Advanced Continuous Flow Synthesis of Hydrocortisone Intermediates for Commercial Scale-Up
Advanced Continuous Flow Synthesis of Hydrocortisone Intermediates for Commercial Scale-Up
The pharmaceutical industry is constantly seeking robust methodologies to produce complex steroid intermediates with higher purity and reduced environmental impact. Patent CN114437166A introduces a groundbreaking continuous flow synthesis method for 17 beta-cyano-17 alpha-hydroxy-9-dehydroandrostenedione, a critical precursor in the manufacturing of hydrocortisone. This technical breakthrough shifts the paradigm from traditional batch processing to a sophisticated tubular reactor system, leveraging strong alkali and strong acid ion exchange resins to drive cyanation and dehydration reactions sequentially. For R&D directors and procurement managers alike, this innovation represents a significant leap forward in process intensification, offering a pathway to safer, more efficient, and environmentally compliant manufacturing of high-value hormonal intermediates.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of 17 beta-cyano-17 alpha-hydroxy-9-dehydroandrostenedione has relied heavily on traditional kettle-type batch reactors, which suffer from inherent inefficiencies that plague large-scale steroid production. In these conventional setups, severe material back-mixing occurs, leading to poor selectivity and inconsistent repeatability across different batches, which ultimately results in lower overall yields and increased purification burdens. Furthermore, the traditional reliance on liquid inorganic acids and bases generates substantial volumes of cyanide-containing wastewater that is notoriously difficult and expensive to treat, posing significant environmental compliance risks for manufacturing facilities. The large on-line reaction quantity in batch vessels also presents safety hazards, particularly when handling reactive cyanating agents, while side reactions such as condensation are difficult to suppress in a non-ideal mixing environment.
The Novel Approach
In stark contrast, the novel approach detailed in the patent utilizes a continuous flow chemistry platform that fundamentally alters the reaction dynamics to overcome these historical bottlenecks. By employing a series of tubular reactors packed with heterogeneous catalysts, the process achieves a plug-flow regime that minimizes back-mixing and ensures uniform residence time distribution for every molecule passing through the system. This precise control over reaction parameters allows for the sequential execution of cyanation and dehydration steps without intermediate isolation, drastically simplifying the operational workflow. The use of solid ion exchange resins not only facilitates easy separation of the catalyst from the product stream but also enables the elimination of corrosive inorganic reagents, thereby addressing the root cause of wastewater generation. 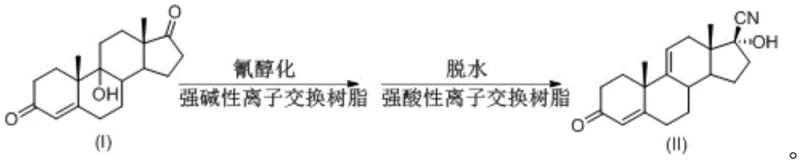
Mechanistic Insights into Ion Exchange Resin Catalyzed Transformation
The core of this synthetic strategy lies in the dual-catalytic mechanism facilitated by the specific packing of the tubular reactors, which orchestrates the transformation of 9-hydroxyandrost-4-ene-3,17-dione into the target nitrile intermediate with exceptional precision. In the first stage, the substrate encounters a strong alkali ion exchange resin within the initial tubular reactor, where the basic sites activate the cyaniding reagent, such as acetone cyanohydrin or trimethylcyanosilane, to perform a nucleophilic attack at the C17 position. This heterogeneous catalysis ensures that the cyanation proceeds under mild conditions, typically between 50°C and 70°C, preventing the degradation of the sensitive steroid skeleton that often occurs under harsher homogeneous basic conditions. The spatial confinement of the tubular reactor enhances the interaction between the dissolved substrate and the solid catalytic sites, maximizing the utilization efficiency of the resin and driving the equilibrium towards the desired cyanohydrin intermediate.
Following the initial functionalization, the reaction stream flows directly into a second tubular reactor packed with strong acid ion exchange resin to effect the crucial dehydration step. The acidic protons on the resin surface catalyze the elimination of the hydroxyl group at the C9 position, establishing the conjugated delta-9 double bond characteristic of the final product structure. This tandem arrangement allows the dehydration to occur immediately after cyanation, capitalizing on the thermal energy of the stream and preventing the accumulation of unstable intermediates that could decompose in a batch holding tank. The result is a highly selective transformation that minimizes the formation of regio-isomers or polymeric byproducts, ensuring that the crude product stream entering the workup phase is of significantly higher purity compared to batch counterparts, thus reducing the load on downstream crystallization units.
How to Synthesize 17 Beta-Cyano-17 Alpha-Hydroxy-9-Dehydroandrostenedione Efficiently
Implementing this continuous flow protocol requires a precise setup involving metering pumps, static mixers, and temperature-controlled tubular reactors to replicate the high-efficiency conditions described in the patent literature. The process begins with the preparation of two distinct feed streams: one containing the steroid substrate dissolved in a suitable organic solvent such as ethanol or ethylene glycol, and the other containing the cyaniding reagent in the same solvent system. These streams are pumped at controlled flow rates into a mixer before entering the first reactor, ensuring homogeneity prior to catalysis. The modular nature of this setup allows for easy scaling by numbering up reactors or increasing run times without altering the fundamental reaction kinetics.
- Dissolve 9-hydroxyandrost-4-ene-3,17-dione and a cyaniding reagent such as acetone cyanohydrin in an organic solvent like ethanol or ethylene glycol.
- Pump the mixed solution into a first tubular reactor filled with strong alkali ion exchange resin maintained at 50-70°C for cyanation.
- Pass the effluent directly into a second tubular reactor containing strong acid ion exchange resin at 50-80°C to effect dehydration and crystallize the final product.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the transition to this continuous flow technology offers profound strategic advantages that extend far beyond simple yield improvements, fundamentally reshaping the cost structure and risk profile of steroid intermediate manufacturing. The elimination of liquid inorganic acids and bases removes the need for expensive neutralization steps and the associated disposal costs for hazardous salt waste, leading to a drastic simplification of the effluent treatment process. Moreover, the ability to recycle the ion exchange resins multiple times after simple regeneration protocols means that the consumption of catalytic materials is significantly reduced over the lifecycle of the plant, contributing to substantial long-term operational expenditure savings. 
- Cost Reduction in Manufacturing: The shift from batch to continuous processing inherently reduces the solvent inventory required at any given moment, lowering the capital tied up in raw materials and reducing the energy footprint associated with heating and cooling large vessel masses. By removing the need for complex aqueous workups to remove inorganic salts, the process simplifies the isolation of the product, which translates directly into reduced utility consumption and labor hours per kilogram of output. The high selectivity of the resin-catalyzed reaction minimizes the formation of hard-to-remove impurities, thereby increasing the overall recovery rate of the valuable steroid backbone during the final crystallization step.
- Enhanced Supply Chain Reliability: Continuous manufacturing systems are inherently more robust against batch-to-batch variability, ensuring a consistent supply of high-purity intermediates that meet stringent regulatory specifications for pharmaceutical applications. The reduced on-line reaction volume significantly mitigates safety risks associated with exothermic cyanation reactions, minimizing the potential for unplanned shutdowns due to safety incidents or thermal runaways. This stability allows for predictable production scheduling and shorter lead times, enabling suppliers to respond more agilely to fluctuations in market demand for hydrocortisone precursors.
- Scalability and Environmental Compliance: The modular design of the tubular reactor system facilitates seamless scale-up from pilot to commercial production without the geometric limitations often encountered when enlarging stirred tank reactors. Because the process generates significantly less hazardous waste and eliminates the discharge of cyanide-laden wastewater, it aligns perfectly with increasingly rigorous global environmental regulations, future-proofing the manufacturing asset against tightening compliance standards. This green chemistry approach not only reduces the environmental liability of the operation but also enhances the brand reputation of the supplier as a sustainable partner in the pharmaceutical value chain.
Frequently Asked Questions (FAQ)
The following questions address common technical and operational inquiries regarding the implementation of this continuous flow synthesis technology for steroid intermediates. These insights are derived directly from the experimental data and process descriptions provided in the patent documentation to assist technical teams in evaluating feasibility.
Q: What are the primary advantages of using tubular reactors over traditional kettle reactors for this synthesis?
A: Tubular reactors eliminate material back-mixing, significantly improving selectivity and yield while reducing the on-line reaction volume for enhanced safety.
Q: How does this process address environmental concerns regarding cyanide waste?
A: By utilizing solid ion exchange resins instead of liquid inorganic acids and bases, the process eliminates the generation of difficult-to-treat cyanide-containing wastewater.
Q: Can the ion exchange resins be reused in this continuous flow system?
A: Yes, the patent specifies that the strong-base and strong-acid ion exchange resins can be regenerated and recycled multiple times, substantially lowering material costs.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 17 Beta-Cyano-17 Alpha-Hydroxy-9-Dehydroandrostenedione Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of continuous flow chemistry in the production of complex pharmaceutical intermediates like 17 beta-cyano-17 alpha-hydroxy-9-dehydroandrostenedione. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of this patent can be fully realized in an industrial setting. We maintain stringent purity specifications and operate rigorous QC labs to guarantee that every batch of intermediate meets the exacting standards required for downstream hormone synthesis, providing our partners with absolute confidence in material quality.
We invite procurement leaders and technical directors to engage with us for a Customized Cost-Saving Analysis tailored to your specific supply chain requirements. By leveraging our expertise in process optimization and continuous manufacturing, we can help you transition to this superior synthetic route, reducing your total cost of ownership while securing a stable supply of critical materials. Please contact our technical procurement team today to request specific COA data and route feasibility assessments for your upcoming projects.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →