Scalable Enzymatic Synthesis of Chiral Epoxy Intermediates for Antifungal Drug Manufacturing
The pharmaceutical industry's relentless pursuit of safer and more effective antifungal therapies has driven significant innovation in the synthesis of key chiral intermediates. Patent CN113930415A introduces a groundbreaking biocatalytic approach utilizing a specifically engineered halohydrin dehalogenase mutant, designated as N176G, to produce high-value chiral epoxy compounds. This technology addresses critical bottlenecks in the manufacturing of triazole antifungal agents, such as voriconazole and isavuconazole, by replacing traditional chemical methods with a highly selective enzymatic process. For R&D directors and procurement specialists seeking a reliable pharmaceutical intermediate supplier, this patent represents a pivotal shift towards greener, more efficient manufacturing protocols that drastically reduce waste and improve yield consistency.
The strategic importance of this invention lies in its ability to overturn stereoselectivity limitations inherent in wild-type enzymes. By mutating the aspartic acid at position 176 to glycine, the enzyme's active site is reconfigured to favor the formation of the desired S-configuration epoxide with exceptional precision. This level of control is paramount for regulatory compliance in drug substance manufacturing, where impurity profiles must be tightly managed. The patent data confirms that this mutant not only enhances selectivity but also maintains robust catalytic activity under mild physiological conditions, offering a compelling alternative to harsh chemical cyclization methods that often require cryogenic temperatures or hazardous reagents.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of chiral epoxy intermediates for antifungal drugs has relied heavily on kinetic resolution strategies or non-selective chemical epoxidation followed by tedious purification steps. These conventional routes suffer from a fundamental theoretical yield limitation of 50%, as half of the starting material is converted into the unwanted enantiomer which must be discarded or recycled through complex processes. Furthermore, chemical methods often necessitate the use of strong bases, chlorinating agents, or transition metal catalysts that introduce heavy metal impurities, requiring additional downstream processing steps like scavenging and extensive chromatography. These factors collectively inflate the cost of goods sold (COGS) and extend the production lead time, creating supply chain vulnerabilities for manufacturers of high-purity pharmaceutical intermediates.
The Novel Approach
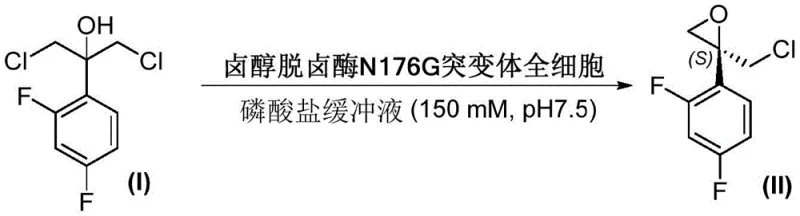
In stark contrast, the novel biocatalytic route described in the patent utilizes the N176G mutant to perform an asymmetric dehalogenation of prochiral Compound I directly into the desired chiral epoxide. This method bypasses the 50% yield ceiling of kinetic resolution by achieving conversion rates exceeding 99%, effectively utilizing nearly all substrate material. The reaction proceeds in an aqueous phosphate buffer at a mild temperature of 30-35°C, eliminating the need for energy-intensive heating or cooling systems. The specificity of the enzyme ensures that the resulting product is predominantly the S-enantiomer, simplifying the isolation process to basic extraction and distillation. This streamlined workflow exemplifies cost reduction in API manufacturing by minimizing solvent usage, reducing waste disposal costs, and shortening the overall cycle time from raw material to finished intermediate.
Mechanistic Insights into N176G-Catalyzed Asymmetric Dehalogenation
The core of this technological advancement lies in the precise protein engineering of the halohydrin dehalogenase enzyme. The mutation of Asn176 to Glycine (N176G) alters the steric environment within the enzyme's active pocket, facilitating a specific orientation of the substrate that favors the intramolecular nucleophilic attack required for epoxide ring closure. Unlike the parent enzyme, which produces a racemic or low-enantiomeric excess mixture, the N176G variant enforces a rigid binding conformation that leads to the exclusive formation of the (S)-epoxide. This mechanistic precision is critical for maintaining the optical purity of the final drug substance, as even minor deviations in stereochemistry can impact the efficacy and safety profile of the resulting antifungal medication.
From an impurity control perspective, the high stereoselectivity of the N176G mutant significantly reduces the burden on downstream purification. In traditional chemical synthesis, separating enantiomers often requires chiral chromatography or multiple recrystallizations, which are costly and difficult to scale. Here, the biocatalyst acts as a molecular filter, preventing the formation of the R-enantiomer at the source. The patent data indicates an optical purity of 98% ee directly from the reaction, meaning the crude product already meets high-quality standards. This inherent purity reduces the risk of genotoxic impurities or residual solvents often associated with aggressive chemical cyclization reagents, thereby enhancing the overall safety and quality of the commercial scale-up of complex pharmaceutical intermediates.
How to Synthesize Chiral Epoxy Compound II Efficiently
The implementation of this biocatalytic process involves a straightforward fermentation and bioconversion workflow that is compatible with standard pharmaceutical manufacturing infrastructure. The process begins with the cultivation of recombinant E. coli expressing the N176G gene, followed by induction to produce the active enzyme within the whole cells. These cells are then harvested and suspended in a buffered solution to catalyze the transformation of the halohydrin substrate. The detailed standardized synthesis steps, including specific media compositions, induction times, and workup procedures, are outlined below to assist technical teams in evaluating process feasibility.
- Prepare the biocatalyst by culturing recombinant E. coli containing the N176G mutant gene in TB medium with kanamycin, inducing expression with IPTG at 28°C.
- Suspend the harvested wet cells in phosphate buffer (150 mM, pH 7.5) and add the substrate Compound I to initiate the asymmetric dehalogenation reaction at 30-35°C.
- After reaction completion, separate the cells via centrifugation, extract the product with ethyl acetate, and purify via distillation to obtain Compound II with 98% ee.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this enzymatic technology offers substantial strategic benefits beyond mere technical performance. The shift from chemical to biological catalysis fundamentally alters the cost structure of intermediate production by removing dependency on volatile petrochemical reagents and expensive chiral ligands. The use of whole-cell biocatalysts simplifies logistics, as the enzyme is generated in situ via fermentation, reducing the need for specialized storage conditions often required for sensitive chemical catalysts. This robustness translates into enhanced supply chain reliability, ensuring consistent availability of critical intermediates even during periods of raw material scarcity.
- Cost Reduction in Manufacturing: The elimination of transition metal catalysts and harsh chemical reagents removes the need for costly metal scavenging steps and specialized waste treatment protocols. The aqueous nature of the reaction medium allows for the use of simpler, less expensive equipment materials compared to those required for corrosive chemical processes. Additionally, the high conversion rate (>99%) maximizes raw material efficiency, ensuring that nearly every kilogram of substrate contributes to the final product yield, thereby driving down the unit cost of production significantly.
- Enhanced Supply Chain Reliability: Biocatalytic processes are generally more resilient to supply chain disruptions because the primary 'reagent'—the enzyme—is produced renewably via fermentation using common carbon sources. This reduces exposure to the price volatility of rare earth metals or specialized organic reagents. The mild reaction conditions also lower the risk of thermal runaway or safety incidents, minimizing unplanned downtime and ensuring a steady flow of high-purity chiral epoxy compounds to downstream drug formulation facilities.
- Scalability and Environmental Compliance: The process aligns perfectly with green chemistry principles, generating minimal hazardous waste and operating at near-neutral pH. This simplifies environmental permitting and reduces the carbon footprint of the manufacturing site. The simplicity of the workup procedure, involving basic centrifugation and extraction, facilitates seamless scale-up from laboratory benchtop to multi-ton commercial production without the need for complex process re-engineering, supporting rapid market entry for new antifungal therapies.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of the N176G mutant technology. These insights are derived directly from the patent specifications and are intended to clarify the operational parameters and quality outcomes associated with this biocatalytic route. Understanding these details is essential for technical teams assessing the integration of this method into existing production lines.
Q: What is the primary advantage of the N176G mutant over the parent enzyme?
A: The N176G mutant exhibits significantly improved stereoselectivity, achieving 98% ee compared to only 15% ee with the parent enzyme, while also increasing conversion rates from 40% to over 99%.
Q: Is this enzymatic process suitable for large-scale industrial production?
A: Yes, the process utilizes whole-cell biocatalysts which are stable and easy to handle, operates under mild aqueous conditions, and avoids expensive transition metal catalysts, making it highly scalable.
Q: What is the optical purity of the final chiral epoxy product?
A: The process yields the S-configuration of the chiral epoxy compound II with an optical purity of up to 98% ee, meeting stringent requirements for antifungal drug synthesis.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Chiral Epoxy Intermediate Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of the N176G mutant technology in the synthesis of next-generation antifungal intermediates. As a leading CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that innovative laboratory discoveries are successfully translated into robust industrial realities. Our state-of-the-art facilities are equipped with rigorous QC labs and advanced fermentation capabilities, allowing us to meet stringent purity specifications and deliver consistent quality for global pharmaceutical clients.
We invite you to collaborate with our technical procurement team to explore how this enzymatic route can optimize your supply chain and reduce manufacturing costs. Contact us today to request a Customized Cost-Saving Analysis tailored to your specific project needs. Our experts are ready to provide specific COA data and comprehensive route feasibility assessments to support your development timelines and commercial goals.