Advanced Synthesis of Triazole Cyanide Compounds for Scalable Agrochemical Production
Advanced Synthesis of Triazole Cyanide Compounds for Scalable Agrochemical Production
The development of novel pesticide intermediates is critical for the next generation of crop protection agents, particularly those targeting resistant pest populations. Patent CN111978302B, published in March 2022, discloses a highly efficient and environmentally benign preparation method for triazole cyanide compounds, which serve as vital building blocks in the synthesis of advanced agrochemicals. This technology addresses the urgent industry need for high-yield, high-purity intermediates that can be manufactured safely on a commercial scale. By introducing a cyano group into the molecular structure, often connected to a benzene ring or heterocycle, manufacturers can significantly enhance the biological activity of the final pesticide, mirroring the success seen in second-generation ryanodine receptor insecticides like cyantraniliprole. The disclosed route offers a robust alternative to traditional synthetic pathways, leveraging specific solvent systems and catalytic conditions to maximize efficiency while minimizing environmental impact.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of complex cyano-containing heterocycles has been plagued by significant technical hurdles that hinder cost-effective manufacturing. Conventional routes often rely on harsh reaction conditions, including extreme temperatures and the use of stoichiometric amounts of toxic heavy metal catalysts, which complicate downstream purification and waste treatment. These traditional methods frequently suffer from poor atom economy and low selectivity, leading to the formation of difficult-to-remove impurities that compromise the quality of the final active pharmaceutical or agrochemical ingredient. Furthermore, the reliance on non-recyclable catalysts and volatile organic solvents increases both the operational expenditure and the environmental footprint of the production process. For procurement and supply chain managers, these inefficiencies translate into higher raw material costs, longer lead times due to complex work-up procedures, and increased regulatory compliance burdens associated with hazardous waste disposal.
The Novel Approach
In stark contrast, the methodology outlined in patent CN111978302B introduces a streamlined two-step process that dramatically simplifies the production of triazole cyanide derivatives. The novel approach utilizes a mild nucleophilic substitution followed by an acid-catalyzed cyclization, operating under controlled temperatures that range from ambient mixing conditions to moderate heating. A key innovation lies in the selection of the catalyst system; the patent demonstrates that using cation exchange resins or p-toluenesulfonic acid not only accelerates the reaction rate but also allows for catalyst recovery and reuse, a feature rarely found in older protocols. Additionally, the strategic choice of solvents, such as tetrahydrofuran (THF) for the substitution step and toluene for the cyclization, ensures high reaction selectivity and minimizes the generation of side products. This green chemistry approach aligns perfectly with modern sustainability goals, offering a pathway to high-purity intermediates without the baggage of toxic heavy metal residues or excessive solvent consumption.
Mechanistic Insights into Nucleophilic Substitution and Acid-Catalyzed Cyclization
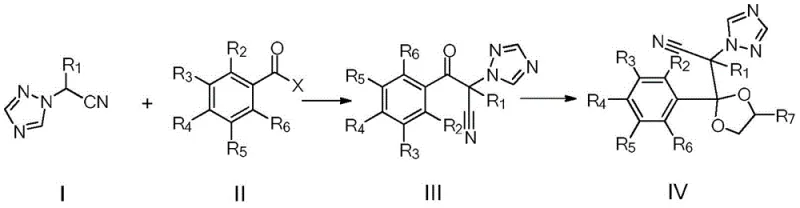
The core of this synthetic strategy relies on a precise sequence of chemical transformations that ensure structural integrity and high yield. The first stage involves the deprotonation of the triazole precursor (Formula I) using a strong base such as sodium hydride in a polar aprotic solvent like THF. This generates a highly reactive nucleophile that attacks the electrophilic carbonyl carbon of the benzoyl derivative (Formula II), displacing the leaving group X to form the ketone intermediate (Formula III). The patent data indicates that maintaining the mixing temperature between 15°C and 30°C is crucial for controlling the exotherm and preventing premature decomposition, while the subsequent reaction at 0-120°C ensures complete conversion. The inventors surprisingly found that specific bases like sodium hydride significantly outperform organic bases like DBU, which yielded only 48.3% in comparative examples, highlighting the sensitivity of the mechanism to the choice of reagent.
Following the formation of intermediate III, the process transitions to a cyclization step that constructs the stable dioxolane ring characteristic of Formula IV. This transformation is driven by the reaction of the ketone moiety with a 1,2-diol in the presence of an acid catalyst. The mechanism proceeds through the protonation of the carbonyl oxygen, making the carbon more electrophilic and susceptible to nucleophilic attack by the diol. The use of cation exchange resins, such as HND-580 or HND-26, provides a heterogeneous catalytic environment that facilitates this equilibrium-driven reaction while allowing for easy separation of the catalyst from the product mixture. This step is critical for impurity control, as the patent notes that optimizing the molar ratio of the diol and the reaction temperature (60-150°C) significantly reduces by-product formation. The result is a robust process capable of delivering products with purity levels exceeding 98%, as confirmed by liquid chromatography analysis in the provided examples.
How to Synthesize Triazole Cyanide Compound Efficiently
To implement this synthesis effectively in a laboratory or pilot plant setting, operators must adhere to strict procedural controls regarding reagent addition and temperature management. The process begins with the careful handling of sodium hydride, requiring an inert atmosphere to prevent moisture interference, followed by the slow dropwise addition of the benzoyl substrate to manage heat evolution. Once the intermediate is isolated, the cyclization step demands precise stoichiometry of the 1,2-diol and the acid catalyst to drive the equilibrium towards the desired cyclic acetal. The detailed standardized synthesis steps below outline the specific parameters required to achieve the reported 80%+ yields and high purity.
- Perform a substitution reaction between Formula I (triazole precursor) and Formula II (benzoyl derivative) using sodium hydride base in THF solvent at 0-120°C to obtain intermediate Formula III.
- Mix intermediate Formula III with a 1,2-diol and an acid catalyst (such as p-toluenesulfonic acid or cation exchange resin) in toluene or xylene.
- Heat the mixture to 60-150°C for 6-12 hours to effect cyclization, then neutralize and purify to obtain the final Formula IV compound with >98% purity.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this patented technology offers tangible benefits that extend beyond mere chemical yield. The primary advantage lies in the substantial cost reduction in pesticide intermediate manufacturing achieved through the elimination of expensive and toxic transition metal catalysts. By utilizing reusable cation exchange resins or common organic acids like p-toluenesulfonic acid, the process removes the need for costly heavy metal scavenging steps and complex wastewater treatment protocols associated with metal contamination. This simplification of the downstream processing directly translates to lower operational expenditures and a reduced total cost of ownership for the manufacturing facility. Furthermore, the use of readily available and low-toxicity raw materials ensures a stable supply chain that is less vulnerable to the volatility often seen with specialized reagents.
- Cost Reduction in Manufacturing: The economic viability of this process is underpinned by the high atom economy and the ability to recover and reuse key catalytic components. Unlike traditional methods that consume stoichiometric amounts of reagents, the heterogeneous nature of the preferred catalysts allows for multiple cycles of use without significant loss of activity. This drastically reduces the recurring cost of catalyst procurement and waste disposal. Additionally, the high selectivity of the reaction minimizes the loss of valuable starting materials to side reactions, ensuring that a greater proportion of the input mass is converted into saleable product. The overall simplicity of the operation also means lower labor costs and reduced energy consumption, as the reaction conditions do not require extreme cryogenic cooling or high-pressure equipment.
- Enhanced Supply Chain Reliability: From a logistics perspective, the reliance on commodity chemicals such as THF, toluene, sodium hydride, and simple diols creates a resilient supply chain. These materials are produced globally in vast quantities, reducing the risk of shortages that can plague proprietary or niche reagents. The robustness of the reaction conditions, which tolerate a range of temperatures and mixing rates, further enhances reliability by making the process less sensitive to minor variations in plant operations. This stability ensures consistent batch-to-batch quality, which is essential for maintaining long-term contracts with downstream agrochemical formulators. The ability to source raw materials locally in most major chemical hubs shortens lead times and reduces transportation costs, contributing to a more agile and responsive supply network.
- Scalability and Environmental Compliance: The patent explicitly highlights the suitability of this method for modern industrial production, a claim supported by the absence of hazardous reagents and the generation of minimal waste. The process generates no significant pollution, aligning with increasingly stringent global environmental regulations regarding volatile organic compounds (VOCs) and heavy metal discharge. Scaling this process from kilogram to multi-ton quantities is straightforward because the reaction kinetics are well-behaved and do not exhibit the runaway risks associated with highly exothermic nitration or oxidation reactions. The use of solid acid catalysts also simplifies the scale-up of the filtration and separation steps, avoiding the emulsions and phase separation issues common in liquid-liquid extractions with soluble acids. This environmental and operational safety profile makes the technology an attractive asset for companies aiming to expand their green chemistry portfolio.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this triazole cyanide synthesis route. These answers are derived directly from the experimental data and beneficial effects described in patent CN111978302B, providing clarity on the practical aspects of the technology. Understanding these details is essential for R&D teams evaluating the feasibility of integrating this pathway into their existing manufacturing infrastructure.
Q: What are the key advantages of the catalyst system used in this patent?
A: The patent highlights the use of cation exchange resins or p-toluenesulfonic acid, which offer high activity, reusability, and significantly improved reaction selectivity compared to traditional liquid acids, reducing waste and purification costs.
Q: How does this method improve upon conventional cyano compound synthesis?
A: Unlike conventional methods that may suffer from low yields or harsh conditions, this process utilizes mild temperatures (15-30°C mixing, 60-150°C reaction) and achieves high yields (up to 80.5%) with minimal by-product generation.
Q: Is this process suitable for large-scale industrial production?
A: Yes, the patent explicitly states the method is suitable for modern industrial production due to simple operation, low equipment requirements, and the use of easily obtainable, low-toxicity raw materials.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Triazole Cyanide Compound Supplier
At NINGBO INNO PHARMCHEM, we recognize the strategic value of efficient intermediate synthesis in the competitive agrochemical market. As a leading CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that our clients can meet global demand without compromising on quality. Our state-of-the-art facilities are equipped to handle the specific solvent systems and catalytic conditions required for this triazole cyanide synthesis, adhering to stringent purity specifications and rigorous QC labs to guarantee product consistency. We are committed to translating innovative patent technologies like CN111978302B into reliable commercial realities, offering our partners a secure and scalable source of critical pesticide intermediates.
We invite you to collaborate with us to optimize your supply chain and reduce your manufacturing costs. Our technical team is ready to provide a Customized Cost-Saving Analysis tailored to your specific volume requirements and quality standards. Please contact our technical procurement team today to request specific COA data and route feasibility assessments, and let us demonstrate how our expertise can accelerate your product development timeline while enhancing your bottom line.