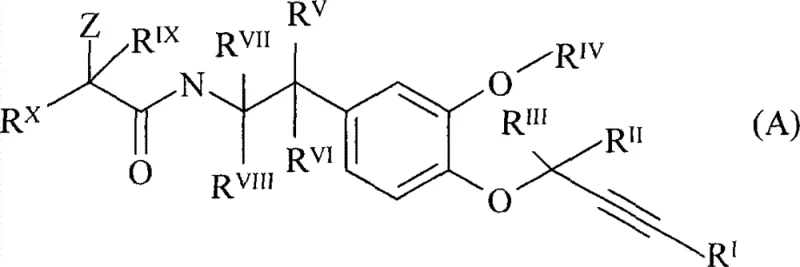
The global agrochemical sector is constantly evolving, driven by the need for more efficient and sustainable manufacturing processes for high-value fungicides. Patent CN101243040B, filed in 2012, presents a significant technological advancement in the synthesis of mandipropamid and its derivatives, which are critical active ingredients in modern crop protection. This intellectual property outlines a robust methodology for constructing the complex phenyl propargyl ether backbone, addressing key limitations found in earlier prior art such as WO01/87822. For R&D Directors and Supply Chain Heads, understanding the nuances of this patent is essential, as it offers a pathway to reduce environmental impact while maintaining high chemical fidelity. The disclosed methods focus on optimizing the formation of key intermediates, specifically targeting the reduction of aqueous waste and the elimination of costly catalytic systems that have historically burdened production budgets. By leveraging specific esterification and amidation protocols, this technology enables the production of high-purity agrochemical intermediates suitable for large-scale commercial application.
The limitations of conventional methods for synthesizing mandipropamid intermediates often revolve around the generation of substantial aqueous waste streams and the reliance on expensive or toxic catalysts. Traditional approaches described in earlier patents frequently involve cyanation steps that produce significant volumes of contaminated water, requiring costly treatment protocols involving bleach or hydrogen peroxide to destroy residual cyanide. Furthermore, these legacy processes often suffer from lower atom economy and require rigorous purification steps to remove metal catalysts, which can complicate the supply chain and increase the overall cost of goods sold. In contrast, the novel approach detailed in CN101243040B introduces alternative synthetic routes that bypass these bottlenecks. By utilizing specific reaction conditions, such as the use of propargyl alcohol in the presence of controlled basic or acidic environments, the new methodology minimizes by-product formation. This shift not only simplifies the downstream processing but also aligns with increasingly stringent environmental regulations governing chemical manufacturing facilities globally.
The novel approach specifically targets the efficient construction of the amide bond and the subsequent etherification steps, which are critical for the biological activity of the final fungicide. The patent describes multiple pathways to generate the key acid intermediates, such as (4-chloro-phenyl)-prop-2-ynyloxy-acetic acid, offering flexibility in raw material sourcing. For instance, the process can proceed via the halogenation of phenylacetic acid derivatives followed by etherification, or through the reaction of benzaldehyde derivatives with trihalomethanes. This versatility is a significant strategic advantage for procurement teams, as it allows for adaptation based on the availability and pricing of starting materials like 4-chlorobenzaldehyde or propargyl alcohol. The ability to switch between synthetic routes without compromising the quality of the intermediate ensures a resilient supply chain capable of withstanding market fluctuations in raw material costs.
Mechanistic Insights into Amidation and Etherification Chemistry
The core of this synthetic strategy lies in the precise control of the amidation reaction between the propargyloxy-acetic acid derivative and the amine component, typically 4-(2-aminoethyl)-2-methoxy-phenol. The patent details that this reaction can be facilitated by heating the mixture in solvents such as chlorobenzene or toluene, often in the presence of a base like potassium carbonate or diethylaminoethanol. The mechanism involves the nucleophilic attack of the amine on the activated carbonyl group of the acid derivative, which may be present as an ester or an activated acid chloride. Controlling the temperature, typically between 90°C and 100°C, is crucial to drive the reaction to completion while minimizing thermal degradation of the sensitive propargyl groups. The use of phase transfer catalysts, such as tertiary ammonium salts, is also highlighted as a means to enhance reaction rates and yields, particularly in biphasic systems. This level of mechanistic detail provides R&D teams with the necessary parameters to optimize reaction kinetics and ensure consistent batch-to-batch reproducibility.
Following the amidation, the final etherification step introduces the second propargyl moiety, completing the molecular architecture required for fungicidal activity. This step typically involves reacting the phenolic hydroxyl group of the amide intermediate with a propargyl halide, such as propargyl chloride, under basic conditions. The patent specifies that this reaction can be conducted in solvents like toluene with potassium carbonate acting as the acid scavenger. The choice of base and solvent is critical to prevent side reactions, such as the polymerization of the alkyne group or the hydrolysis of the amide bond. The disclosed examples demonstrate that careful control of the pH and temperature during this stage leads to high conversion rates and simplifies the isolation of the final product. Understanding these mechanistic nuances allows process chemists to design scalable protocols that maximize yield and purity, directly impacting the commercial viability of the manufacturing process.
How to Synthesize Mandipropamid Intermediates Efficiently
The synthesis of mandipropamid intermediates requires a systematic approach that integrates the preparation of the acid component with the amine coupling and final functionalization. The patent outlines a sequence where the acid derivative is first prepared, often via esterification or cyanation, and then coupled with the amine. Detailed standardized synthesis steps are provided in the structured data below, which guide the operator through the specific reagent additions, temperature profiles, and workup procedures necessary to achieve the reported high purity levels. Adhering to these protocols ensures that the critical quality attributes of the intermediate are maintained throughout the production campaign.
- Preparation of propargyloxy-acetic acid derivatives via esterification or cyanation routes using propargyl alcohol and substituted benzaldehydes.
- Amidation reaction between the acid derivative and 4-(2-aminoethyl)-2-methoxy-phenol to form the core amide structure.
- Final etherification using propargyl chloride or similar leaving groups to introduce the second propargyl moiety under basic conditions.
Commercial Advantages for Procurement and Supply Chain Teams
The implementation of the synthetic routes described in CN101243040B offers substantial commercial advantages for procurement and supply chain teams managing agrochemical production. By eliminating the need for expensive transition metal catalysts and reducing the volume of aqueous waste, the process significantly lowers the operational expenditure associated with waste treatment and raw material consumption. This cost reduction in manufacturing is achieved not through arbitrary percentage claims but through the fundamental redesign of the chemical pathway to be more atom-economical and less reliant on hazardous reagents. For procurement managers, this translates to a more predictable cost structure and reduced exposure to volatile pricing of specialized catalysts. The ability to source common chemical building blocks like substituted benzaldehydes and propargyl alcohol further enhances the stability of the supply chain, ensuring that production schedules are not disrupted by shortages of niche reagents.
- Cost Reduction in Manufacturing: The novel process eliminates the need for costly catalysts and reduces the volume of aqueous waste requiring treatment, leading to substantial cost savings in operational expenditure. By streamlining the synthetic route and minimizing purification steps, the overall cost of goods sold is optimized without compromising product quality. This efficiency allows manufacturers to remain competitive in the global agrochemical market while maintaining healthy profit margins.
- Enhanced Supply Chain Reliability: The use of readily available starting materials and robust reaction conditions ensures a consistent supply of high-quality intermediates. The flexibility to choose between multiple synthetic pathways for the acid component mitigates the risk of raw material shortages, providing supply chain heads with the confidence to plan long-term production schedules. This reliability is crucial for meeting the demands of the agricultural sector, where timing is often critical for crop protection applications.
- Scalability and Environmental Compliance: The disclosed methods are designed with scale-up in mind, utilizing standard chemical engineering unit operations such as distillation and crystallization. The reduction in hazardous waste generation aligns with global environmental regulations, reducing the regulatory burden on manufacturing sites. This compliance facilitates smoother permitting processes and enhances the corporate sustainability profile, which is increasingly important for stakeholders and customers alike.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the synthesis of mandipropamid intermediates as described in the patent documentation. These answers are derived directly from the experimental data and technical specifications provided in CN101243040B, ensuring accuracy and relevance for industry professionals. Understanding these details is key to evaluating the feasibility of adopting this technology for commercial production.
Q: What are the key advantages of the novel synthesis route described in CN101243040B?
A: The novel route significantly reduces aqueous waste generation compared to prior art methods and avoids the use of expensive catalysts, leading to a more environmentally friendly and cost-effective process for producing mandipropamid intermediates.
Q: How does this process improve supply chain reliability for agrochemical manufacturers?
A: By utilizing readily available starting materials like substituted benzaldehydes and propargyl alcohol, and employing robust reaction conditions that tolerate scale-up, the process ensures consistent supply and reduces dependency on scarce reagents.
Q: What purity levels can be expected from this synthetic method?
A: The patent examples demonstrate high purity levels, with specific embodiments achieving LC purity of 98% for the final product through optimized crystallization and workup procedures, meeting stringent agrochemical standards.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Mandipropamid Supplier
The technical potential of the synthetic routes disclosed in CN101243040B is immense, offering a clear path to more sustainable and cost-effective agrochemical manufacturing. NINGBO INNO PHARMCHEM, as a seasoned CDMO expert, possesses the extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production required to bring this technology to fruition. Our facilities are equipped with stringent purity specifications and rigorous QC labs to ensure that every batch of mandipropamid intermediate meets the highest industry standards. We understand the complexities of scaling propargyl chemistry and have the infrastructure to manage the specific safety and processing requirements associated with these reactions.
We invite you to engage with our technical procurement team to discuss how we can support your supply chain needs. By requesting a Customized Cost-Saving Analysis, you can gain deeper insights into how adopting this novel synthetic route can impact your bottom line. We encourage potential partners to contact us for specific COA data and route feasibility assessments tailored to your production volumes. Our team is ready to provide the technical support and commercial flexibility needed to secure your supply of high-quality agrochemical intermediates.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →