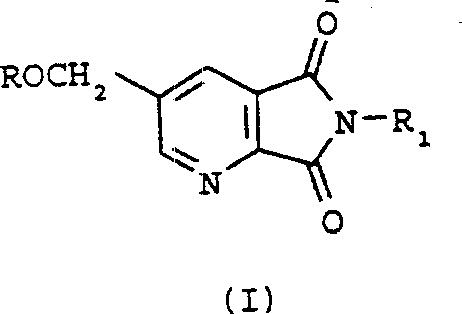
Advanced Synthesis of 5-(Alkoxymethyl)-2,3-Pyridinedicarboximide for Commercial Herbicide Production
The global agrochemical industry constantly demands more efficient pathways to synthesize critical herbicide intermediates, specifically focusing on purity profiles that ensure consistent biological activity. Patent CN1068882C introduces a transformative methodology for the preparation of 5-(alkoxymethyl)-2,3-pyridinedicarboximide compounds, which serve as pivotal precursors for imidazolinone herbicides. This technology addresses a longstanding challenge in heterocyclic chemistry where traditional routes often yielded unacceptable levels of structural isomers. By leveraging a novel cyclization strategy involving substituted oximes and maleimides, this process delivers superior regioselectivity. The core innovation lies in the specific reaction conditions that minimize the formation of the 5-methyl byproduct, a contaminant that historically compromised the efficacy of the final herbicidal active ingredient. For R&D teams and procurement specialists alike, understanding this shift from low-selectivity to high-purity manufacturing is essential for securing a competitive supply chain.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Prior to this invention, the standard industrial practice, such as that disclosed in European Patent Application EP308,084-A1, relied on reacting substituted oxime compounds with halomaleimides. While chemically feasible, this legacy approach suffered from a critical flaw: it generated a reaction mixture containing a relatively high percentage of the undesired 5-methyl-2,3-pyridinedicarboximide byproduct. This impurity is structurally similar to the target molecule, making separation extremely difficult and costly. In many cases, the resulting mixture required laborious and time-consuming purification protocols to achieve the necessary purity standards for downstream herbicide synthesis. If left unpurified, this 5-methyl contaminant would carry through to the final herbicide product, potentially altering its weed-control spectrum and causing regulatory compliance issues. Consequently, manufacturers faced inflated production costs and extended lead times due to these complex purification bottlenecks.
The Novel Approach
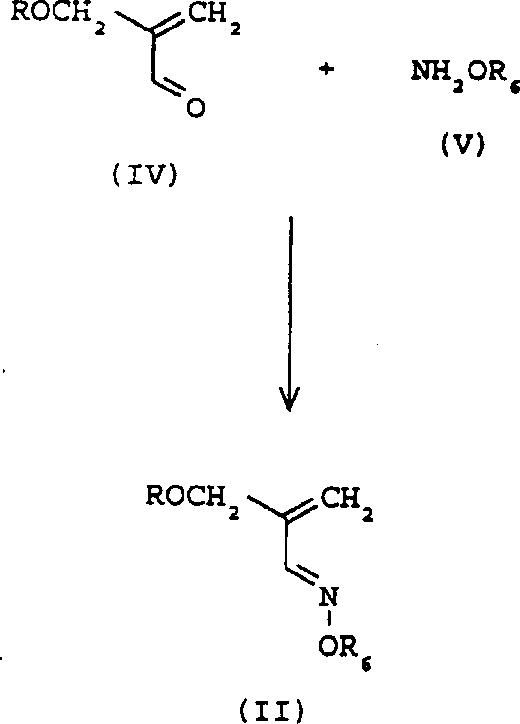
The methodology described in CN1068882C represents a significant leap forward by fundamentally altering the reaction environment to favor the desired 5-(alkoxymethyl) isomer. The process involves reacting a 2-(alkoxymethyl)-2-propen-1-one oxime with a substituted maleimide in the presence of specific bases, such as tri(C2-C4)amines or alkali metal acetates. This strategic choice of base is not merely a catalyst but a selectivity controller that drastically reduces the formation of the 5-methyl impurity. Experimental data within the patent demonstrates product-to-impurity ratios improving from a problematic 1:1 in older methods to exceptional ratios exceeding 200:1. This dramatic improvement in crude purity means that the isolation step is simplified, often requiring only filtration and concentration rather than complex chromatography or recrystallization sequences. For commercial operations, this translates directly into higher throughput and reduced waste generation.
Mechanistic Insights into Base-Mediated Cyclization Selectivity
The chemical mechanism driving this high selectivity centers on the interaction between the oxime nucleophile and the electron-deficient maleimide dipolarophile under thermal conditions. The presence of the alkoxymethyl group at the 2-position of the propenone backbone is crucial, yet its stability during the cyclization is paramount. In conventional acidic or non-optimized basic conditions, competing pathways can lead to the loss of the alkoxy group or rearrangement, resulting in the methylated byproduct. However, the use of tertiary amines like triethylamine or weak bases like sodium acetate creates a buffered environment that facilitates the cycloaddition without promoting the degradation pathways responsible for the impurity. The base likely assists in the deprotonation of the oxime or stabilizes the transition state of the cyclization, ensuring that the ring closure occurs exclusively at the desired position to form the pyridine core. This mechanistic control is vital for maintaining the integrity of the alkoxymethyl side chain, which is essential for the subsequent conversion into the active herbicide.
Furthermore, the control of impurities extends beyond just the 5-methyl isomer. The patent highlights that the reaction can be tuned by adjusting the stoichiometry of the maleimide and the base. For instance, using a slight excess of the maleimide ensures complete consumption of the oxime, preventing polymerization side reactions. Additionally, the optional inclusion of phase transfer catalysts, such as crown ethers (e.g., 18-crown-5), can further enhance reaction kinetics when using alkali metal salts. This allows the reaction to proceed efficiently even in less polar solvents, broadening the scope of scalable solvent choices. By understanding these mechanistic nuances, process chemists can fine-tune the reaction parameters to maximize yield while keeping the impurity profile well below regulatory thresholds, ensuring a robust and reliable manufacturing process for high-value agrochemical intermediates.
How to Synthesize 5-(Alkoxymethyl)-2,3-Pyridinedicarboximide Efficiently
The synthesis protocol outlined in the patent provides a clear roadmap for transitioning from laboratory scale to commercial production. The process begins with the preparation of the key oxime intermediate, which can be synthesized from readily available 2-alkoxymethacrolein and hydroxylamine derivatives. This precursor is then reacted with the appropriate substituted maleimide in a high-boiling solvent. The choice of solvent is critical; aromatic hydrocarbons like toluene or xylene are preferred due to their ability to dissolve both organic reactants and withstand the elevated temperatures required for cyclization. The reaction is typically conducted at temperatures ranging from 75°C to 150°C, with optimal results often observed between 90°C and 135°C. Under these conditions, the cyclization proceeds smoothly to form the pyridinedicarboximide core.
- Preparation of the 2-(alkoxymethyl)-2-propen-1-one oxime intermediate via reaction of aldehyde with hydroxylamine derivatives.
- Reaction of the oxime intermediate with a substituted maleimide compound in the presence of a tertiary amine or alkali metal acetate base.
- Heating the mixture in a high-boiling solvent like toluene at 75-150°C to effect cyclization and isolate the high-purity product.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this patented technology offers tangible strategic benefits that go beyond simple chemical yield. The primary advantage lies in the drastic simplification of the downstream processing workflow. Because the crude reaction mixture contains significantly lower levels of the difficult-to-remove 5-methyl impurity, the need for extensive purification steps is eliminated. This reduction in processing complexity directly correlates to a substantial decrease in manufacturing costs, as fewer unit operations, less solvent consumption, and reduced labor hours are required. Furthermore, the elimination of complex purification stages reduces the risk of product loss during isolation, thereby improving the overall mass balance and material efficiency of the plant. This efficiency gain is crucial for maintaining competitiveness in the high-volume agrochemical market.
- Cost Reduction in Manufacturing: The economic impact of this process is driven by the high selectivity which minimizes waste. By avoiding the generation of nearly equimolar amounts of the 5-methyl byproduct seen in prior art, the effective yield of usable material is significantly increased. This means that for every ton of raw materials purchased, a higher percentage is converted into saleable product. Additionally, the use of common, inexpensive bases like triethylamine or sodium acetate, rather than exotic catalysts, keeps reagent costs low. The ability to use standard industrial solvents like toluene further ensures that the process remains cost-effective and easy to source globally, mitigating the risk of supply chain disruptions associated with specialized chemicals.
- Enhanced Supply Chain Reliability: From a logistics perspective, the robustness of this synthetic route enhances supply security. The reaction conditions are not overly sensitive to minor fluctuations in temperature or moisture, making it easier to scale up from pilot plants to multi-ton reactors without losing performance. The starting materials, specifically the alkoxymethacrolein and maleimides, are commercially available or easily synthesized from commodity chemicals, reducing dependency on single-source suppliers. This diversification of the raw material base ensures that production schedules can be maintained even if one supplier faces difficulties. Moreover, the shorter processing time resulting from simplified purification allows for faster turnaround times, enabling the supply chain to respond more agilely to market demand fluctuations.
- Scalability and Environmental Compliance: Scaling this process to commercial levels is facilitated by the use of heterogeneous mixtures that are easily managed in standard stirred-tank reactors. The workup procedure, which often involves simple filtration and washing, generates less aqueous waste compared to extraction-heavy purification methods. This aligns with modern environmental, health, and safety (EHS) standards, reducing the burden on waste treatment facilities. The high atom economy of the cyclization step, combined with the reduced need for solvent-intensive recrystallizations, lowers the overall environmental footprint of the manufacturing site. This sustainability profile is increasingly important for multinational agrochemical companies aiming to meet their corporate responsibility goals while securing a reliable supply of critical intermediates.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this synthesis technology. These insights are derived directly from the experimental data and claims presented in the patent documentation, providing a factual basis for decision-making. Understanding these details helps stakeholders evaluate the feasibility of integrating this route into their existing manufacturing portfolios.
Q: How does this method improve purity compared to EP308,084-A1?
A: The patented method utilizes specific base conditions (triethylamine or alkali metal acetates) that significantly suppress the formation of the 5-methyl impurity, achieving product-to-impurity ratios as high as 233:1 compared to 1:1 in prior art.
Q: What solvents are suitable for scaling this reaction?
A: The process is compatible with common industrial solvents having boiling points above 75°C, with toluene, xylene, and 1,2-diethoxyethane being particularly effective for maintaining reaction homogeneity and yield.
Q: Can this intermediate be used directly for herbicide synthesis?
A: Yes, the high purity of the resulting 5-(alkoxymethyl)-2,3-pyridinedicarboximide allows it to be converted into imidazolinone herbicides without the need for laborious purification steps that were previously required.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 5-(Alkoxymethyl)-2,3-Pyridinedicarboximide Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition from patent literature to commercial reality requires deep technical expertise and robust infrastructure. As a leading CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the high-purity standards defined in CN1068882C are met consistently. Our rigorous QC labs and stringent purity specifications guarantee that every batch of 5-(alkoxymethyl)-2,3-pyridinedicarboximide delivered meets the exacting requirements for downstream herbicide synthesis. We understand that in the agrochemical sector, consistency is key, and our process engineering teams are dedicated to optimizing every parameter to maximize yield and minimize impurities.
We invite you to collaborate with us to leverage this advanced technology for your supply chain needs. Our technical procurement team is ready to provide a Customized Cost-Saving Analysis tailored to your specific volume requirements. By partnering with us, you gain access to specific COA data and route feasibility assessments that demonstrate the viability of this high-efficiency process. Contact us today to discuss how we can support your production goals with reliable, high-quality agrochemical intermediates.